英语原文共 8 页,剩余内容已隐藏,支付完成后下载完整资料
使用表面同步的飞点激光三角测量仪
轮廓精度测量
高精度的高速表面轮廓测量对于目标检查和质量控制至关重要。在这项研究中,提出了一种基于单点激光三角测量位移传感器和高速旋转多面镜的激光扫描仪。引入自动同步扫描方案以减轻视场与范围精度之间的折衷,这是常规三角测量法的固有缺陷。横向同步飞点技术具有出色的特性,例如可编程和较大的视场,对环境光或二次反射具有较高的抗扰性,较高的光信噪比和最小的阴影效果。由于具有自动的点对点激光功率控制,即使在要求苛刻的应用中,测量具有变化的表面特性的物体时,也可以实现高精度和出众的数据质量。拟议的激光三角剖分扫描仪使用实验室建造的原型进行了验证,并描述了系统设计和实现的实际注意事项,包括斑点噪声减少方法和实时信号处理。还设计了一种使用查找表快速,准确地校准激光三角测量扫描仪的方法,并且系统校准精度通常小于0.025 mm。提出了实验结果,并显示了快速表面轮廓精度测量的广阔应用前景。copy;2014美国眼镜学会
士
OCIS代码: (120.0120)仪表,测量和计量;(120.5800)扫描仪;
(150.1488)校准;(150.5670)范围查找。http://dx.doi.org/10.1364/AO.53.004405
- 介绍
表面轮廓的测量在工业环境中对于控制制造过程和最终产品的接受都起着重要的作用。但是,最广泛使用和可靠的表面测量技术要么涉及诸如触笔仪器之类的接触,要么受限于有限的测量深度和较小的工作距离,例如共聚焦激光扫描显微镜[1].基于三角测量的光学计量已广泛用于工业应用,例如目标
