
英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
摘要
由于张力控制是热轧带钢精轧机成功运行的关键,几种先进的控制方案已经被应用到实际中。其中,一种具有实用结构的分散控制方案(如Asano等,2000)可以很容易的运用到实际的轧机中,并且已经完全地商业化操作,但它在难以轧制的条带的轧制操作中的表现出振荡行为。 本文研究了其控制性能退化的原因,并提出了一个基于鲁棒稳定性分析的简单的重新调谐过程。 实验结果表明,分散控制方案可以通过仅调整两个控制参数来获得令人满意的控制性能,这例证了控制方案的优异可维护性。
关键词:自动过程控制 控制系统分析 分散控制 鲁棒稳定性 鲁棒控制 工业控制 钢铁工业 张力控制 热轧 热带钢轧机
热轧鲁棒分散张力控制
1.引言
热轧的目的是将再热钢板变成带钢。一台热轧机由一台粗轧机,一台精轧机和一台卷取机组成。在精轧机中,粗轧机输送的薄板坯厚度进一步减小直到最终厚度。然后将所得的带材卷绕以形成最终的钢带卷。精轧机中的张力控制是轧机成功运行的关键。在支架之间使用的弯针在张力控制中发挥着重要的作用;它可以通过调节支架之间的钢带的环形长度来吸收过量存储的钢带。弯针放置在适当位置对于操作的稳定性也是很重要的,因此问题就是要同步控制弯针位置和架间张力。
几个多变量控制方案已被应用到这个问题,包括相互作用去耦(Kotera和Watanabe,1981),LQ控制(Seki等,1991),Hinfin;控制(Imanari等,1997),自适应后退水平控制(Park和Hwang,2008),反馈线性化(Hwang and Park,2008)和MPC(Choi等,2008)。其中,一个分散控制方案(Asano等,2000)具有实用的结构,容易实施到实际的轧机,并且自1995年以来在JFE钢铁的东日本工厂完全商业化操作。
在控制方案定制之后,已经开发了许多改进的性能钢。它们中的一些具有高变形阻力和难以轧制,这可能导致张力控制的松懈性和轧制操作的不稳定。
本文介绍了热轧机分散张力控制的鲁棒设计。首先,研究张力控制性能退化的原因。接下来,分散控制器通过所提出的鲁棒设计程序重新调整,使得张力控制系统在存在参数变化时保持稳定。实验结果表明通过仅调整两个控制参数来显着地改善它的控制性能,并且具有鲁棒设计方法的分散控制结构可以实现优异的可维护性和实用性。
2热轧中的张力控制
图1示出了典型的七机架精轧机的示意图。精轧机中的张力控制在以下方面是非常重要的:(1)架间张力防止钢带在架之间滑动,并且减少钢带的边缘波或中心带扣,这可能导致钢带的夹紧或破裂。
- 调节机架间张力可以在各机架上进行独立的厚度校正,同时保持通过磨机的平稳质量流量。
- 在轧制操作期间,张力应保持恒定,以避免宽度偏差。
图一 典型七机架精轧机
