英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
制造过程期刊
卷 2 /期 4
2000
曲面 - 直边包边实验研究
张国华,郝红旗,吴昕,胡克杰,密歇根大学机械工程与应用力学系,美国密歇根州安娜堡市
Kris Harper和William Faitel,美国密歇根州底特律Lamb Technicon车身装配系统公司
摘要
本文对曲面 - 直边折边过程进行了实验研究。 因为包边是汽车板材成型操作的最后阶段,所以它直接影响产品表面,配件和连接质量。 尺寸精度和形状精度是折边零件的两个主要问题,这些问题通常受到大量材料,几何和工艺因素的影响。 计划实验已按照分数因子设计方法进行。 通过对实验结果进行回归分析,可以将褶皱质量指数(如爬电距离,反冲距离和径向回弹以及卷边负荷)表示为输入变量效应的加权和。 另外,每个效应的大小可以从最大到最小排列。 使用这些信息,可以开发折边设计指南,以优化折边过程。
关键词:卷边,实验设计(DOE),钣金成形,爬电,反冲
介绍
包边是一种机械连接方法,通常用于连接两个金属板部件,如汽车门或甲板盖的内部和外部面板。 它也用于通过将金属片的边缘折叠到其自身上以出于外观和安全考虑而在金属板部件上形成光滑的边缘。 包边广泛用于汽车行业。 汽车的外观很大程度上取决于其外部面板的折边,例如门,引擎盖和卡车盖。
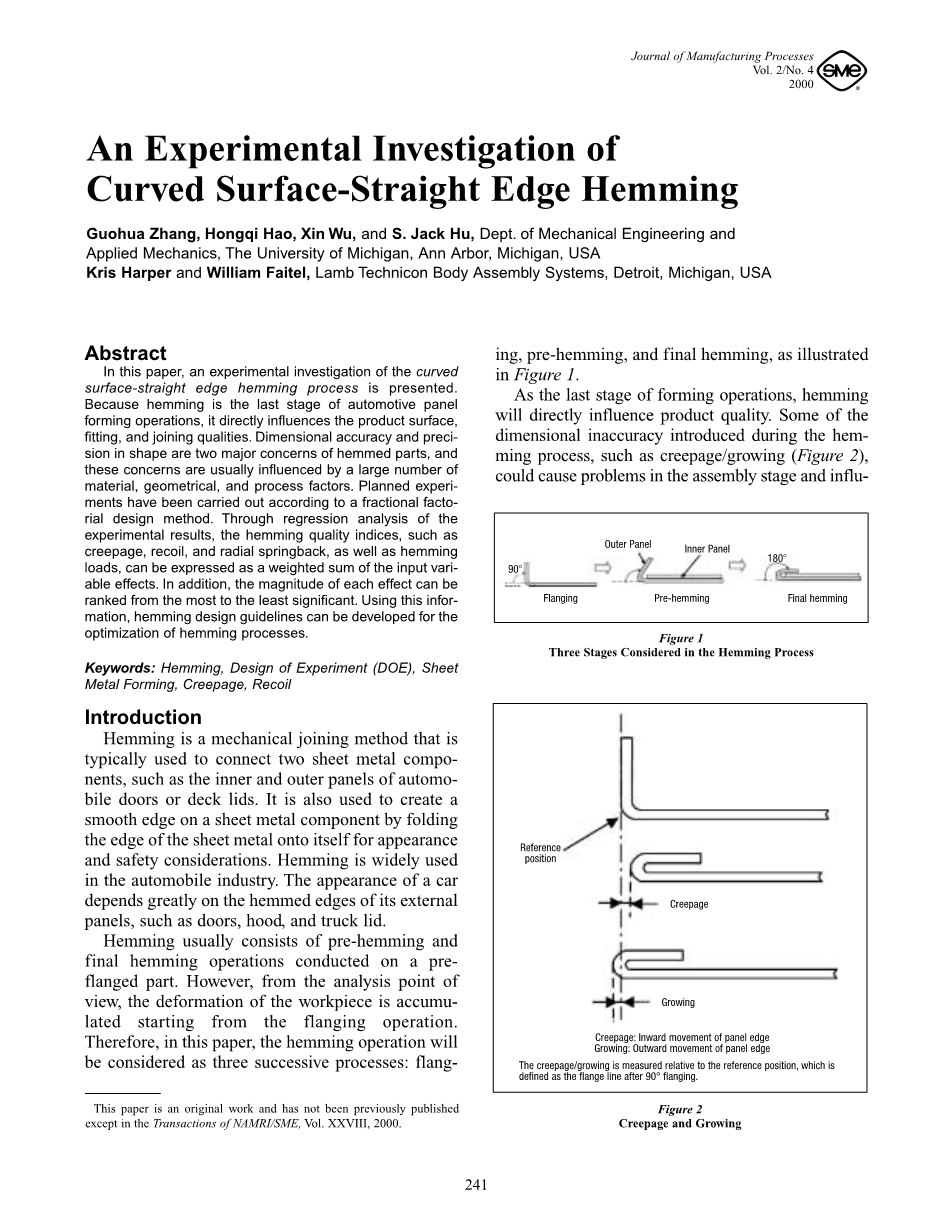
卷边通常包括在预卷边部分上进行的预卷边和最终卷边操作。 但是,从分析的角度来看,工件的变形是从折边操作开始累积的。 因此,在本文中,折边操作将被视为三个连续的过程:
卷边,预卷边和最终卷边,如图1所示。
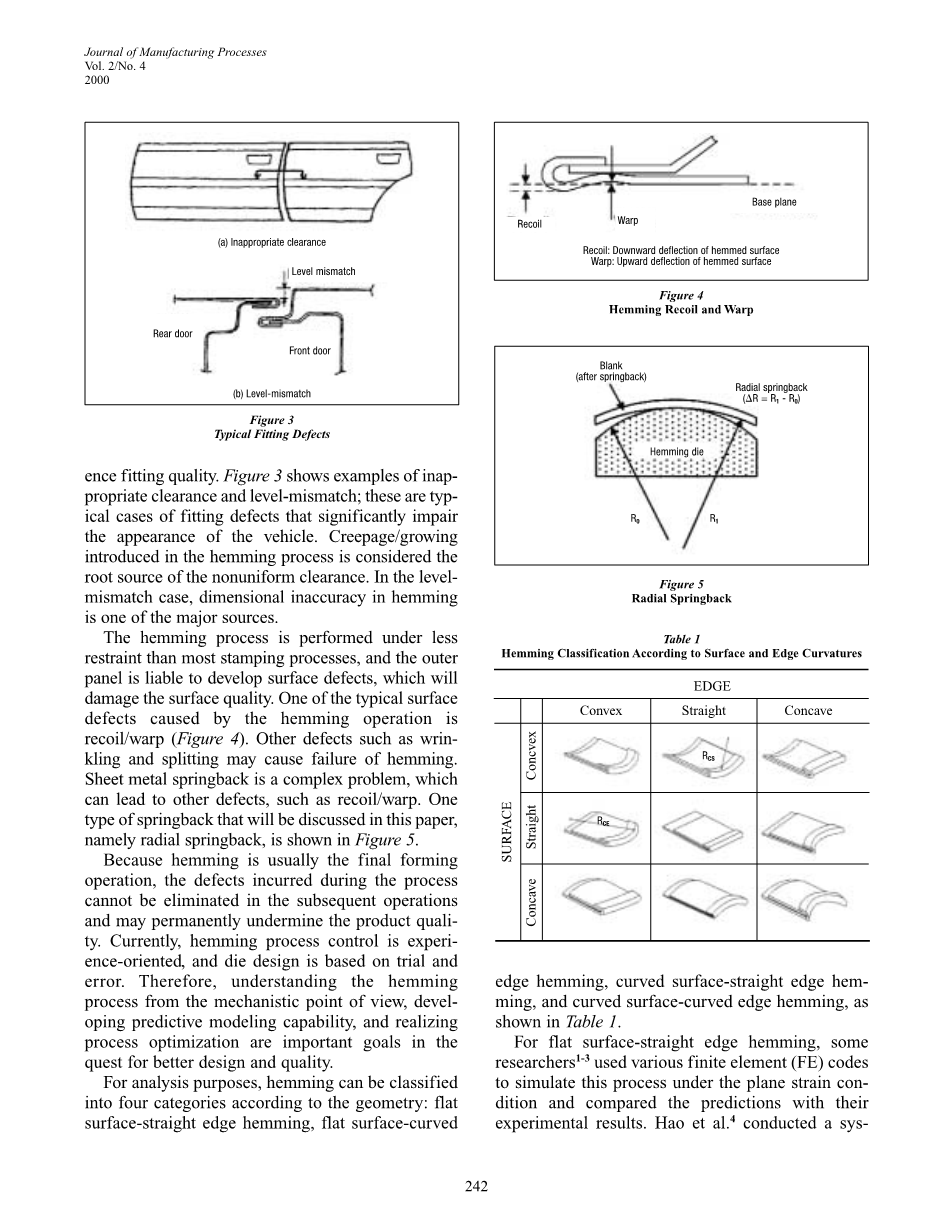
