英语原文共 11 页,剩余内容已隐藏,支付完成后下载完整资料
生物质到低碳醇的热化学过程模拟研究
郭文文、李国能、郑幼曲、王淑荣
浙江科技大学能源与环境系统工程系,杭州 310023,中国
浙江大学清洁能源利用国家重点实验室,杭州310027,中国
摘要:从生物质到低碳醇的热化学转化,是一条有前景的以环境可持续的方式生产低碳醇的途径。在本研究中,设计并模拟了一个生物质气化及后续低碳醇合成的生产系统。构建了生物质气化和乙醇合成两个核心模块,并对最佳反应条件进行了详细讨论。结果表明,较低的氧/燃料当量比(ER = 0.2)可以提高气化产物中CO的含量。通过改变水蒸气与生物质的质量比(S/B),可以得到用于低碳醇合成的富氢合成气。对于合成气合成低碳醇,较高的温度有利于CO的转化,也可以增加CO2和CH4等副产物的含量。较高的压力和适当的H2/CO比例(1.0 ~ 2.0)均有利于生成低碳醇。然后我们基于两种能源来源不同的情况进行了过程仿真。在情况1中,部分电力需求是由外部电源提供的,而在情况2中,该过程被设计为通过添加燃气和蒸汽联合循环动力装置完全自供电。根据仿真结果对两种情况下的物料流、能量消耗、能量效率和有效能流进行了评估。例1和例2的低碳醇产率分别为25.1和19.4 wt %。 两种情况的能源效率比较接近,分别为34.1%和33.2%。例2中约 33.5%的有效能输入转换为低碳醇,低于例 1 (39.6%)。例2的发电单元中有效能损失较高,导致有效能总损失较高。例2的电力需求可以由系统自身来平衡,不需要使用任何化石燃料,在环境保护和成本竞争力方面都很有吸引力和前景。
1. 简介
石油作为一种不可再生能源,它的供应正在枯竭,新的储量越来越难以找到。据报道,世界60%的石油资源消耗在运输中。低碳醇(C2 OH)是适用于车辆的替代燃料。它们可以与汽油按一定比例混合,直接应用于内燃机,而不需要对发动机或燃油系统进行任何改造。此外,低碳醇是优良的辛烷值增强剂和汽油氧合剂,可以替代汽油中的铅和甲基叔丁基醚。主要受世界能源短缺的影响,美国、巴西和许多其他国家提倡使用低碳醇。在低碳醇中,乙醇是应用最广泛的醇类之一。美国和巴西的燃料乙醇产量占全球产量的四分之三。
目前常用的乙醇合成方法有两种:乙烯水合法和生物发酵法。在乙烯催化转化过程中,原料主要由原油生产。在发酵过程中,原料可分为两类:淀粉/糖和纤维素。从淀粉/糖中转化得到的乙醇被称为第一代生物燃料,其生产可能会推高粮食价格,导致粮食危机。有许多研究表明了生物燃料对粮食价格上涨有举足轻重的影响。农业和森林废弃物中生物质资源丰富,可用于高含氢水蒸气气化制合成气,然后催化制醇。生物质制低碳醇的工艺具有反应时间短、原料供应充足、环境友好等优点,是一条很有前景的绿色化工路线。目前生物质气化正逐步投入工业应用,合成气直接制备低碳醇技术的发展受到了广泛关注。
在之前的一项研究中,我们的团队做了大量关于从生物质到低碳醇的热化学转化的工作。我们探讨了多种催化合成路线、催化剂的制备和表征方法、反应参数对醇收率的影响以及合成过程的生命周期评价。 由于合成催化剂的性能不佳(低一氧化碳转化率和低醇收率),目前合成气合成低碳醇尚未实现商业化。近年来,研究人员对生物质燃烧、生物质气化、生物质合成气合成二甲醚以及生物质热化学转化过程合成液体燃料(如甲醇、FT燃料、汽油)进行了大量的模拟研究。
