英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
用于制造创新航空航天加强结构的自动纤维铺放头
摘要:
在研究项目“CFRP结构的高性能生产”(惠普CFK)中,开发了一种新的关于热固性CFRP(碳纤维增强塑料)狭缝带的自动纤维铺放(AFP)系统。其新颖的模块化设计铺放头面临着当前的工业需求和未来碳轻重应用的挑战,例如未来的航空航天加固结构。因此,其压紧装置针对生产复杂曲面结构进行了优化,适用于近似的斜率弯曲的几何形状,它包括几个高度可调的辊,此外,每一个压力控制,使每一个不同压缩强度的材料(如泡沫、金属)上叠层的受单独压紧压力。此外, 铺丝头切割单元的设计有助于制造复杂结构,同时尽可能靠近,以允许非常短的最小放置路径。本文介绍了模块化铺设的总体设计与关于几个过程限制的验证研究的初步结果。
关键词:自动纤维铺放 模块化铺设总体 CFRP 加强结构
1.简介
特别是在民航方面,CFRP(碳纤维增强塑料)在实现更轻、更环保和高效的飞机上变得越来越重要。如今,全球市场领导者利用CFRP生产大型飞机零件,如飞机蒙皮、机身和机翼盖。自动铺带和自动纤维铺放是两种用于此类零件的制造工艺,MTorres、Electroimpact、Coriolis、BA Composites和Fives集团是AFP和ATL机器的商业制造商。在原子力显微镜过程中,小CFRP将胶带切割到1英寸宽度放在模具上。为了实现高生产率,自动送片机同时放置多条切割带。目前有多达32条胶带的机器可供使用。AFP机器的新发展建立在基于机器人的系统上,以增加灵活性并减小生产系统的尺寸。此外,使用工业机器人可以降低成本。AFP生产系统的铺设头是高度集成的,旧的子单元不容易被新开发的和更有竞争力的单元取代。因此,需要一个新的自动纤维铺放头,它提供了整合创新单元的可能性,直接改善自动纤维铺放的过程。
- 条件与限制
为了确定AFP头的要求,对一系列机身面板的生产进行了工艺分析。结果表明,AFP中有很大一部分处理时间是无效率的。地板到地板的时间调查面板是24小时。只有46%的时间是用于放置狭缝带,而手动放置用了54%的时间检查每一层,纠正放置缺陷,安装或清洗机器等。而且这是确定了85%的放置时间都花在切割狭缝带、加速和减速纤维上放置头,而不是最佳设置放置速度。因此,就确定了两个重点领域:改进加速和加快切割过程。所以,其中一个重点就是减轻铺头的重量在工业机器人上的应用和轻质材料如高强度铝合金和纤维增强塑料。另一个重点是最大化在切割过程中放置头允许的移动速度。最好的切割速度为1m /s。
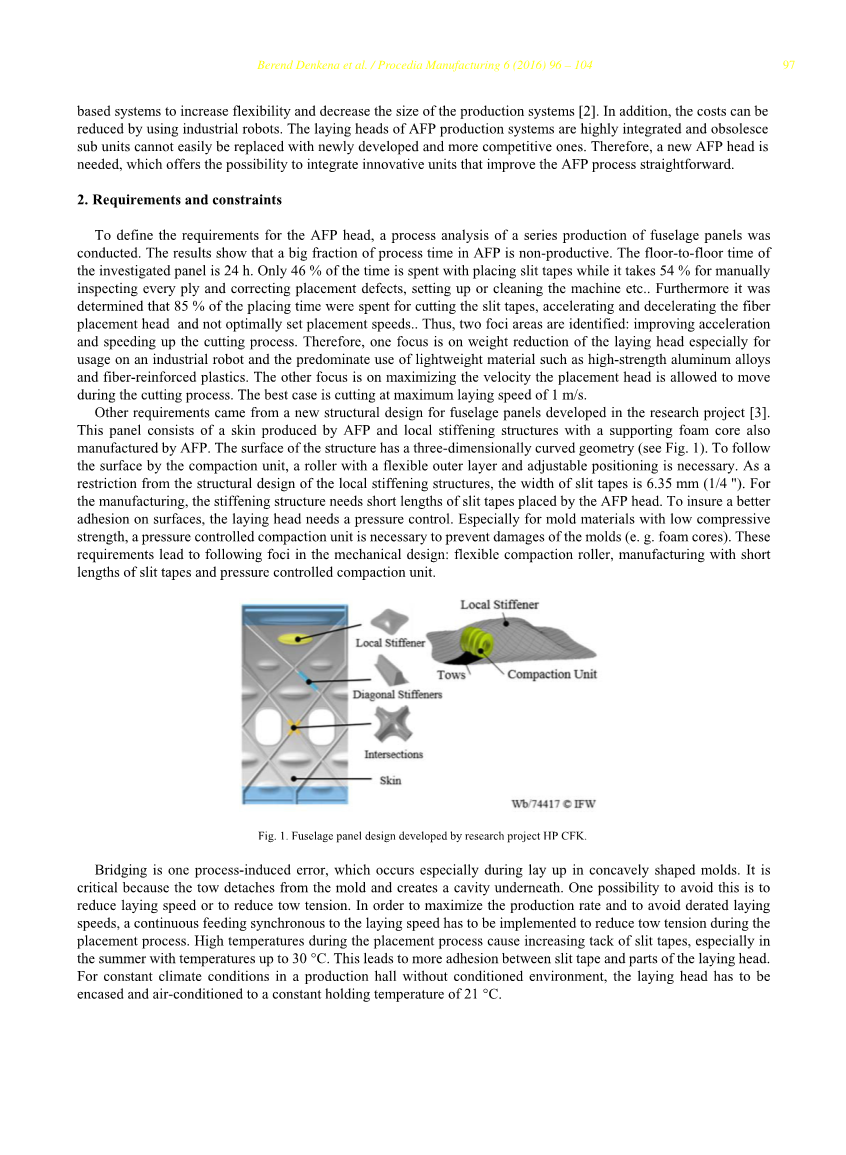
其他要求来自研究项目中开发的机身壁板的新结构设计。该面板由法新社生产的蒙皮和带有支撑泡沫芯的局部加强结构组成,支撑泡沫芯也是由法新社生产的。该结构的表面具有三维弯曲的几何形状(见图1)。为了通过压实单元跟随表面,需要具有柔性外层和可调节定位的辊子。作为对局部加强结构结构设计的限制,狭缝带的宽度为6.35毫米(1/4英寸)。为了制造,加强结构需要由AFP头放置的短长度的狭缝带。为了确保表面有更好的附着力,铺设头需要压力控制。特别是对于低抗压强度的模具材料,压力控制压实单元是必要的,以防止损坏模具(如泡沫芯)。这些要求导致机械设计中的以下焦点:柔性压实辊、用短长度的狭缝带制造和压力控制压实单元。
