英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
碳纤维预浸料分切缠绕机的纠偏控制
文摘:根据纤维增强塑料(AFP)预切片的生长需要,对自行研制的16—预切片和卷绕模预切片的预切片和卷绕模预切片的纠偏工艺进行了研究,为了保证所述预浸料的质量,对其应用进行了分析讨论了模糊PID算法在闭环控制系统中的应用结合模糊规则和PID控制器,采用指定的偏差校正控制策略,实现了对影响的自动控制精度为0.1mm,满足了控制要求对FP的设置质量和放置质量进行预处理。
关键词:自动纤维铺放;预浸带;分条卷绕;模糊型;纠偏
类别编号:TB332文件编号:A物品编号:1005-1120(2018)03-0547-09
引用:自动化纤维放置(AFP)技术已成为业界研究热点相关研究包括设备研究,制造工艺研究,和路径规划与材料研究等。AFP的雇员狭窄(3.18mm,6.35mm,12.7 mm宽度)单向预浸渍具有特定宽度的丝束预浸料的特德纤维原料,具有广泛的应用范围,高成型,效率高,零件质量可靠,与血液表面的距离复杂曲面的成形技术技术(如机身、混合翼体、进气道等,应用范围广,高成型效率和可靠的零件质量。AFP的高质量,高精度和可靠性使其能够在发达国家的大型飞机运载工具和其他类型的航天飞机制造中使用。
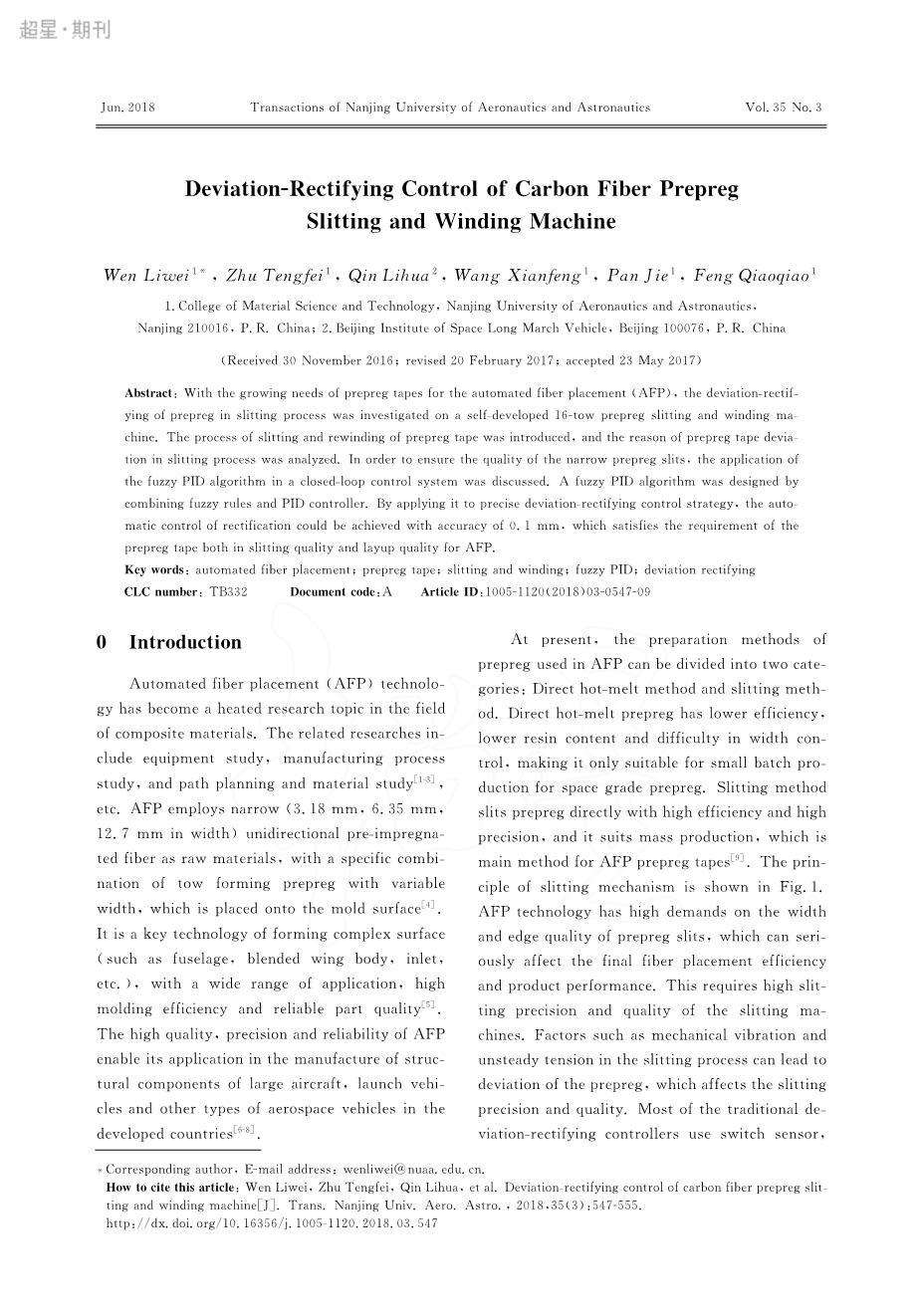
目前的制备方法有预处理分为两类:直接加热熔化法和切割法。直接加热熔化法效率低,树脂含量低和宽度控制困难,使其仅适用于小批量预浸料的生产。分条法高效、高精度、准连续滑动精密,是批量生产预浸带的主要方法。图1所示为喷洒机理的蛋白密码。AFP技术要求预处理程序的基本质量,这将严重影响最终的光纤更换效率以及产品性能。这对机械振动和滑动过程中的非定常尺寸可能导致预浸料偏差,影响铺层精度和质量。大多数传统偏离整流器控制器使用开关传感器,并且控制方法适用于传统的PID控制.传统纠偏控制器需要安装更多的传感器以确保高精度和PID控制方法高精度。为了提高分切精度,满足预浸料工艺要求自行研制的光电纠偏装置基于模糊控制算法的控制系统,实际上可以实现自动化控制。
1.预浸带偏差对分切质量的影响
由于预浸料的纤维残留物的粘性和继续料上的张力不均匀,由于预浸料丝锥的宽度不均匀,将导致预浸料胶印偏移和大量分离。造成预浸料胶纸的原因很多偏差,如此完美的加工辊的安装精度,张力不稳定,不规则宽度以及未拉伸的预浸料和机器振动的拉伸。在位置偏离的情况下,缝隙清晰且前脑边缘。