活套位于精轧机的相邻轧机之间的大约中间,如图2所示。 活套辊设置在臂的顶部,在由电动机驱动的驱动轴上枢转。 弯针在生产线上方升高,使得它形成所存储钢带的环。 张力可以通过调节活套角度或滚动速度来操控。由于角度的过度波动可能导致不稳定的滚动,所以活套角度也应该被认为是受控变量。因此,要考虑的控制问题是通过操纵滚动和弯针角速度同时调节张力和弯针角度。
图二 循环机构
3分散控制方案
3.1命名
轧制速度参考值
轧辊速度
磨机电机ASR(ASR:自动速度调节器)的时间常数
f 正向滑移系数
V 入口处的带钢速度
v 出口处的带钢速度
L 支架间距离
几何带长度
存储带长度
delta; 张力
机架间张力参考
omega; 摆线角度
循环角度参考值
q 活套转矩
theta; 活套角度
活套角度参考
J 活套惯量
D 活套阻尼
活套电机时间常数ACR(ACR:自动电流调节器)
K 活套电机比例增益ASR
T 活套电机积分时间ASR
操作点的
3.2模型
用于控制设计的模型包括张力和活套动力学。 张力模型基于由杨氏模量E定义的纵向应力和应变:, (1)
在机架之间存储的条带长度被给出作为离开架子i和进入架子i 1的条带速度的差的时间积分,. (2)
下标“i”标识支架号,例如表示第i支架的出口处的条带的速度。带速度v与通过前向滑动系数f的辊速度有关,. (3)
由于前向滑动系数是张力的函数,所以应考虑张力变化对带钢速度的影响。 此外,应该考虑到活套角度的变化对几何条带长度的影响,这等效于从活套角速度到条带速度的影响。 从(1)〜(3),由张力模型获得以下传递函数:
, (4)
△表示的地方由稳态值而变化。 活套机构具有非线性特性,因此通过在标称操作点周围的线性化获得过程的线性化模型,
(5)
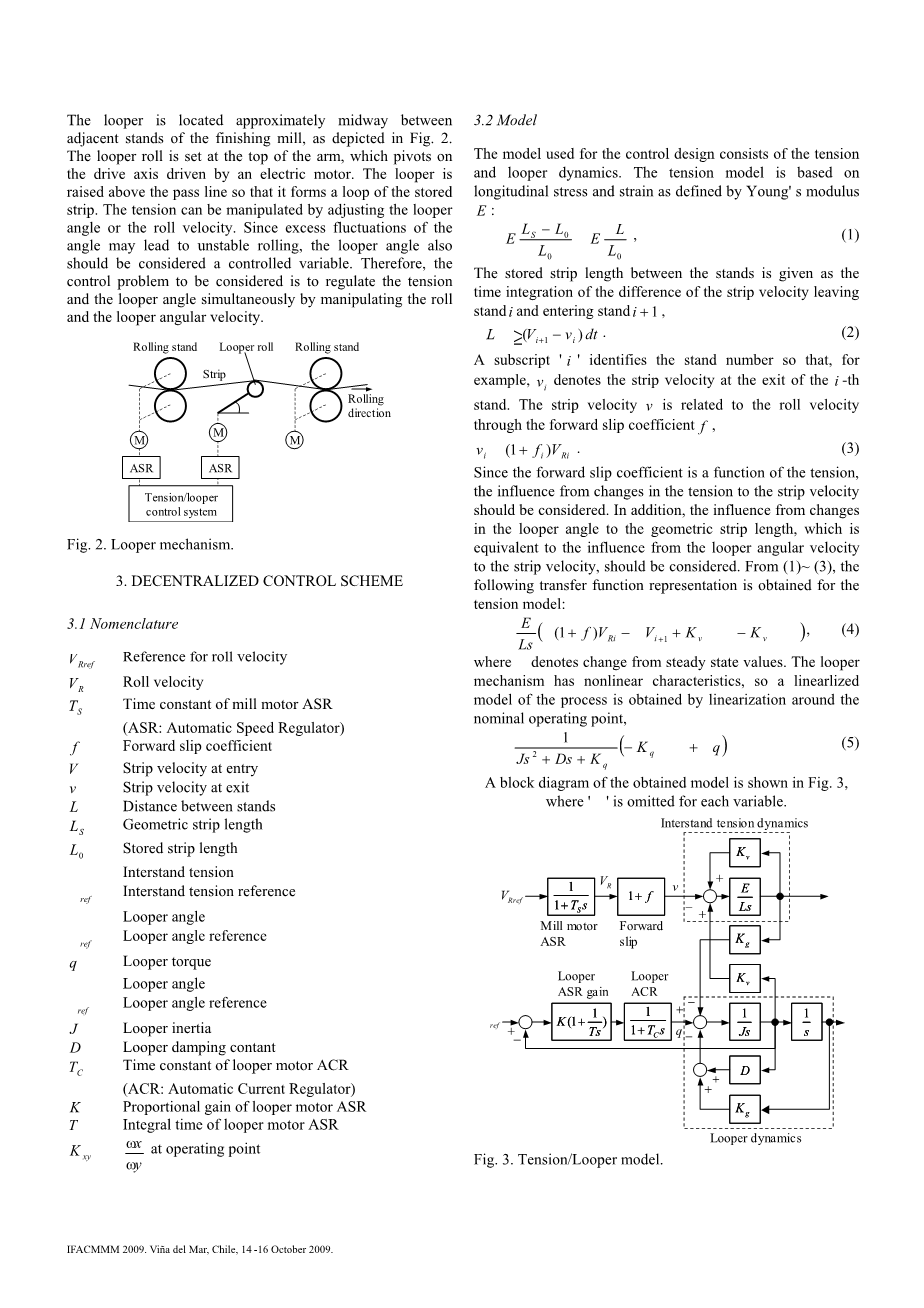
所获得的模型的框图如图3所示,其中为每个变量省略“△”。
图三张力/活套模型
3.3分散控制方案
如图3清楚所示,张力和活套动力之间存在相互作用,这被认为是张力和活套控制中的主要问题。几个多变量控制策略已应用于此问题,做成了集中式控制器。在大多数情况下,通过解决优化问题并同时自动地确定这种集中式控制器中的所有参数。从最佳性的角度逐个地调整参数的一部分是没有意义的。因此,即使在需要调整两个控制变量中的任一个的响应的情况下,必须通过遵循相同的设计过程来重新调整整个控制器,这是相当耗时甚至危险的。因此,这些控制器难以在现场调谐并且在多种操作条件下保持它们的性能。作者认为应该避免使用集中控制,并采取分散的方法得到实用性和良好的可维护性。
图4分别比较了两输入两输出过程P(s)的集中控制和分散控制的结构,分别是和虽然集中控制器C(s)是完全传递函数矩阵,但分散控制器(s)是对角的。在后一种情况下,当设计控制器时,忽略非对角线元素。 与具有完全控制器的系统相比,使用分散控制总是导致性能恶化,但是退化取决于工厂的忽略的非对角线元素,即相互作用。 因此,评估相互作用的影响以确定控制结构是非常重要的。