1559-128X/14/204405-08$15.00/0
copy;2014美国眼镜学会
检验和逆向工程,近年来。Blais对20多年的距离传感器开发进行了出色的概述,描述了目前可商购的最重要的测距原理。范围传感器的精度从0.01到0.3 mm不等,具体取决于基于三角测量的商业系统的测量范围和工作原理[2].单点激光三角测量传感器非常适合将表面轮廓测量与测量机集成在一起[3].
为了显著提高速度,最简单的方法是单点激光
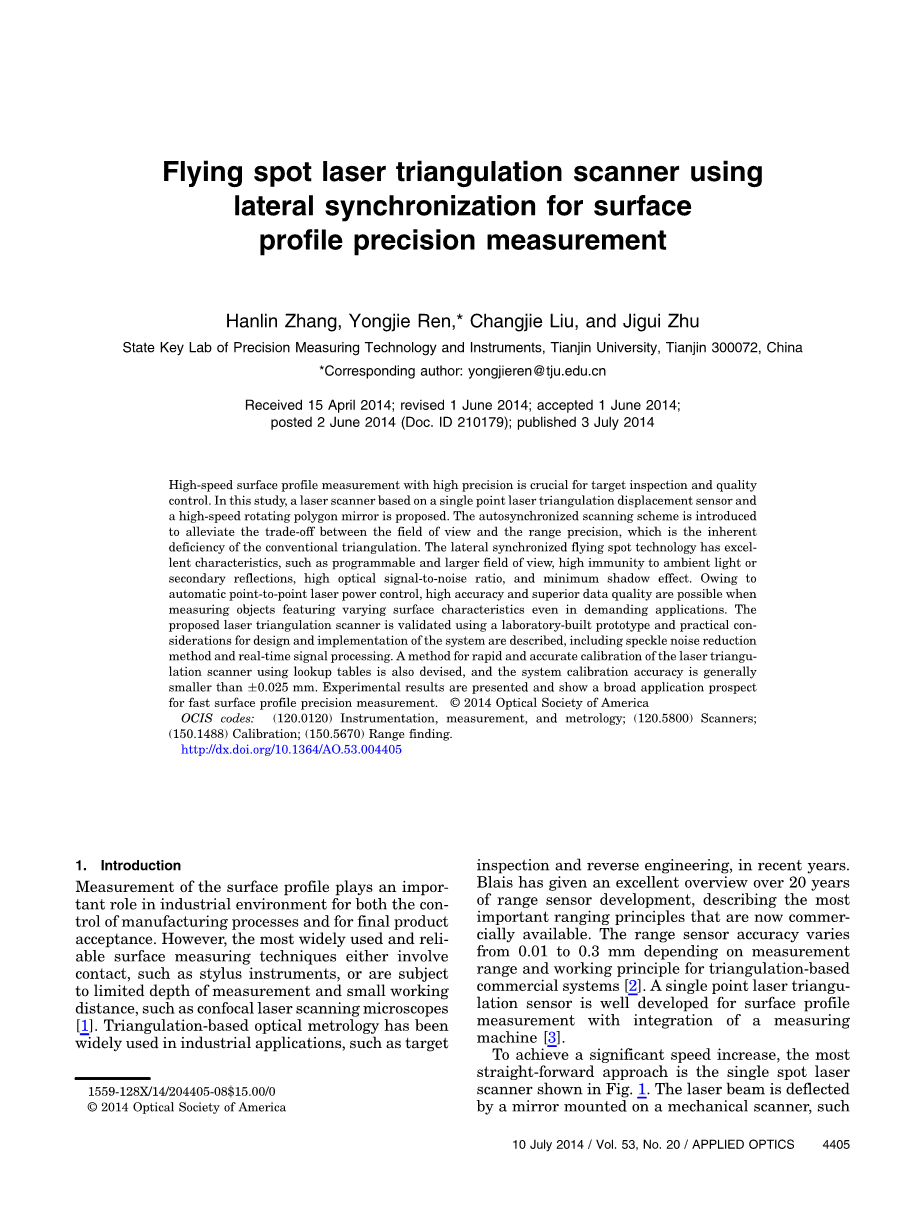
扫描仪如图1.激光束被安装在机械扫描仪上的反射镜偏转,例如
图1.单点激光扫描仪的工作原理。
如振镜或连接到电机轴的镜子。在这种情况下,扫描角度根据预定的视野而变化。通过简单的三角函数,可以计算出测量点的二维坐标。但是,在传统的三角测量设置中,必须考虑到视场,测量不确定度和阴影效应之间的折衷[4].
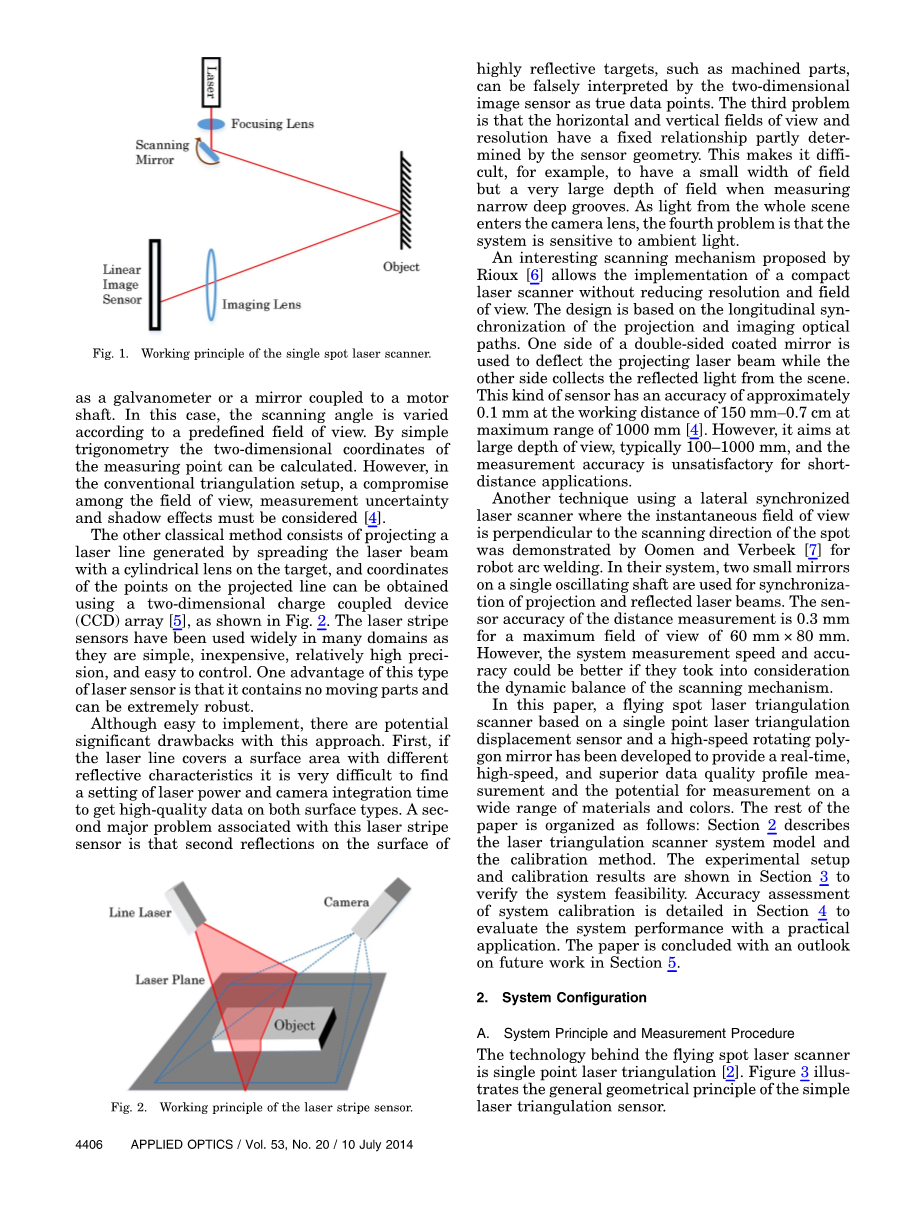
另一种经典方法是将通过用柱面透镜散布激光束而产生的激光线投射到目标上,并且可以使用二维电荷耦合器件(CCD)阵列获得投射线上的点的坐标[5],如图2所示。激光条纹传感器简单,便宜,相对较高的精度且易于控制,因此已广泛应用于许多领域。这种类型的激光传感器的一个优点是,它不包含活动部件,并且非常坚固。
尽管易于实现,但是这种方法存在潜在的重大缺陷。首先,如果激光线覆盖具有不同反射特性的表面区域,则很难找到激光功率和相机集成时间的设置来获得两种表面类型上的高质量数据。与该激光条纹传感器相关的第二个主要问题是在激光表面上的第二次反射
图2.激光条纹传感器的工作原理。