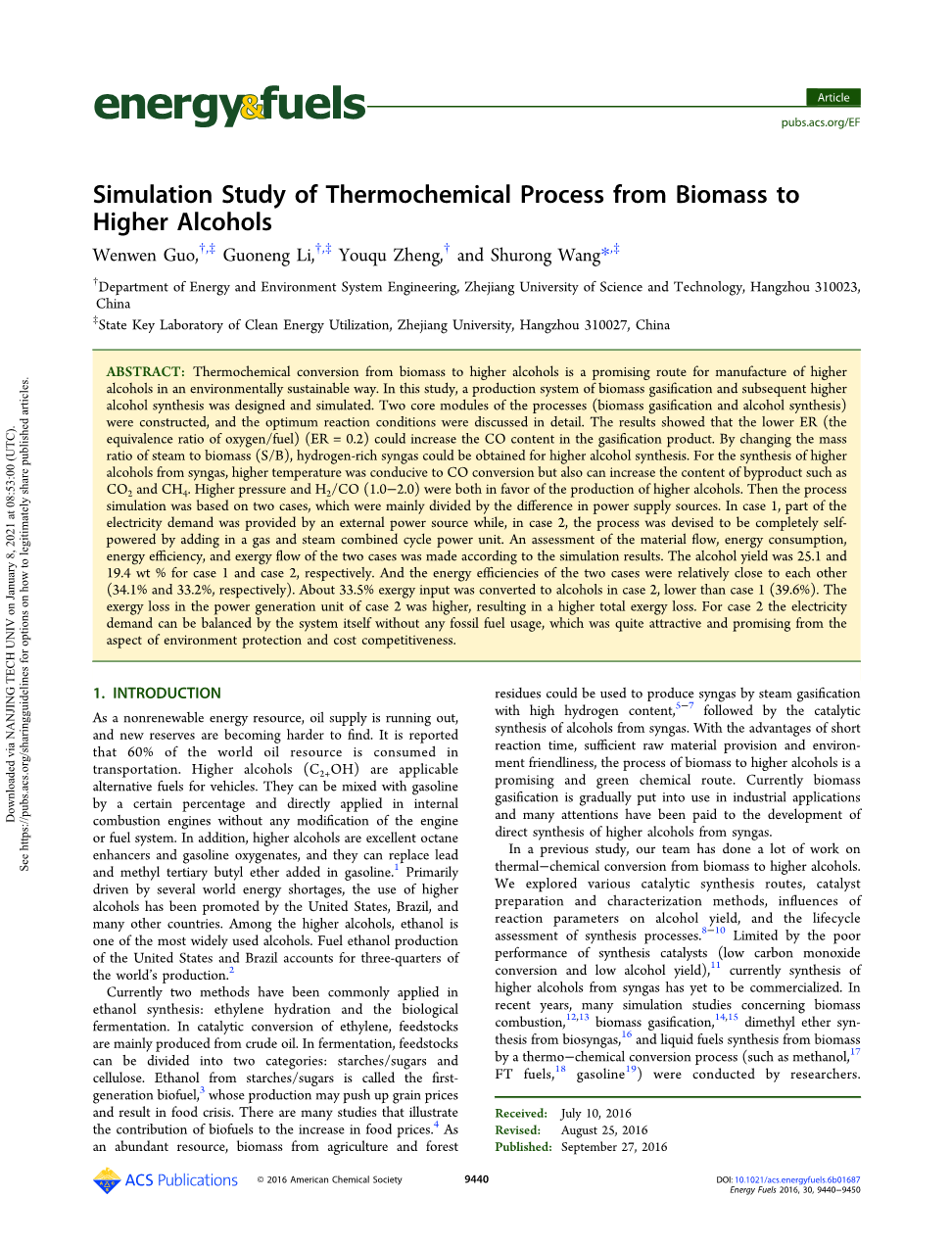
图1. 从生物质到低碳醇的热化学过程的流程图
然而,很少有过程模拟侧重于生物质气化合成低碳醇。考虑到低碳醇合成的合成机理和反应条件不同于其他液体燃料的合成,我们的研究重点是生物质气化后合成醇的建模和反应条件的优化。He等对生物质原料热化学转化法合成乙醇进行了技术经济分析。结果表明,整个合成系统在理论上可以实现自供电,不需要任何外部电源。Reyes Valle等人比较了生物质制乙醇过程中不同的合成气转化技术,并对其技术经济效益进行了评价。他们发现,采用部分氧化法的间接循环流化床气化(iCFBG)具有最具成本竞争力的潜力。 实际上,合成工艺路线的设计对提高醇的合成效率起着重要的作用。本研究设计并模拟了一套生物质气化及后续高等醇合成生产系统(包括生物质预处理、生物质气化、气体重整与净化、醇的合成与分离、余热利用)。电力供应方式对乙醇合成效率的提高有很大影响。不消耗任何化石燃料的自供电系统在环境保护和成本竞争力方面具有吸引力。因此,基于不同的供电方式建立了两种流程(详见第2节)。对两种情况下的生物质催化合成低碳醇的过程进行了模拟,并对醇的产率、能源效率和有效能损失等参数进行了详细的研究。
2.工艺设计与描述
从生物质到低碳醇的热化学过程的流程图如图1所示。该工艺是在生物质转化为液体燃料工艺的基础上开发的。对低碳醇合成反应器、甲烷重整、甲醇循环、燃气和蒸汽联合循环动力装置等进行了必要的改造。为了充分利用碳中和的生物质资源的潜力,设计并构建了例2中的自供电系统。我们选择Aspen Plus对整个过程进行建模。它包含各种单元操作模块(反应器、加热器、泵等),可以组合在一起给出整个过程的完整表示。整个过程可分为五个模块:生物质预处理、生物质气化、气体重整与净化、乙醇合成与分离、余热利用。每个模块由一个或多个部分描述。在模拟中,选择松木屑作为生物质原料,预处理后(100t/h规模)进入循环流化床气化炉。在循环流化床气化炉中,生物质颗粒在氧气和蒸汽气氛下进行热解和气化。主要气体产物有CO、H2、CO2和轻烃。气体重整后,产物气体中的低分子碳氢化合物(主要是CH4)可转化为CO和H2。在气体净化过程中,去除了H2S、NH3和CO2等杂质。将清洁的合成气压缩到适当的压力下,送入醇类合成反应器生产低碳醇。合成产物在气液分离器中冷却分离。气液分离器产生的气体产品被回收到甲烷重整反应器中,而液体产品被送入蒸馏塔获得纯醇。
生物质粉碎和合成气多级压缩等工艺在系统运行过程中消耗的电力占很大比例。根据电源的不同,系统过程可分为2种情况:
例1:例1的电力由余热利用系统和外部电源提供。气液分离器的气体产品全部回收到甲烷重整反应器,并转化为合成气。合成气提纯后被压缩,送入乙醇合成反应器。
例2:例2的电力部分由内部燃气和蒸汽联合循环动力装置提供。该系统被设计成在生产低碳醇时完全自供电。也就是说,系统可以平衡所消耗的电力需求。与回收醇合成不同,气液分离器中25%的气体产品被送入气汽联合循环动力单元,为系统提供电力。随着回收气体比例的变化,余热利用系统提供的能量以及用于压缩、合成反应器和蒸汽重整的能耗也与例1有所不同。基于本仿真,在例2中不需要外部电源。
两种情况下反应温度、反应压力等操作参数保持一致。图2显示了两种情况的流程图。在图中,冷却器和热交换器用于回收或供应过程中的热量。