图1由惠普CFK研究项目开发的机身面板设计。
桥接是一种由工艺引起的误差,尤其是在凹形模具中叠放时。这是至关重要的,因为丝束从模具上分离,并在下面形成一个空腔。避免这种情况的一种可能是降低铺设速度或降低丝束张力。为了最大化生产率并避免降低铺设速度,必须实施与铺设速度同步的连续进给,以降低铺设过程中的丝束张力。放置过程中的高温会导致胶带的粘性增加,尤其是在温度高达30℃的夏季。这将导致胶带和铺设头部分之间的粘附力增加。对于没有空调环境的生产大厅中的恒定气候条件,铺设头必须被封装并空调至21℃的恒定保持温度。
3.AFP工艺的实验制造单元
为了开发创新AFP头,需要一个用于实验研究的工艺制造单元。为了降低成本和增加灵活性,AFP机器概念基于具有线性定位轴的六轴工业机器人(见图2)。该线性轴也集成在机器人定位插补中。为了允许不同的末端效应器用于不同的应用,工具更换系统被应用。制造单元内的机器人有两个操作区域。在其右侧可以放置不同类型的模具和其他工具。在其左侧安装了一个线性高速轴,允许最高3米/秒的拖车放置速度和最高10米/秒的加速度。它可以选择配备一个旋转轴,该旋转轴也集成在机器人定位插补中,最高可达每分钟60转。纤维铺放头控制系统的核心是一台与KUKA机器人控制系统同步工作的贝克霍夫可编程控制器。该控制系统可用于实现新的组件和轴,从而为未来应用和纤维铺放应用的进一步发展提供高灵活性。
图2
实验制造
单元的布局
4.模块化AFP头
4.1 .铺设头的总体结构
AFP头被设计成一个模块化系统,分为八个模块,安装在一个工业机器人上(见图3)。共有六个功能模块,分别称为空调单元、物料供应单元、进料单元、切割单元、加热单元和压实单元,以及两个无源模块,分别称为模块载体单元和牵引导向单元。
Berend Denkena等人/Prodia制造6 ( 2016 ) 96 - 104
图3 模块化AFP头设计
此外,还集成了几个传感器,用于监控温度、湿度、丝束张力,并估算供应单元中剩余的材料量。在制造过程中,在材料供应单元中的铺设头内测量并记录温度和湿度,以找出辊隙点附近的环境条件。高温计用于测量铺设头内丝束的温度,并用于加热装置的温度控制。对于后者,一个高温计测量模具的温度,或者稍后测量放置的丝束的温度,另一个高温计测量压实辊正前方的温度。丝束张力通过压力测量来测量,超声波距离传感器检测供应装置中的材料。此外,AFP头的模块化为集成传感器进行过程监控提供了可能性。图4示出了安装在模块载体单元上的红外照相机。它是在一个名为“热氧计划”的新项目中开发的,并且能够监控放置过程并检测缺陷(间隙、重叠、异物等)。)和丝束的位置。也可以安装其他传感器,例如激光线扫描仪,用于检测两个边缘。
图4 用于过程监控的红外摄像机的集成。
铺设头的模块化结构使得用新开发的单元替换现有单元成为可能,并对不同的方法进行参考分析。商用机器不提供这种可能性。通过这种方法,很容易用连续压实辊代替例如细分压实辊。