分切方法主要:包括三步放卷,分切,收卷。在宽预浸料的分切过程中经常会出现偏差,导致切缝的宽度变化预浸料废料。宽度偏差为了满足AFP的要求,应在切割过程之后将窄的预浸料带的宽用圆盘切纸机的纸带分别缠绕16组复卷装和PID控制置。如果 16个预浸料上的张力不均匀,由于预浸料丝锥的宽度不均匀,将导致预浸料胶印偏移和大量分离。造成预浸料胶纸的原因很多偏差, 如此完美的加工辊的安装精度, 张力不稳定,的不规则宽度以及未拉伸的预浸料和机器振动的拉伸。在位置偏离的情况下,缝隙清晰且前脑边缘 。
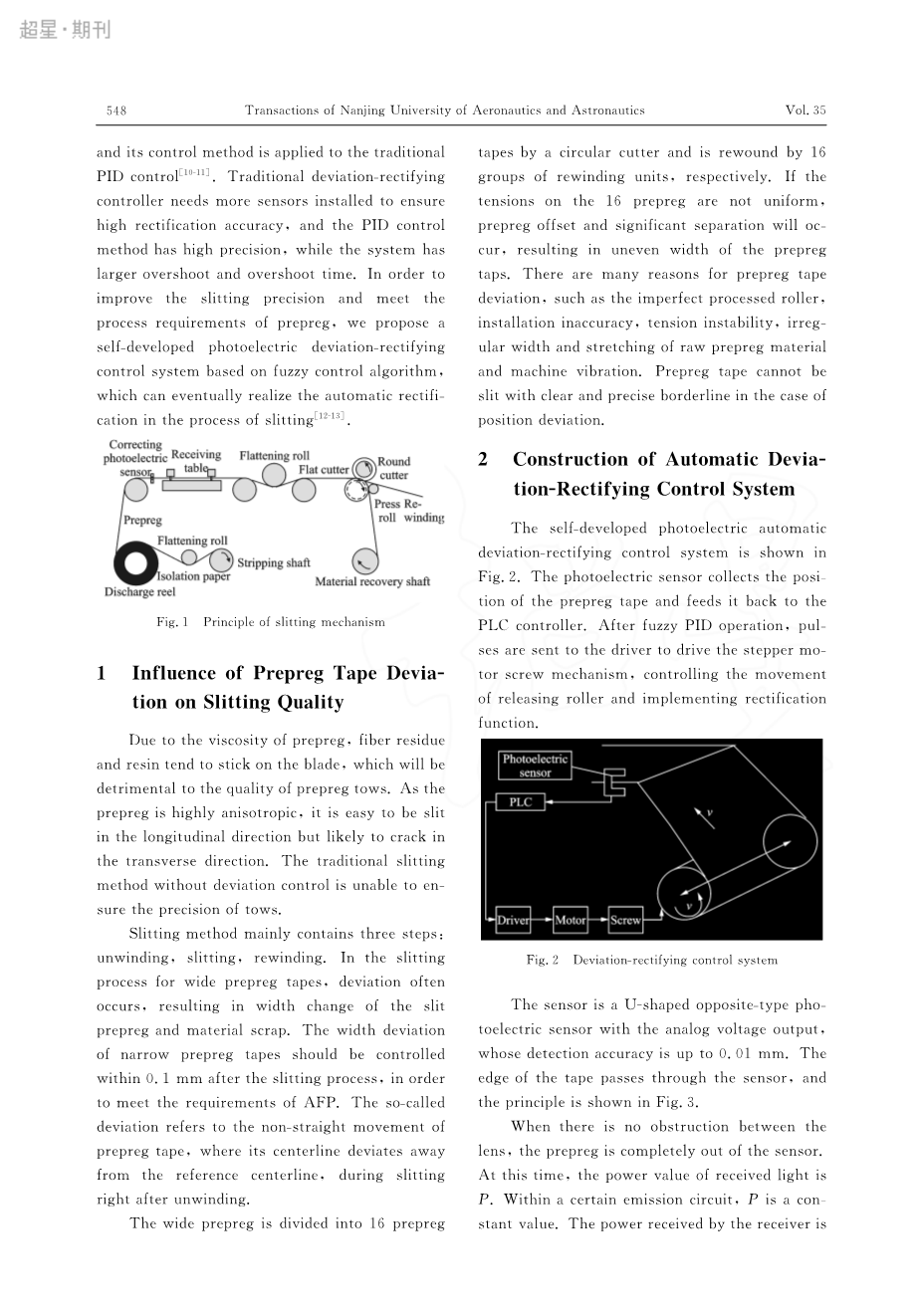
2自动纠偏控制系统的构建
自主研发的光电自动纠偏控制系统如图2所示。光粘附在刀片上的特性,电传感器收集预浸料的位这将对预浸料的质量造成不利影响。前高度高度各向异性,在纵向方向上但可能在横向方向上破裂。没有偏差控制的方法无法启用确保丝束的精确度。
传感器是与具有模拟电压输出的电传感器和相对的光电式传感器,检测精度高达0.01毫米,边缘穿过传感器,并且原则如图3所示。当镜头之间没有障碍物时,则指物完全不在传感器中。这时,接收到的光的功率值是P。带有认证发射电路的比萨恒定值。P1 =P/2当预浸膏处于正常位置( 预浸膏位于透镜的中心线上时,一半的光通量)。r的
偏移值可以产生唯一的输出电压值通过实验,可以得出输出电压当图3中的磁带从左向右移动时的测量值及其关系如图4所示。
3 自动纠偏控制方案
通过使用经验和基于知识的模糊PID控制系统,数学模型是独立于对象的。它还具有其他优点(例如,它克服了交流速度控制系统不确定性对系统性能,的不利影响。模糊自适应PID控制系统可以检测和分析控制过程中不确定条件,参数的延迟和干扰。PID参数的实时自整定-可以通过模糊实现eters—KP,KI和KD它是一种先进的控制系统,它不仅保持了传统PID控制系统的简单性,易用性和灵活性,适应性和控制精度。本文模糊PID控制算法通过模糊控制规则澄清后,输出语言变量为KP,KI和KD 。
而输入语言变量为偏差光电传感器经过模糊化处理后从输入电压获得的数字值,如
实际的整流系统模型具有很多影响因素和许多变量,需要对其进行补偿。其构造参数不是很清晰,和线性,时变和滞后系统。良好的自适应性需要一个控制器,该控制器可以自动。
本文介绍了模糊PID控制算法输出语言变量由模糊控制规则澄清后的kp、KI和KD。以及输入语言变量是模糊化后从光电传感器输入电压转换为数字值的设备,如图5所示。
