英语原文共 5 页,剩余内容已隐藏,支付完成后下载完整资料
图像处理的工业应用
RADU ADRIAN CIORA
卢西安布拉加大学工程学院,西比乌,罗马尼亚,radu.ciora@ulbsibiu.ro
CARMEN MIHAELA SIMION
卢西安布拉加大学工程学院,西比乌,罗马尼亚,carmen.simion@ulbsibiu.ro
摘要:
最近传感器质量和处理能力的进步为我们提供了设计更复杂的图像处理和模式识别任务的优秀工具。本文综述了图像处理和模式识别在工业工程中的应用。首先,我们定义了视觉在工业中的作用。然后介绍了一些图像处理技术、特征提取、目标识别和工业机器人指导。此外,还介绍了该技术在工业中的应用实例。这些实现包括自动化的目视检查、过程控制、部分识别、机器人控制。最后,对今后的研究方向和研究方向提出了一些结论。
关键词:图像处理;计算机视觉;工业工程;自动化视觉检测。
作品简介:
传统上,目视检查和质量控制是由人来完成的。虽然人们很擅长这个任务,有时甚至比机器更好,但是他们的速度要慢得多,而且他们不能长时间工作,因为他们的眼睛疲劳,需要放松。在许多应用程序中,信息必须快速且重复地提取、处理和决策。图像处理技术的进步正在为广泛的工业应用领域提高生产率、质量和效率创造新的前景。视觉系统已经成为先进制造系统的重要组成部分,主要有两个原因。首先,它提供了一种在产品制造过程中控制质量的方法,其次,机器人装配可以提供必要的信息,以便从一组基本部件组装复杂的产品。在某些环境下,检查可能是危险的或困难的。机器视觉在这种情况下可以代替人的检查。自动化装配线使柔性制造成为现实,因此,由于生产线路的不足而造成的成本大大降低。
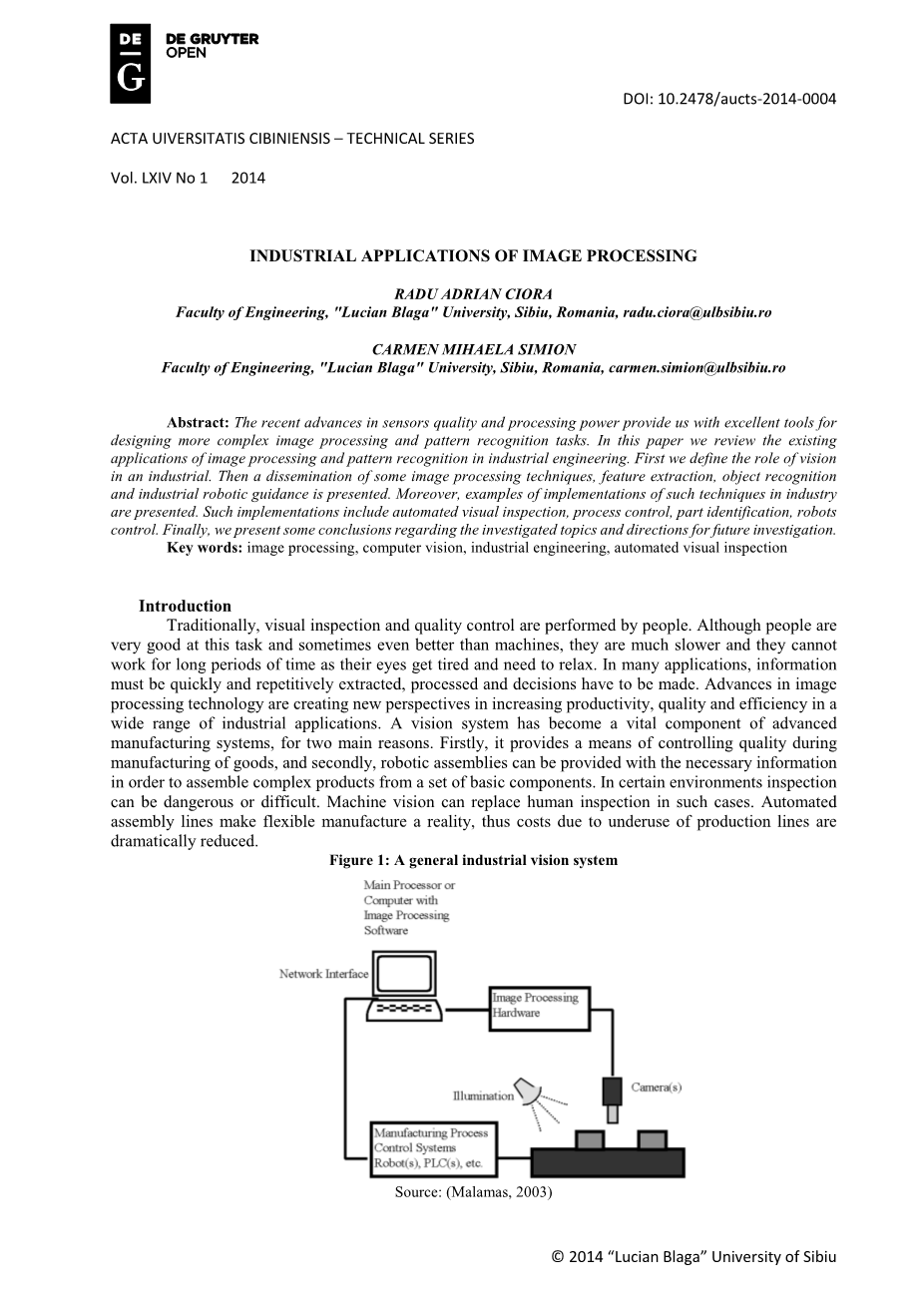
图1通用工业视觉系统
图1展示了通用工业视觉系统的结构。首先,需要对场景进行适当的照明和布置,以促进良好的图像采集。图像通常被放置在被检查的场景附近的一个或多个摄像机。照相机通常是固定位置的。一般情况下,检查只对已知对象和固定位置进行。在图像特征提取、处理和分类中采用了中央处理单元。这些特征需要事先知道。当过程是时间约束或计算密集型时,则使用专用硬件来解决这个问题。
这两个应用图像处理-目视检查和自动装配有许多共同点和可视为一个整体,他们使用类似的硬件和采用类似的处理算法,最显著的区别在于,一个扫描相机是用来检查组件的输送机,广角镜头时所需的装配操作。最常用的目视检查是检验产品质量,并采取行动报告和纠正这些故障,并更换或去除生产线上的缺陷部件。这可以很容易地在生产线上看到,以非常高的价格生产饼干或瓶装啤酒。检验的另一种可能的应用是测量某一产品的某一特定参数,并将其价值反馈到制造过程的早期阶段,以纠正其错误行为。另一个有用的应用是收集数据并创建一些关于制造过程效率的统计数据,以便提供在预先计划中有用的管理信息。
