英语原文共 117 页,剩余内容已隐藏,支付完成后下载完整资料
冷弯机
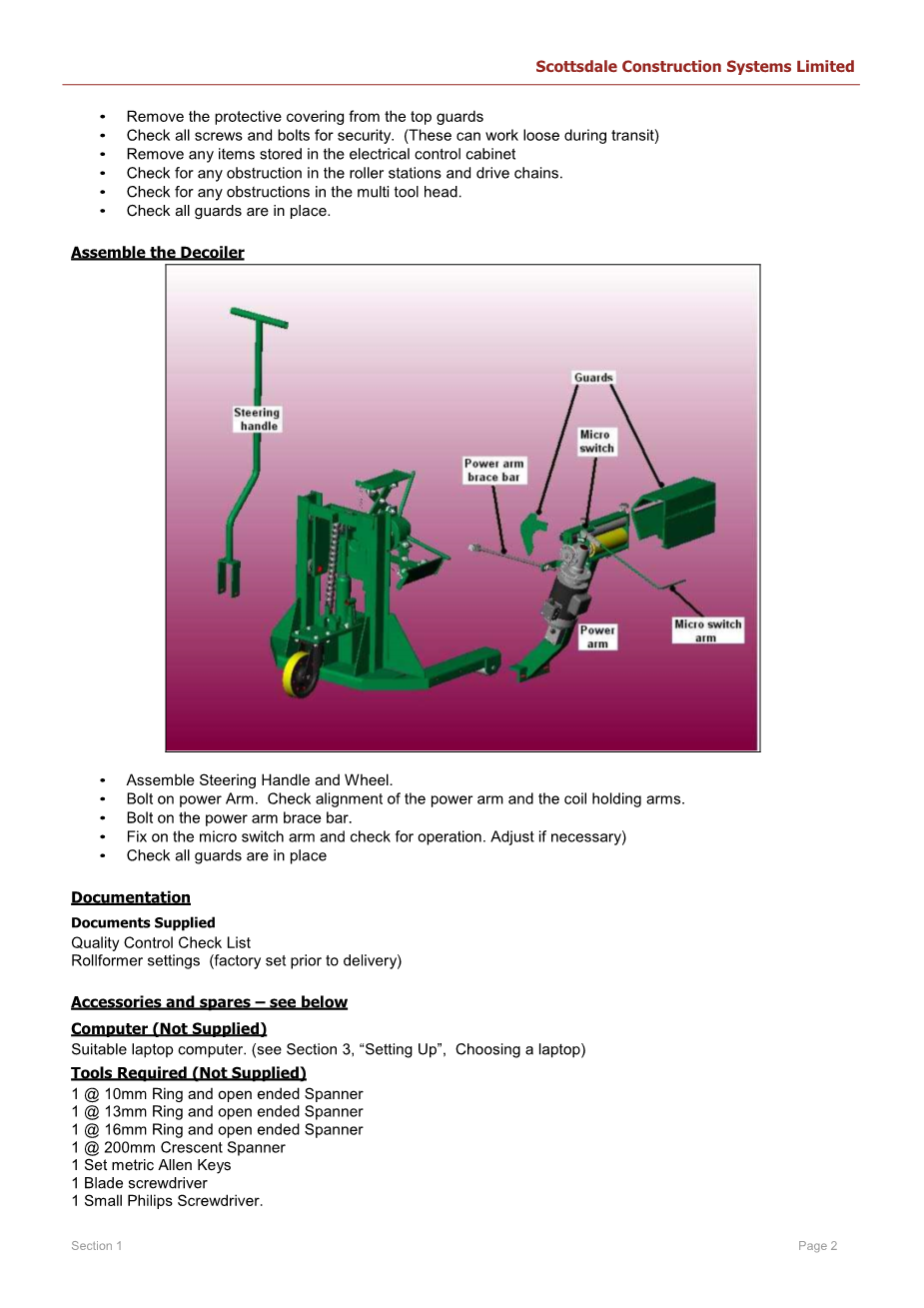
开卷机
基本开卷机布置
通过微动开关将进给辊压力调整到足以按需要进给钢卷。 过大的压力可能导致电机过载和切断激活。 一旦钢卷接近水平线,微动开关的位置应该被调节以提供馈电,但是不能太接近,以致在馈电过程中它变紧。
开关的位置也可以改变以调节停止进给位置,这通常在钢线圈接触地面之前。
调整钢卷离合器螺栓以提供最小的必要摩擦,以防止过度卷绕。
在所有3个螺栓上调节均匀的压力。
注意极端危险!!!