作为成型操作的最后阶段,卷边将直接影响产品质量。 在卷边过程中引入的一些尺寸不准确性(例如爬电/增长(图2))可能会导致组装阶段出现问题,
最终卷边
预卷边
卷边
90°
180°
内部面板
外面板
图1
在折边过程中考虑的三个阶段
本文是一项原创性工作,除了在NAMRI / SME Transactions,Vol。 XXVIII,2000。
参考位置
爬电
膨胀
爬电:面板边缘向内移动膨胀:面板边缘向外移动
相对于参考位置测量漏电/增长,该参考位置被定义为90°翻边后的翻边线。
图2
爬电和增长
制造过程期刊
卷 2 /期 4
2000
反冲:弯曲表面的向下偏转弯曲:弯曲表面的向上弯曲
弯曲
基面
图4
卷边反冲和扭曲
- 不适当的间隙
尺寸不匹配
后门
- 尺寸不匹配
前门
图3典型的安装缺陷
R1
R0
折边模
径向回弹
空白
(回弹后)
验证质量。 图3显示了不适当的间隙和电平不匹配的例子; 这些是典型的配件缺陷,严重影响车辆的外观。 在卷边过程中引入的爬电/增长被认为是非均匀间隙的根源。 在水平不匹配的情况下,卷边的尺寸不准确是主要来源之一。
卷边工艺比大多数冲压工艺在更少的约束条件下进行,并且外板容易产生表面缺陷,这会损坏表面质量。 由折边操作引起的典型表面缺陷之一是反冲/扭曲(图4)。 其他缺陷(如起皱和分裂)可能会导致卷边失败。 径向回弹是一个复杂的问题,可能导致其他缺陷,如反冲/扭曲。 图5显示了本文将讨论的一种回弹,即径向回弹。
因为包边通常是最终的成型操作,所以在后续操作过程中产生的缺陷无法消除,并可能永久破坏产品质量。 目前,卷边过程控制是以经验为导向的,而模具设计是基于试验和错误的。 因此,从机械角度理解折边过程,开发预测建模能力以及实现过程优化是追求更好设计和质量的重要目标。