3.1模糊控制方案
3.1.1模糊偏差,偏差变化和输出值
主要测量输入的模糊控制器。第一次降落希望将其转换为离散域中的值。实际上是将语域转换为一定数量的小段,这些小段用特定的项量化每个段,从而形成了离散域。在缩放后,模糊集通过在新的离散域中分配给每个特定项的成员资格来定义。
偏移值| E |和偏差更改率| EC |被视为输入语言,每个语言变量都采用三个语言值 : 大 (B), 中 (M) 和 小(S),其成员函数被选择为三角函数[14],如图6,7 所示。
其中的隶属度mu;可以根据不同转折点的实际情况 | E1 |,| E2 |,| E3 |进行调整| EC1 |,| EC2 |和
| EC3 |。通过定义资格函数,数值变量| E |和|EC| 可以分为“大” 或“小”。在此示例中,接收到直径为15mm 的圆形光电传感器。通过A/D模块检测到的模拟电压转换为分辨率为6000 的数字值。根据实验结果,数字值之间的关系和偏差如图8所示。
从图7可以看出,传感器,但收到的数字变化范围很小。当偏差在在1.70毫米和3.55 毫米处,数字接收值的变化很大。当偏差在1.70毫米以内时, 数字接收量的变化通常保持在中等水平。根据以上分析| E1 | 设置为 5毫米,| E2 |为1.70毫米,和| E3 |如距离超过3.55毫米传感器的边缘区域,或已离开控制参数的要求3.55 毫米。在此示例中,选择了处理器类型为,的OMRON PLC CP1H-XA 型程序,程序可以循环100毫秒,采样周期也设置为0.1s。此外,|EC1|,|EC2| 和| EC2 |分别设置为30,75和150。
同样,可以通过常规方法和模糊化将所需的PID参数值分类为不同的状态。成员功能如图9所示。
可以根据实际情况通过不同的转折点软值—KP1,KP2,KI1,KI2和KD1,KD2来设置隶属度。在此示例中,将KP2,KP1分别设置为0.5和1.5( KI1,KI2分别为0.12和0.18,和KD1,KD2分别为0.18和1)。
3.1.2模糊控制规则的确定
设置FPID参数这些参数的会计处理方法不同于它们之间的关系。从传统经验来看控制参数的要求流程如下。
当距离变大时而较小的KD则应以最快的速度跟踪系统的性能时间,为了避免系统响应过大过冲,积分应该被忽略,通常设置KI=0。当不正常时,KP应该被设置为小值,以便系统对较小的过冲响应。在这种情况下,Ki和Kd的值应该适中,以便以确保系统响应速度kd对系统的影响值回应。当偏差E很小时,kp应该更大一点,不要让系统稳定时间,以避免系统在设置值周围发生振荡,并避免系统的多次和多次干扰性能,当|EC |是最小值,Kd值应大于,并且通常是中等值;当| EC |是大的,KD应该是小的。