bull;钢卷很重,应由2人操作。 始终戴上手套和防护鞋。
bull;滚动时切勿站在线圈的侧面。
bull;切勿尝试在不平坦或倾斜的表面上滚动线圈。
bull;当它们处于静止时阻塞线圈。
加载开卷机
将钢卷直接放置在开卷机前面,检查线圈的旋转是否从顶部进给钢。将开卷机推入钢卷,并通过液压千斤顶升高或降低来调整卷轴的高度,直到它在线圈中心。
通过顺时针旋转中心来展开卷轴,直到它在所有面上牢固地夹住线圈。
直到钢卷离地面约25mm抽空千斤顶,。
推动开卷机以与轧辊成型机排列线圈并锁定砂轮。
装置和滚轧机之间的最小距离应为约1800mm。
通过移除进料端的角落来准备钢卷。
角切割的数量和尺寸将随不同的钢卷宽度而变化。 错误的修整将导致线圈脱机或难以进给。
点B(见上文)。 必须除去足够的材料以允许钢卷进入辊子之间,以在辊子开始破坏托盘中的底部折叠之前进行驱动。
点A(见上文)。 不要修剪钢卷超过前导辊。 足够的材料必须通过前辊以排列钢卷在它进入驱动辊之前。
松开动力臂上的进给压力调节螺丝,并在钢轮之间进给钢材。 重新拧紧进给压力调节螺钉。
抬起控制臂将激活开卷机。
确保激活臂位于冷轧机和轧辊成型机之间的钢材上方。
开卷机控制臂设置
调整微动开关,使得当开卷机和成卷机之间的钢卷圈如下所示时,启动和停止操作发生。
卷成型机
急停
激活急停将禁用成型机。 来自计算机控制器的所有通信被切断。
要重新启动滚压成形机,请顺时针旋转“紧急停止”按钮,释放它。 退出轧辊成形机程序。 重新输入卷以前的程序和通信将恢复。
危险
紧急停止是立即禁用Roll Former功能。 电源未断开。
在进行任何拆卸之前,请断开电源。
将钢装入轧制成型机
将轧辊成形器程序设置为“手动”
选择“加载”
选择“转发”
成型机然后将以进给速率开始转动。 加载新线圈时的进给速率预设为合适的值,用户无法调节。
确保线圈前缘在其角上修剪并正确切割,然后送入站点1。
可以通过单击前进或后退控制按钮而不选择停止来更改运动方向。
仔细观察钢板通过滚压成型机的进度,如果发生未对准,则准备停止。 应特别注意在碾压辊,弯曲辊,并进入多工具头。
注意
如果进给方向相反,工位1创建的边缘折痕可能会在侧面进纸辊上方。 当再次前进时,线圈可能不会返回到滚筒槽。
危险
始终戴手套。 远离导辊。
设置滚筒站
滚筒预设
在设置辊站之前,必须预先设置辊,以确保当钢被加载时均匀的压力施加到两侧。
让顶部滚轮下降并均匀地放在底部滚轮上。
拧入固定螺丝,直到与顶部滚筒块接触,然后从固定螺钉上退下,旋转1圈。 对所有滚轮站重复此操作。
将来的调整螺钉的调整应该均匀地在滚子站的两侧,以确保滚子均匀地升高和降低。
试图通过测量固定螺钉上的压力来初始调节辊子将不会产生令人满意的结果。 辊常常仅在一侧接触,并且即使在每侧施加均匀的压力,辊也不会是平的。
这将导致钢被弯曲。
基本滚筒设置
线圈应修剪,以便初始进入站1,每个角大约45度,大约50mm。
调整进给导向辊,将钢卷均匀地送到工位1的辊上。
内侧导向滚筒块从下面用2个螺栓固定。 调整前松开。 最终调整后重新拧紧。
站1,2和3应该调整得足够紧,以产生轮廓,并且抓紧产品而没有不适当的滑动。 正常滑移为每米3-4毫米,可以看作是移动该长度后的移动调整