在自动化装配流水线中,计算机视觉可以提供反馈来控制机器人。在这种情况下,它必须提供关于装配对象的位置和方向的详细信息。它还必须在装配过程开始前检查部件的符合性,这样才能防止错误的行为,比如试图将螺丝钉塞进一个不存在的孔中。一般来说,工业检查过程按照以下步骤进行:
1图像采集:在视觉上,一切都依赖于图像采集。初始图像的任何不足都会对图像的分析和解释产生严重的影响。
2图像处理:一旦获得图像,就可以通过去除噪声或不均匀的照明来为后续的操作做好准备。在图像处理中执行的主要操作如表1所示。
3分割:此步骤尝试将图像分割为符合场景中部分或全部对象的兴趣区域。
4特征提取:特征提取是一种尺寸缩小的形式。它涉及减少正确描述大量数据所需的信息量。特征的例子包括尺寸,位置,轮廓测量和纹理检测。这些特征可以通过统计、结构、块匹配、神经网络或模糊系统来提取和分析。计算特征的集合构成输入图像的描述。
5决策:决策过程的第一步是将特征空间减少到问题的固有维度。为了做出决策,进一步处理了减少的特性集。这个决策,以及其他类型的测量或特性,都是依赖于应用程序的。在进行目视检查时,系统必须通过与已知型号相匹配的计算特性来决定生产的结果是否符合质量标准。模型可以是声明性的,也可以是程序性的。声明模型由像素、区域或检测对象的约束和它们之间的关系组成。过程模型在分析图像的过程中具有内在的定义。
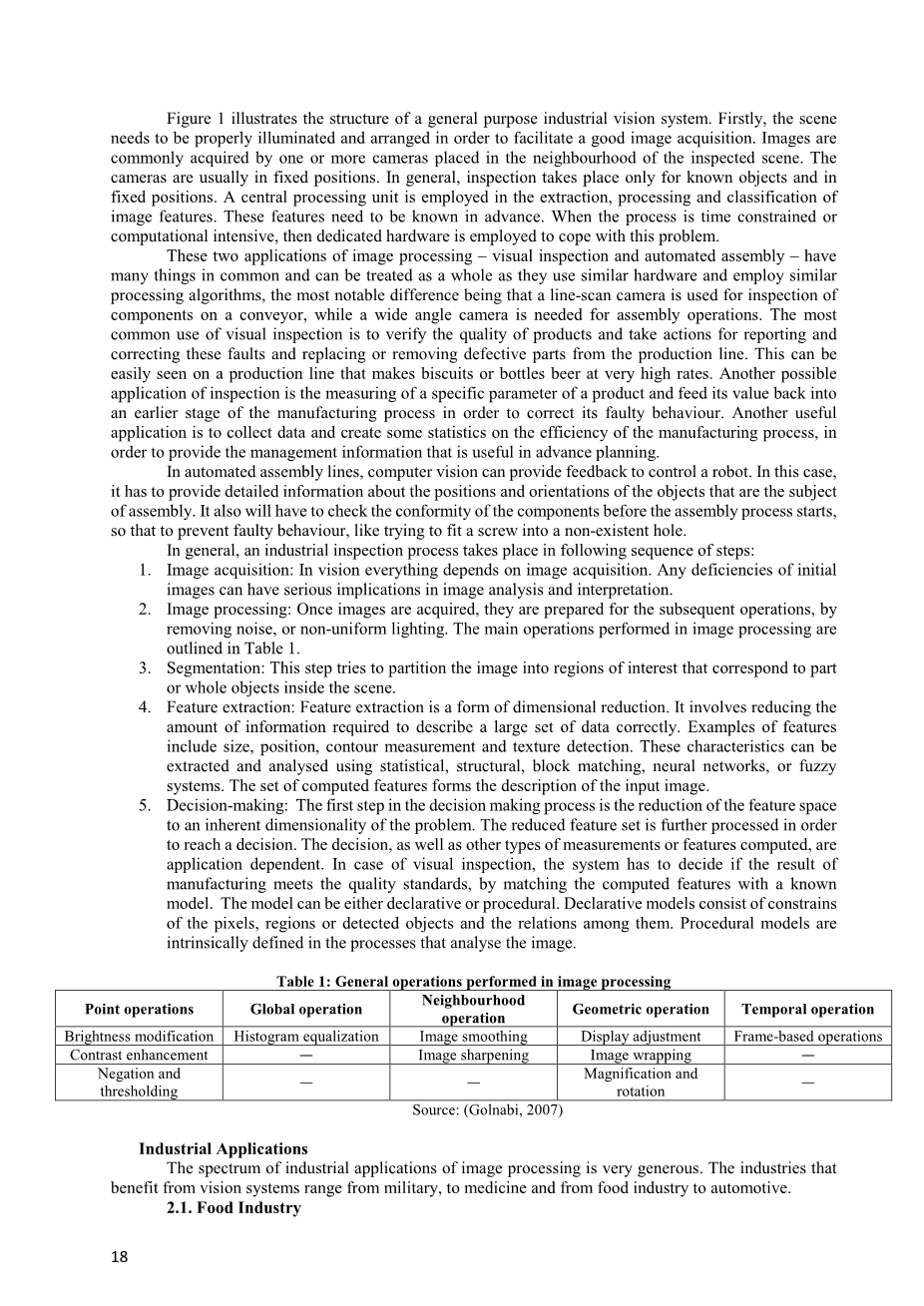
表1在图像处理中执行的一般操作
|
点运算 |
全局操作 |
邻域运算 |
几何运算 |
时间操作 |
|
亮度修改 |
直方图均衡化 |
图像的平滑 |
显示调整 |
基于帧的操作 |
|
对比度增强 |
图像锐化 |
图像包装 |
||
|
否定和阈值 |
放大和旋转 |
工业应用
图像处理的工业应用范围很广,受益于视觉系统的行业包括军事、医药和食品工业和汽车行业。
2.1食品行业
视觉系统用于食品工业的分类和质量检查。烘焙产品的外观是一种重要的品质属性,与产品风味一起对消费者购买产品的潜力有显著的影响。内部和外部的外观属性有助于产品质量的整体印象。巧克力片饼干的数字图像被用来评估巧克力片的大小、形状、颜色以及顶部表面积的分数。为了能够根据所研究的特征预测消费者的评分,开发了4个模糊模型。对松饼的目视检查也采用分类算法,利用分级和未分级的样本,将暗样本与光样本分离。对96%的分级松饼和79%的未分级松饼进行了正确分类。