出于分析的目的,根据几何形状可以将卷边分为四类:平面 - 直边卷边,平面曲面
图5
径向回弹
表格1
根据表面和边缘曲率的折边分类
边缘
|
凸 |
直行 |
凹 |
||
|
表面 |
凸 |
RCS |
||
|
直行 |
RCE |
|||
|
凹 |
边缘折边,曲面 - 直边折边和曲面曲面边缘折边,如表1所示。
对于平坦表面 - 直边修边,一些研究人员1-3在平面应变条件下使用各种有限元(FE)代码来模拟这一过程,并将预测与其实验结果进行比较。
制造过程期刊
卷 2 /期 4
2000
凹
凸
表面轮廓半径(Rs)
n_
表面轮廓半径(Rs)
n_
图7
凸凹曲面的定义
(d)
(c)
Y
X
A
A
B D
最终卷边
B D
预卷边
(b)
(a)
B
B
片
C
A
A
片
翻边
图6
L
卷边长度
板材厚度(t)
卷边模具A
预缝边面角
0
Pre-hemmer D
卷边死角半径Rd
实验设置和包边过程:翻边,预包边和最终包边
采用正交试验设计方法对AKDQ钢表面平直边缘折边进行了实验研究。 这些实验使用有限元分析进行模拟。数值结果与实验测量值非常一致。
Muderrisoglu等人6对使用1050铝合金的平面曲面边缘卷边进行了实验研究。他们研究了卷边负载,回弹,底部偏转以及一些输入几何和工艺因素之间的关系。
有关曲面 - 直边卷边的文献资料很少。
本文介绍了使用分数阶乘设计(FFD)从曲面 - 直边边缘实验获得的结果。7实验设计(DOE)用于获得实验区域中最具代表性的采样点并提供系统方法分析结果。
实验中使用的材料是AKDQ钢。 其主要性能为:杨氏模量E = 200 GPa,屈服强度lt;JY= 180 MPa,强度系数K = 527 MPa,应变硬化系数n = 0.22,正常各向异性系数r = 1.6。
实验设计
图6显示了曲面直边边缘的实验装置