站1压力可能需要调整以帮助馈送新的线圈
站4应调整到创造一个1-2mm深的肩膀
拉链单元应该产生5-6mm中等曲率的均匀唇。 重要的是,在站1处创建的初始嘴唇尺寸均匀。
调整站5产生垂直边。 这可以通过调节过度弯曲辊的高度和分离来实现。 作为一般规则,高度应该使得钢轮廓离开轴并且弹簧大约5mm。 (弹簧只适用于400系列)。
站6是最后的进料站。 在离开过弯工位后,应调整压力以提供令人满意的钢驱动。 当到达线圈的末端时,这是最容易注意到的。 如果该辊太轻,最终轮廓将不够平整并且可以向下弯曲。
如果难以正确调整辊子,最好释放所有压力并重新开始。
调整成卷机
调整进给辊以适应钢的宽度。
装载钢 - 按照上述关于钢的制备和进料到轧制成型机中的说明。
当钢在站1时,确保站1的辊已经释放足够的钢以开始进给。然后,通过以相同的量调节站1辊的每一侧上的2个内六角螺钉,缓慢且小心地增加辊压力,直到钢被拉入辊成形器。在每个轧辊机架上重复此过程,直到钢材正常进给。不要忘记在钢筋到达他们之前传播过弯弯辊。
一旦钢进给并且弯曲辊已经正确调整,然后返回到站1辊并稍微退回螺钉。你会发现他们现在很紧。检查所有其他滚轮站。
注意:
无论何时调整滚子工作台螺丝,请确保您调整每侧相同的量 - 最好少量调整
(frac14;圈),而不是做大调整。
站4
重要的是,在腹板和凸缘之间挤出具有圆形半径的部分。 如果这个半径太尖,则型锻单元将不能充分地铆接螺柱或其它插入元件的端部。
当挤出较厚,较低张力的钢时,这是特别相关的。
如果拐角太锋利,然后退回站4上的调整螺丝,直到挤压出一个圆形的部分。
重要
.55和.75高拉伸钢的挤出 - 当挤出较薄的钢时,角部必须比厚钢更锋利和更不圆,否则,无论在弯曲辊上施加多大的压力,钢都不能正确成形 。
翻转单元
如果不正确地调整,则倾斜单元调节可能以多种方式影响截面形状 - 请参阅本手册中涉及此调整的部分。
通常,调整中最常见的错误导致;
bull;嘴唇宽或太窄
bull;嘴唇宽度不相同
bull;挤出部分用软木塞拧紧
如果上述问题中的任何一个是明显的,则夹持单元需要调整。
首先检查第一内侧夹持辊与由站1形成的唇缘折痕对齐,如果它不对齐,则这将导致钢具有
“向下弯曲”的形状 - 从挤压件的侧面看,朝向凸缘,C部分在顶部开口。
调整唇宽
将下图所示的4个锁定螺栓后退
调整4个内六角螺丝,直到唇缘折痕与内侧唇辊的边缘对齐。 拧紧内六角螺钉IN,使唇宽度减小。
一旦钢已经通过工具头,则调整过度弯曲辊,使得钢的唇缘和工位6辊之间的间隙相同。 同样重要的是,确保钢与唇部平整器单元的边缘之间存在间隙在任一侧是相同的。
Web圈(仅限500系列)
该部分可以与或不与网加强件一起运行。
这是通过选择厚的套环以产生网状物加强件和薄的套环以产生没有网状物加强件的部分来实现的。 轴环位于站3的底轴上。
将钢材从轧辊成型机上取下后,装上所选的套环。 确保六角螺丝拧紧。
钢型材
喷墨打印机选项
Matthews DOD 2002A”喷墨打印机可以安装在Scottsdale成型机上这将在托盘部分的基座上打印各种可配置的信息。
有关本手册中未涉及的打印选项阵列(商品名称等)的信息,请联系Scottsdale技术部门。