视觉检查主要用于肉类产品的质量评估。例如,图像分析用于肌肉类型的分类,培育牛肉的广告年龄。本研究重点分析含有脂肪和胶原蛋白的结缔组织。本研究提取了58个特征丰富的向量,并证明了图像分析在满足特征确定方面的潜力。机器视觉也被用于分析猪腰斩图像。从分割图像中提取彩色图像特征。Jamieson(2002)使用x光视觉系统检测鱼和鸡片中的骨头。系统对两种组织在低能量下的吸收系数进行了不同的响应,从而使缺陷得以突出。该系统的准确度为99%,总吞吐量为每小时10,000片。
为了满足市场对更好产品的需求,需要提高蔬菜的分类和分类。计算机视觉已被证明是满足这些新标准的可行方案。颜色、大小、形状和瑕疵是检查蔬菜时必须考虑的重要方面。研究了基于傅里叶变换的马铃薯形状分级分离技术,并根据该方法的谐波进行了定义,结果达到了89%的视觉系统精度。
水果的外观看起来是必不可少的营销和销售的重要性。消费者倾向于将理想的内部质量与外部因素联系起来。计算机视觉已被成功地拖到各种任务中,如品种和形状分类、缺陷检测和质量分级。Kim(2000)建议使用x射线成像系统来检测苹果的水不平衡。从x射线扫描苹果的图像中提取了8个特征,并用基于神经网络的分类方法对苹果进行分类。用Kondo(2000)对柑桔中糖和酸的含量进行了评价。从图像中提取水果颜色、形状、表面粗糙度等特征。实际糖值与预测值的比值为0.84,酸比为0.83。
配料的种类、配料的分布和百分比是一个成功的披萨食谱的关键。Sun(2000)研究了视觉在分析这些特征方面的应用。提出了一种基于区域的分割方法,并证明了该方法在分析顶部曝光率和均匀度方面具有90%的精度。采用模糊逻辑的方法对披萨底和酱料分布进行分类。
谷物种子的许多潜在污染物都有相当深的颜色,因此阈值法是一种很明显的检测方法。假警报,来自于被谷物所铸造的阴影,因此需要进一步的识别程序。采用正交变换的特征选择方法,将小麦与面包小麦区分开来,准确率为82%。在对Majumdar(2000)的研究中,对谷物的分类采用了形态学、颜色和纹理模型相结合的方法。在对不同数据集进行测试时,组合模型的平均精度在99.7% - 99.8%之间。
早在1982年,人们就开始使用视觉系统检查食物罐头。集装箱检查涵盖了大量不同的质量特性。这些包括,正确定位和胶合标签,底座,顶部或侧壁缺陷,填充水平的Brosnan(2004)。
2.2. 汽车
无处不在的计算已经导致汽车与互联网之间的互联,从而改变了司机的帮助。司机嗜睡监控是一种用红外摄像机安装在驾驶员前方的方法,以监测驾驶员的行为,如头部和眼睛引导运动,以检测和警告司机,以防不测。基于摄像头和/或雷达传感器的驾驶员辅助技术包括:自适应巡航控制(ACC)、正向碰撞预警(FCW)、智能速度辅助(ISA)、车道偏离警告(LDW)、车道保持系统(LKS)、车道改变辅助、夜视系统、停车辅助等。Mobileye开发了一种能够检测交通标志的系统。最近,应用程序已经开发出来,智能手机可以通过在GPS地图上显示图形化方向的叠加来检测车道标记和导航。在最新的汽车模型中,许多厂商选择了数字显示器而不是模拟手显示器。为了对这19个数字显示图像进行自动测试,为了将实时操作中被捕获的图像与预存储的模板Chattopadhyay(2012)进行比较,需要进行比较。