图8
一些设计变量的插图
折边模(A,B,C和D)的工作表面是同心的,径向差等于金属板的厚度。 根据片材的曲率,将具有相应曲率的不同模具组合起来进行卷边,预卷边和最终卷边过程。
如图7所示,根据卷边部分的外表面法线确定凸面和凹面的一致性。选择六个临界几何或工艺变量作为实验设计中的输入因子。 它们是:预缝边面角(0),卷边长度(L),板材厚度(t),卷边模具圆角半径(Rd)(图8),表面曲率(Ks凹面),和
制造过程期刊
卷 2 /期 4
2000
因子
表2
美国能源部设计矩阵
离中心的距离
x
5 4 3 2 1
Ks Rs 0 L Rd t
水平凸 127毫米 30° 6.0毫米 0.5毫米 0.76毫米
( 1)凹254毫米 60° 12.0 mm 2.0 mm 0.91毫米
运行顺序
边缘
中央
(-1)
<t
全文共6775字,剩余内容已隐藏,支付完成后下载完整资料</t
资料编号:[12845],资料为PDF文档或Word文档,PDF文档可免费转换为Word
|
1 |
-1 |
-1 |
-1 |
-1 |
-1 |
1 |
|
2 |
-1 |
-1 |
-1 |
1 |
1 |
1 |
|
3 |
-1 |
-1 |
1 |
-1 |
1 |
-1 |
|
4 |
-1 |
-1 |
1 |
1 |
-1 |
-1 |
|
5 |
-1 |
1 |
-1 |
-1 |
-1 |
-1 |
|
6 |
-1 |
1 |
-1 |
1 |
1 |
-1 |
|
7 |
-1 |
1 |
1 |
-1 |
1 |
1 |
|
8 |
-1 |
1 |
1 |
1 |
-1 |
1 |
|
9 |
1 |
-1 |
-1 |
-1 |
1 |
1 |
|
10 |
1 |
-1 |
-1 |
1 |
-1 |
1 |