根据这些规则,模糊控制规则如表1-3所示。
3.1.3模糊分析和澄清(去模糊化)
根据问题(1),加权平均值方法(重心法)用于元素的产生,元素的顺序成员资格和成员资格州政府,也就是说,混乱的输出应该被澄清。
其中j可以是小“S”、中“M”和大“B”,三种状态。根据KP的成员装运功能和等式,KP值每个州都可以得到。
根据前面的模糊规则,输入偏差| E |和偏差变化率|EC |可通过相应的推论获得输出。首先,成员数量当输入变量| E |和| EC |都属于类别“S”时,根据模糊度量算法,相应的输出值被保留,例如输出值将属于“B”相应的会员资格等级mu;(KPB)=mu;S(| E |)and;mu;S(| EC |)其中操作器“and;”取最小值两个相应的值,即mu;(KPB)=最小{mu;S | E |,mu;S | EC |}。
在这种情况下,获得会员资格,但KP根据模糊度进行调整规则,在不同的| E |和| EC |变量下。A模糊规则的数字采样假设如下:| E | 被假定为1.5mm|EC | 为40。那么,成员资格|E |在“S”状态为0.13,在“M”状态为0.88,0如图5所示,在“B”状态,且“EC”的成员资格等级为0.8at“S”状态,0.2at“M”状态,0在“B”状态。根据表1,在这些输出状态下,它可以分别为
mu;1 =mu;(KPB)=mu;S(|E|)and;mu;S(|EC|)=0.13
mu;2 =mu;(KPB)=mu;M (|E|)and;mu;S(|EC|)=0.8
mu;3 =mu;(KPB)=mu;B(|E|)and;mu;S(|EC|)=0
mu;4 =mu;(KPM )=mu;S(|E|)and;mu;M (|EC|)=0.13
mu;5 =mu;(KPM )=mu;M (|E|)and;mu;M (|EC|)=0.2
mu;6 =mu;(KPS)=mu;B(|E|)and;mu;M (|EC|)=0
mu;7 =mu;(KPB)=mu;S(|E|)and;mu;B(|EC|)=0
mu;8 =mu;(KPB)=mu;M (|E|)and;mu;B(|EC|)=0
mu;9 =mu;(KPM )=mu;B(|E|)and;mu;B(|EC|)=0 根据问题(2),加权平均值状态扫描由相应的参数值计算我们可以知道,当有人1.5