2.3. 医疗
图像处理常用于MRI和CT扫描的处理。多片计算机断层扫描(MSCT)在时间和空间分辨率上的最新进展,使得三维动脉的研究具有较高的准确性。一种半自动的方法检测冠状动脉中的软性疾病,并从3D MSCT数据集量化其体积(2008年)。使用多尺度方法包括动脉中心线提取跟踪算法,第一次分割的血管腔为了解决中心线检测之前,最后一个细分的腔壁动脉,沿着容器体积的分析以检测软斑块和量化斑块的体积。
一些外科器械生产公司把仪器租给医院。过了一会儿,医院把仪器还给了卖主,但他们经常放错地方,甚至忘记归还。退回的仪器需要消毒。图像处理是为了监测仪器是否正确放置或不正确(2009)。一些供应商对他们的仪器的正确操作很感兴趣。在这样的追逐中,一种视频搜索方法可以作为一种工具的图像并返回时间戳,在视频中使用的工具是在Chattopadhyay(2008)。
2.4. 检查印刷电路
机器视觉已成功应用于电子工业,特别是对pcb的检测。检查可以在生产过程的三个不同步骤进行。首先,可以在插入组件之前检查PCB,从而评估打印的互连线的正确性。第二,可以进行检查,以验证所插入组件的正确性,第三,可以检查焊接操作。可以验证的错误包括触摸或损坏的轨道,垫位位置和板上的洞之间的不匹配。PCB图像处理有两个主要步骤:预处理是为了去除噪声,使焊点跟踪的方式更加整齐。焊点可分为四类,即良好的、过度的焊料、不足和无焊料。实证结果表明,有效的分类可以通过最优的特征选择来实现,在这种选择中,类不重叠。结果表明,基于直方图的处理方法更好地实现了基于特征的技术。这样一个系统的问题是类的重叠,从而导致了一个模糊的分类。为了解决这一问题,我们提出了神经网络来设计处理分布和拓扑估计缺陷的分类器。
2.5. Steel and Wood Inspection
钢铁检验不是一项微不足道的任务,因为带钢正在以超过20m/s的速度通过观察者。另一个问题是需要这种工作的经验,以及涉及高温和噪音水平的工作条件。最简单的方法需要简单的光学和强度阈值,尽管已经开发了激光设备来简化这个过程。
Bhandarkar(1999)提出了木材检验的解决方案。获取并分割CT图像切片。每一个分割的图像都被分析并贴上无缺陷或缺陷的标签。CT序列之间的相关性允许对原木缺陷进行三维重建。将决策树与模块化的神经网络拓扑结合起来,使用单一的神经网络对木单板进行分类效果更好。
2.6 机器人导航和控制