二维图像传感器可能会将高反射目标(例如加工零件)错误地解释为真实数据点。第三个问题是水平和垂直视场与分辨率具有固定的关系,该关系部分地由传感器的几何形状确定。例如,这使得在测量狭窄的深槽时很难具有较小的视野宽度,而具有很大的视野深度。当来自整个场景的光进入相机镜头时,第四个问题是系统对环境光敏感。
Rioux提出了一种有趣的扫描机制[6允许在不降低分辨率和视野的情况下实现紧凑型激光扫描仪。该设计基于投影和成像光路的纵向同步。双面镀膜镜的一侧用于偏转投射的激光束,而另一侧则收集来自场景的反射光。这种传感器的精度约为
在150 mm–0.7 cm的工作距离上为0.1 mm,最大范围为1000 mm [4].但是,它瞄准的是较大的景深,通常为100–1000 mm,并且对于短距离应用而言,测量精度并不令人满意。
Oomen和Verbeek证明了另一种使用横向同步激光扫描仪的技术,其中瞬时视场垂直于点的扫描方向。7]用于机器人电弧焊。在他们的系统中,单个摆动轴上的两个小镜子用于同步投影和反射激光束。对于60 mmtimes;80 mm的最大视场,距离测量的传感器精度为0.3 mm。但是,如果考虑扫描机制的动态平衡,则系统的测量速度和精度可能会更好。
本文开发了一种基于单点激光三角测量位移传感器和高速旋转多面镜的飞点激光三角测量扫描仪,以提供实时,高速,卓越的数据质量轮廓测量和潜力。适用于各种材料和颜色的测量。本文的其余部分安排如下:2 介绍了激光三角剖分扫描仪系统模型和校准方法。实验设置和校准结果显示在3 验证系统可行性。系统校准的准确性评估在本节中详细介绍4 通过实际应用评估系统性能。本文的结尾是本节的未来工作展望5.