如前所述,AFP头主要设计用于放置四根6.35毫米宽的丝束。然而,所有装置的设计都尽可能将系统扩展到四个以上的纤维束,并考虑使用更宽的纤维束。
4.2 .材料供应单位
本文介绍的第一个模块是物料供应单元。它由两个相同的单元组成,每个单元有两个材料线轴。通过将该单元直接定位在铺设头中,从筒子架引导的丝束(这里称为材料供应单元)到压实单元的长度比带有外部筒子架的设计要短得多。这就减少了两个单元之间长距离相关的问题,例如模糊球形成和扭曲丝束。
图5 材料供应单元的设计。
目前的材料供应装置的尺寸适合研究应用,每束CFRP狭缝带的容量约为150米。然而,这种材料储存的观念也可以用于商业材料线轴。从线轴上退绕后,就可以直接将胶带的背衬膜除去。张力的控制一方面为狭缝带产生必要的张力,另一方面补偿AFP头中伺服电机的不同动态行为(见图5)。物料供应装置的设计最大速度为3米/秒,最大加速度为10米/秒。结合进料装置,丝束可以连续进料。
4.3 .进料装置
在制造过程中,进料装置为丝束提供高达3米/秒的连续进料速度。因此,进料装置不仅仅用于切割丝束后的重启过程。在将CFRP纤维束放在模具上之前,连续进料会使纤维束张力降低。这对于防止桥接尤为重要。如图6所示,丝束导向单元位于进料单元和切割单元之间,并保证丝束直接导向夹点。
图6 喂入和牵引导向装置的设计
4.4 .切割和加热装置
其中,切割单元的发展集中在减少可放置的丝束最小长度(最小放置长度)。切割单元的切割机构是在砧座上的刀刃切割(见图7a)。
图7 (a)切割过程的切割机构 (b)设计带有集成红外辐射器的切割单元
砧座,这里称为切割板,是由自愈合和柔性材料制成的。这种组合保证了可靠的切割过程,也为了不仅描述直的层合板边界,还能描述弯曲和倾斜的边界,每个丝束需要一个叶片来近似外部几何形状。对于切割过程,气动致动器驱动刀片,通过快速切换阀和活塞的短行程,切割时间可以减少到几毫秒。在图7b中,显示了切割单元的组装。
为了在夹点区域实现紧凑的设计和高灵活性,加热单元及其四个红外辐射器集成在切割单元中。由于红外辐射器的热辐射,空气吹扫会冷却组件。在放置丝束之前,它们分别加热模具或已经放置的CFRP层(见图8)。每个红外辐射器的最大加热功率为500瓦。因此,采用四个红外辐射器时,可获得2000瓦的加热功率。这相当于15.77瓦/厘米的表面功率密度。
图8 在加热过程中使用红外辐射器。
4.5 压实单元
如第4.1章所述,压实装置由四个辊子组成,每个辊子的宽度为6.3毫米,公差为 0.05毫米。根据设计,辊子之间的间隙为0.2毫米。总之,压实辊因此宽度为25.8毫米。滚轮直径为68毫米,允许最大曲率为0.015 1/毫米。滚轮的每一段高度可调节4毫米。图9显示了重要的几何边界条件,这些参数定义了弯曲加强结构的制造极限。
图9 AFP头的几何边界条件。
压实单元的机械设计如图10所示。它的每个部分都由一个带有柔性外层的滚筒和一个位于轴承内的气动致动器组成。致动器允许实现不同等级的压实和表面压力。力/扭矩传感器测量夹持点的力和扭矩,并控制气动执行器的压力。来自力/扭矩传感器的数据可用于分析压实单元施加的实际压力,并估计每个放置的丝束的压实程度。
图10 压实装置设计
4.5 程序控制