自主工业机器人需要指导系统。校准和调整过程也需要指导系统。一般来说,所有的机器人动作都需要视觉反馈来确定焊接或其他过程的位置。可视导向的自动导向车辆(AGV)可以安装,不需要对环境或基础设施进行任何修改。他们使用相机记录沿途的特征,允许AGV通过使用记录的特征来进行导航。他们利用空间中每个点的占用概率来补偿传感器和环境中性能的不确定性。主要的导航传感器是专门设计的立体相机。
结论
可以注意到,检查系统的主要目的是对产品的合规性作出即时决定。与这一目的有关的往往是制定此类决定的流体标准,以及以这种方式对系统进行培训的必要性,以便作出的决定至少能达到与人类核查人员所作的决定一样好。此外,培训方案在使检查系统更加普遍和适应方面有价值,特别是在产品的变化方面。
我们必须记住,自动视觉检查属于计算机辅助制造(CAM)的通用标题,计算机辅助设计(CAD)是其中的一部分。今天,许多人造零件可以在电脑上设计,在屏幕上显示出来,由电脑控制的机器制造,并由同一台计算机进行检查——所有这些部件都不需要人工干预来处理零件本身。有意义在这个计算机集成制造(CIM)的概念,从最初的设计数据存储在计算机中,因此它也可能是(1)用于援助所需的图像分析过程检验和(2)与实际模板来判断产品质量的戴维斯(2012)。毕竟,当规范已经在计算机上时,不需要单独的模板集来检查标准。但是,在数据集足够实现一个完整的CIM系统之前,一些原始设计信息的增加包括有效的公差是必要的。
鸣谢
这一工作得到了部门业务方案人力资源开发2007- 2013优先轴1的支持:“教育和培训支持知识基础社会的增长和发展”,干预的关键领域1.5:“博士和博士后研究项目的研究支持”。项目名称:“欧洲共同体罗马尼亚学术价值的协调”。合同代码:POSDRU / CPP107 DMI1.5 / S / 76851。受益人:Sibiu的Lucian Blaga大学。
参考文献
bull; Bhandarkar, S.M., Faust, T. D
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[21345],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 拟人手臂的轨迹规划与轨迹跟踪控制外文翻译资料
- 新型磁性辅助内窥镜系统在上消化道检查中应用的可行性 和安全性外文翻译资料
- 基于FPGA可编程逻辑器件的复合视频图像处理外文翻译资料
- 从被测的高频域原始信号中提取巴克豪森噪声外文翻译资料
- 重型机床z轴热误差混合建模方法外文翻译资料
- 一个红外浊度传感器:设计与应用外文翻译资料
- 用于控制食物烹饪过程的电子系统.外文翻译资料
- 关于液体介质中电磁流量计的设计和理论上存在的问题。第二部分:关于带电粒子产生的 噪声理论外文翻译资料
- 基于LabVIEW和Matlab的小波变换对非平稳信号的分析仿真外文翻译资料
- 应用于腹腔镜手术的新型膜式加热加湿器 的开发外文翻译资料