图2.简化的例1和例2的工艺流程(实线,物料流;红色虚线,能量流动;绿点线,工作流程)
混合器和分流器用于合并或分流物料。分离器是用来从主流中除去杂质的。下一节介绍了其他主要设备,如表1所示。为了简化模拟过程,我们做了以下假设:
(1)该过程以稳定状态运行,所有参数都不会随着时间而改变。
(2)生物质中的灰分在气化过程中被认为是惰性的。
(3)在气化过程中,生物质中的所有氮和硫都被转化为简单的化学物质:NH3和H2S。挥发物瞬间释放,产物主要为H2、CO、CH4和H2O。
(4)焦油的化学成分定义为C6H6。根据文献资料确定了沥青产率。
(5) 将CO2、H2S和NH3的除杂系统简化为SEP块。在模拟中假定杂质被完全去除。
(6)对于二硫化钼基催化剂合成醇,由于其产物含量较低,模拟中忽略了所有碳原子数大于3的醇。由于反应产生的烃类大部分为CH4,因此较高的烃类被忽略
(7)调整色谱柱条件,回收纯度为99.0%的丙醇和乙醇。
2.1生物质预处理。预处理包括生物质干燥和粉碎。生物质原料含水量过高会降低气化炉温度,导致反应区反应不足,气化效率较差。因此,干燥是气化前的要求。粉碎可以增加生物质的表面积,增强加热介质与生物质颗粒之间的传热。生物质原料需要
被磨成小于10毫米的颗粒,以便在流化床气化炉中成功气化。
以典型的林产残渣松屑为原料,进行了模拟实验。松片的含水量约为10 wt %。元素和近似分析数据(干基)如表2所示。干燥后水分含量降低到1 wt %以下。用Flash 2模拟干燥过程。生物质被定义为非常规成分(NC)。然后将松屑磨成直径为6毫米的颗粒进行气化。粉碎生物质的能耗与粉碎粒度和生物质种类有关。根据已发表的文献,当松片磨成6mm直径颗粒时,能耗为32.1 KWh o.d.(单位(公吨)烘干重量生物质的电机使用的比有功电能)。
2.2.生物质气化。预处理后的生物质颗粒送入循环流化床气化炉。高温气化介质(氧气和蒸汽)作为流态化气体。在还原气氛中,生物质颗粒被热解成可燃气体、固体残渣和焦油。通过旋风分离器、颗粒过滤器和水过滤器对气化炉的气体产品进行净化,去除固体颗粒和焦油。
流化床气化炉的气化反应主要包括热分解(热解)、焦炭燃烧和气体重整反应。在流化床气化炉的密相区,生物质颗粒在良好的传热条件下可以快速分解。在流化床的底部,焦炭与氧气一起燃烧,为生物质的热分解和气化提供能量。气体中间体在稀相区进行二次反应,包括焦油裂解和焦炭还原。实际上,热分解和燃烧反应主要在密相区进行,还原反应发生在稀相区。因此,在模拟过程中将气化分为两个反应阶段:热分解和气化反应。在循环流化床气化炉工况下,密相与稀相温差仅为20℃左右。因此,假定这两个阶段的温度是相同的。考虑到后续合成醇需要合适的H2/CO配比(通常为0.5 ~ 2),采用水蒸气和氧气的混合物作为气化介质,得到热值高(10 ~ 16 MJ/Nm3)、含氢量为30 ~ 60 vol %的富氢合成气。
在气化模型中,选择RYield、Separator和RGibbs对气化过程进行模拟。在RYield,生物质分解为气体和固体产物。固体产物为灰分和未反应的固定碳。气体产物在RGibbs中与氧气和蒸汽反应。