在航天工业中,过程监控在CFRP零件的制造过程中变得越来越重要。分析纤维铺放过程使得直接反馈过程故障成为可能。放置过程的这种监控是通过使用热成像来检测加热的模具或放置的CFRP层与放置头中的狭缝带之间的温差来实现的。当放置狭缝带时,放置的狭缝带的温度低于模具或CFRP层的温度。分析测得的温差以检测边缘,并确定丝束的相对位置。此外,可以检测层压板中或层压板上的缺陷和异物。关于热过程监测的更多信息在《[4》中发表。
- 放置质量的验证
在验证AFP头要求的第一个实验中,研究了平面放置过程中的间隙特征。对于平面光纤放置,间隙宽度在0毫米和0.4毫米之间变化。由于机械设计,压实辊之间的间隙为0.2毫米。由于压实辊和高功率加热单元的压力控制,第一层与模具表面实现了良好的粘合。当放置第二层时,第一层粘附力低的区域再次被压实,并达到完美的粘附力。在图11a中,显示了第一和第二层放置的结果。
图11 平板制造过程中的第一和第二层放置;将压实单元调整到局部加强筋的形状。
对于制造,重要的是要达到短的丝束最小放置长度。由于其设计,AFP头达到68毫米。由于是平行切割丝束,该长度在任何时候都是恒定的。
在验证压实单元柔性的实验中,将局部加强件放置在金属模具上的CFRP层上。局部加劲肋的设计采用了AFP头部的几何边界条件,考虑了质量和稳定性之间的最佳比例。在第一次测试中,辊子能够在行驶过程中跟随局部加强件的表面(见图11b)。
6.结论和展望
本文介绍的AFP头展示了一种模块化AFP生产系统的方法。特别是在Ramp;D的环境中,该系统提供了测试AFP头新组件的机会,而无需对生产系统的其余部分进行全面更改。出于研究目的,它只有四个压实辊段,但由于其可扩展的设计方法,可以很容易地提高到工业标准。头部的设计,尤其是压实单元的设计,特别允许制造具有曲面的加强结构。因此,在设计方面,AFP工艺的应用范围可以扩大到复杂的曲面结构。平板铺设工艺的首次实验研究显示了新铺设头的潜力。下一步将是研究它在复杂曲面零件上的铺设能力,如局部加强筋。除了增加工艺复杂性,还将进行最大铺设速度高达3米/秒的铺设测试。目标是确定更高的铺设速度对铺设质量和工艺故障的影响。
致谢
作者感谢下萨克森州联邦政府和欧洲区域发展基金(ERDF)对跨学科研究项目“CFRP结构的高性能生产”(惠普CFK公司)的财政和组织支持
参考文献:
[1] Izco L, Isturiz J, Moltiva M. High speed tow placement system for complex surfaces with cut / clamp / amp; restart capabilites at 85m/min
(3350IPM). SAE Aerospace manufacturing and automated fastening conference and exhibition Toulouse, France; 2006.
[2] Jeffries K. Enhanced Robotic Automated Fib
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[237675],资料为PDF文档或Word文档,PDF文档可免费转换为Word