设备的变化率为40,输出值为1.23,遵循模糊控制规则。
同样,通过模糊推理得到的PID参数KP、KI、KD也可以直接传递到LCA和输出控制根据遵循方程u(n)=KPE(n) KIsum;E(n) KD[E(n)-E(n-1)]
3.2 输出控制方案
驱动系统使用步进电机用控制器驱动螺旋运动欧姆龙CP1H-XA光电有限公司传感器电压信号读数,分压计0-10V,A/D溶解度设为6000。步进电机控制,“脉冲 方向”使用模式,独立模式为马达控制。
4实验结果
在这种情况下,将纠偏装置安装在放卷辊上,并在进行分切之前将其纠偏。由于固定了一组圆形刀片,因此宽度在不稳定的地下水位之间进行预灌浆。因此,第一次落下的矫正如图10所示,在将中心线对齐之后,应以16 m/min,的速度打开割缝,其余材料的大宽度会影响测量。
选择间隔的预浸料作为研究对象。在不使用整流装置的情况下,以10分钟的间隔, 测量宽度变化,与预浸后的预浸料进行比较。并根据预浸料的平直度来表征其矫正效果。宽浸料试验表明如图11所示。
图12显示了边缘废料条的宽度与安装校正装置的分切时间隙之间的关系。显示与整流装置隔离的时间边缘片段的宽度偏差在30s,之后保持稳定,并且保持在4.76 mm附近。从图13可以看到在隔离整流装置后20秒钟,边缘急剧下降。在测量期间,宽度不稳定且变化很大。这导致磁带宽度的一致性和不一致,这对下一个后续分条过程产生负面影响。
5结论
(1)讨论了前行的布局技术。原因预编程设定过程中的偏差分析,设置自动设备控制系统高精度。
(2)自行研制的碳纤维预浸料分条卷绕机与光电检测控制系统集成,与传统的纠偏控制不同,模糊控制算法适用于预浸料分条卷绕机,实现了纠偏效果好,纠偏精度达到0.1mm。
致谢
这项工作得到了中国国家基础研究计划(973计划),江苏高等学校优先学术计划开发以及中央大学基础研究基金( No. 3082615NS2015056)的资助。
参考文献:
[1] 温利伟,肖军,王先峰。进展自动更换技术或组件中国[J].航空航天大学学报,2015,47(5):637-649
[2] 肖军,李勇,温立伟,聚合物复合材料自动聚合物放置技术的进展 [J] 。中国材料,2009,28(6):28-32。
[3] 贝克维思.长丝缠绕与纤维制造技术[
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[237744],资料为PDF文档或Word文档,PDF文档可免费转换为Word