-
系统配置
- 系统原理与测量程序
飞点激光扫描仪背后的技术是单点激光三角测量[2].数字3 说明了简单的激光三角测量传感器的一般几何原理。
图3.基于Scheimpflug原理的单点激光三角测量位移传感器的示意图。
从激光二极管发射的聚焦激光束投射到要测量的漫射表面上。从激光光斑散射的一部分光被物镜收集,然后成像到线性位置传感器上。倾斜传感器表面以保持Scheimpflug条件,以便对于给定的照明方向,沿着激光束路径的任何点都将聚焦在位置传感器上。通过根据三角测量原理计算线性位置传感器上的成像光斑的位置变化Delta;p,可以检测沿投影激光束的位移变化Delta;z,这两个变量之间的关系是非线性的,可以通过校准程序来建立。
对于二维轮廓测量,需要具有良好动态平衡的快速稳定的扫描机制。通过扫掠图1所示的单点激光传感器的三角测量平面来执行测量。3 使用旋转的多角镜在一个角度上移动。如图2所示,成像和投影光路机械同步。4.飞点技术表明,包含在输出线中的点是顺序捕获的,而不是同时捕获的。
与前面提到的激光条纹传感器相比,使用横向同步的飞点激光三角测量扫描仪具有许多优势。激光功率和摄像机集成时间可以轻松,自动地控制,以优化接收信号电平,因为任何时候都只能进行单点测量。结合有限的瞬时视场,该系统对环境光具有极强的免疫力,并且二次反射和虚假点的机会也很低。该激光扫描仪的景深由线性位置传感器及其相关的光学器件定义。视野由扫描机制定义。这两个是完全无关的,因此可以独立设计以适合特定的应用。
这些优点相结合,可提供具有卓越原始数据质量的更加精确的测量系统。额外的额外费用
图4.使用横向同步的飞点激光三角测量扫描仪的示意图。
与性能相比,光机械复杂性最小,而性能却提高了十倍。
通过耦合到旋转多面镜的光学旋转编码器产生的脉冲触发单个点的测量。对于给定的曝光时间和激光功率水平,计算线性位置传感器上激光光斑的位置变化Delta;p。知道Delta;p和来自旋转编码器的脉冲数,可以在系统校准后获得被测点的二维坐标。
-
- 系统校准方法
测量系统的精度取决于校准的精度以及系统保持校准精度的能力。非参数校准方法非常适合于较小的重建量和局部变形的建模,其中可能包括镜面缺陷,光学和几何变形以及其他可能难以识别或建模的非线性。
- 确定Z轴上的测量点坐标
为了方便起见,如图5(a),Z轴平行于系统视场的中心,X轴垂直于系统扫描平面。激光扫描束由来自旋转编码器的脉冲数索引,例如投射激光束li。垂直于Z轴的参考平面以相等的间隔放置在具有准确Z坐标的系统视场中。对于每个间隔位置,记下与激光束li和参考平面的交点Pij相关的位置变化Delta;p,并且已知点Pij的Z坐标[8].线性内插在两个相邻的已校准之间完成
图5.校准系统示意图。(a)确定Z轴上的测量点坐标,以及(b)校准入射激光束方程。
每个激光束li的点获得测量点的Z坐标。
- 入射激光束方程的校准
在定义的坐标系O-ZX中,由入射激光束li的方程式确定测量点的X坐标。扫描激光束的方程式直接进行校准,并在测量时使用,以消除传统分析系统模型[9].参考平面倾斜,形成与X轴的交点O,即定义坐标系的原点,如图2所示。5(b).对于交点Pi0,如上所述,通过图像位置变化Delta;p和线性插值来计算Z坐标,然后可以通过参考平面和系统扫描平面的交线的方程获得X坐标。此时的交线m0的等式可写为
x = kz; k = tan(90°-theta;); (1)
其中theta;是倾斜角,其值是已知的。现在,倾斜的参考平面沿Z轴以正确的间隔Delta;jj
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[238527],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 拟人手臂的轨迹规划与轨迹跟踪控制外文翻译资料
- 新型磁性辅助内窥镜系统在上消化道检查中应用的可行性 和安全性外文翻译资料
- 基于FPGA可编程逻辑器件的复合视频图像处理外文翻译资料
- 从被测的高频域原始信号中提取巴克豪森噪声外文翻译资料
- 重型机床z轴热误差混合建模方法外文翻译资料
- 一个红外浊度传感器:设计与应用外文翻译资料
- 用于控制食物烹饪过程的电子系统.外文翻译资料
- 关于液体介质中电磁流量计的设计和理论上存在的问题。第二部分:关于带电粒子产生的 噪声理论外文翻译资料
- 基于LabVIEW和Matlab的小波变换对非平稳信号的分析仿真外文翻译资料
- 应用于腹腔镜手术的新型膜式加热加湿器 的开发外文翻译资料