当反应体系的吉布斯自由能最小时,气-气反应可以接近化学平衡,而气-固反应由于扩散限制而不能达到平衡。在RGibbs中,采用限制平衡法限制了C alpha;O2→2(1minus;alpha;)CO (2alpha;minus;1)CO2和C H2→CH4两种气固反应。alpha;(变化范围为0.5 ~ 1)是一个随反应温度变化的参数。800℃时alpha;值为0.8。以水蒸气和氧气的混合物为气化介质,制备了适用H2/CO比的合成气。氧/燃料比用等效比ER表示。ER被定义为供氧量和燃料化学计量燃烧所需氧量的比值。蒸汽与生物质的质量比记为S/B。
2.3. 气体重整与净化。循环流化床气化炉生产的原合成气中含有CH4、CO2、H2S、NH3等杂质,其中H2S可引起合成催化剂中毒。不同的催化剂有不同的耐硫性。铜基催化剂的耐硫性为0.1 ppm。相比之下,钼基催化剂具有更强的耐硫性,为100ppm。由于CO2、CH4等杂质含量高,会抑制醇的合成反应,因此利用甲烷重整将CH4转化为CO、CO2和H2。原料合成气可以用水洗涤以去除NH3。剩下的杂质,H2S和CO2,可以用乙醇胺装置除去。
采用RStoic模拟甲烷重整过程。利用生物质和焦炭燃烧产生的热能对重整过程进行加热。将CO2、H2S和NH3的除杂系统简化为SEP。在模拟中假定杂质被完全去除。
2.4.催化合成。然后,纯化的合成气被压缩到合成反应所需的压力,并被送入乙醇合成反应器。醇类合成反应器和催化剂是整个系统的核心部分。贵金属催化剂和非贵金属催化剂是合成低碳醇的两大类催化剂。目前开发的用于低碳醇合成的贵金属催化剂主要是铑基催化剂,其缺点是生产价格高。非贵金属催化剂包括改良甲醇合成催化剂、改良费托合成催化剂和钼基催化剂。伴随低碳醇合成的副反应为烃类生成和水煤气转换反应。
在模拟中,采用多级压缩的方法将提纯的合成气压缩到反应压力。由于二硫化钼基催化剂具有较高的耐硫性,因此在模拟中采用了二硫化钼基催化剂。将Larson等人提出的化学反应动力学应用于高醇合成反应器,见表3。醇的合成过程可分为五个步骤:R1 - R5。甲醇是由CO和H2的可逆反应生成的,受反应R1的化学平衡控制。轻烃均由甲醇制得,主要烃为CH4 (R2)。甲醇和合成气反应制得乙醇,乙醇和合成气反应制得丙醇(R3和R4)。
表2.典型生物量特征
表3.二硫化钼催化剂上醇合成LH动力学模型的建立参数
图3.ER和S/B对
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[260954],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 播撒生物炭促进鸟粪石形成,但加速重金属积累外文翻译资料
- 钢铁工业余热有机朗肯发电的能量及炯分析外文翻译资料
- 深度共晶溶剂微波辅助处理木质素-碳水化合物复合 物的高效裂解及超快提取木质素低聚物外文翻译资料
- 功能化杯状芳烃离子团族[4]的合成、晶体结构及竞争结合性能外文翻译资料
- 面向高能量密度柔性超级电容器的无纺布用黑磷杂化微纤维的微流控纺丝结构外文翻译资料
- 活性炭对水溶液中氨的吸附外文翻译资料
- 制备可控海胆状NiCo2S4微球协同硫掺杂石墨烯作为高性能 二次锌空气电池的双功能催化剂外文翻译资料
- 钛酸盐材料对重金属离子的吸附外文翻译资料
- CO2敏感催化剂的合成与表征温度响应催化聚离子液体微凝胶外文翻译资料
- 温度响应微凝胶薄膜在湿环境中作为可逆二氧化碳吸收剂外文翻译资料