控制“Matthews DOD 2002A”喷墨打印机的软件当前被编程为打印在RF制作屏幕中显示的项目信息。
默认打印项目编号。
如果需要,可以添加帧代码和项目描述。
项目打印在通过工具头首次出现的末端。
当组装框架时,可以容易地建立项目定向,因为打印信息将在垂直项目的底部上,并且在水平项目的左手端部。
打印机被编程为尽可能靠近项目的开始端进行打印。 只留下足够的空间以允许标准凹口。 如果它被编程为打印所有项目信息(项目编号,项目描述和帧代码),并且软件确定项目不够长以包含所有信息,则它将首先省略帧代码,然后 (如果需要)项目描述。
项目太短,不能包含完整的项目否将留空。
配置打印机
“Matthews DOD 2002A”喷墨打印机通过“系统”,“喷墨”构成。
单击“喷墨”按钮时,将显示一个对话框窗口,其中输入配置信息。
打印机端口
这是与喷墨打印机的通信端口连接。
这通常是COM2。 COM1通常连接到Roll Former。
帧代码
如果要在每个项目上打印帧代码,请选中此框。
商品描述
如果您想要在每个项目上打印项目描述,请选中此框。
字符宽度
字符宽度可以根据需要设置。
字符宽度在点中心之间测量。
打印头位置
打印头可以安装在工具头的后面或前面
打印头位置设置配置程序以识别和设置位置。
前安装(如打印机照片所示)
输入从薄片到打印头中心的测量距离。必须以正数输入。
后部安装(这是不太理想的位置,因为当新印刷材料通过工具头时会发生一些污迹。
输入从打孔工具中心到打印头中心的测量距离。必须以a输入
负数。
命令
此文本框用于高级命令和配置。请参阅“Matthews DOD 2002A”喷墨打印机手册。
发送
在“命令”文本框中输入条目后单击此按钮,以将信息发送到打印机。
配置
如果打印头位置已更改,则必须单击“配置”按钮才能将计算机程序配置到新位置。在进行配置时将有一个小的延迟,并且当配置成功完成时,将显示配置完成的确认。
冲洗
打印机使用极快速干燥的墨水。 如果喷嘴在打印中的延迟延迟而堵塞,则此按钮用于冲洗打印头。 当“冲洗”按钮被点击时,高速喷墨的墨水将从打印头喷射,并且尽管它是少量的,但是建议在打印头下方放置抹布以避免混乱。
墨水溢出可以使用薄荷精灵清洁。 打印机清洁溶剂会侵蚀一些塑料。
危险操作
“冲洗”控制时请小心。 喷墨可以行进几米,并对眼睛造成伤害。
“冲洗”按钮还用于在关闭之前通过系统冲洗溶剂。 (参见“Matthews DOD 2002A”喷墨打印机手册。)
帮帮我
单击“帮助”按钮将出现带有打印头位置设置提醒的屏幕。
保存
单击“保存”按钮将弹出保存确认窗口,将当前设置保存到所使用的RF程序。
单击“保存”,喷墨设置将保存在RF设置文件中。
关
将关闭喷墨打印机设置窗口。
打印机安装
Matthews DOD 2002A升级包安装
套件安装
(见下图)
bull;将打印机单元和供墨系统安装到安装板上。
bull;将安装板连接到机柜支撑板的后部。
bull;用新的改装防护罩更换前防护罩。
bull;删除“暂停”按钮。
bull;将打印头
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[139515],资料为PDF文档或Word文档,PDF文档可免费转换为Word