图4 控制结构的比较(a)集中控制(b)分散控制
图5示出了具有相互作用的附加不确定性表示的分散控制的结构。 当设计分散控制器时,忽略相互作用(图5中)。 控制器(s)应设计成使得具有传递矩阵 (6)的对角闭环系统稳定。要考虑的问题是整个闭环系统(图5中) (7)是否也稳定。 Asano,(2000)表明,当通过使用基于结构化奇异值的交互测量来选择操纵和控制变量的适当配对时,可以忽略交互作用(Grosdidier和Morari,1986),并提出了一种分散控制方案。
图5表现有相互作用的附加不确定性的分散控制的结构
控制方案包括用于张力和活套角度控制的两个子系统,每个子系统由如图6所示的两个自由度的控制器组成。 应当注意,张力和活套控制环路的操纵变量分别是滚动速度和活套角速度。 如果选择相反的输入 - 输出配对,则分散控制结构不适用。 在图6中,是用于张力控制的PI控制器,是P1的内部模型, (8), 其中是低通滤波器。 必须选择的阶数使得变得合适。 和组成IMC(内部模型控制)结构,作为扰动补偿器工作。,和组成张力子系统的一个二自由度控制器。类似地,,和构成用于活套子系统的两自由度控制器。每个子系统在各个回路可以被调谐或失谐的意义上彼此完全独立,而不影响整个控制系统的稳定性。此外,通过在调整主PI控制器之后添加IMC补偿器,两个自由度结构实现了可理解的逐步现场调整。这些特性允许一种简单的方法来设计和调整控制器和优秀的可维护性。
在薄的软钢带的情况下分散的张力/活套控制器的控制性能如图7所示。在图7中,纵轴表示通过其设定值归一化的实际张力或弯针角度。张力和活套角度都围绕其设定值完美调节。弯针角度波动很小,看起来好像弯针是机械固定的。事实上,利用防止由张力偏差引起的扭矩扰动作用在弯针角速度上的快速响应活套ASR,弯针控制回路可以被视为机械系统的刚性位置控制器。
图6 分散张力/活套控制方案
图7在薄的低碳钢带的情况下分散的张力/活套控制的控制性能
4控制器的维护
4.1张力控制系统的不稳定性
自1995年以来,分布式张力/活套控制系统一直在日本JFE钢铁工厂全面商业运行。该系统有效地操作以调节张力和活套高度,并有助于稳定操作。 然而几年后,控制系统在硬轧辊材料的轧制操作中显示出振荡响应。 为了检索稳定的轧制操作,研究了张力控制性能退化的原因,并恢复了控制增益。
4.2控制器的稳健重新设计
(4)中的表示减轻由扰动引起的张力变化的自然机制的强度。 这种衰减效应起因于根据张力和机架之间的带材的塑性变形的前滑力的增加。 在硬卷材料的情况下,这种衰减效应变得更弱,这可以引起控制系统的振荡响应。 此外,在控制回路中存在一定量的延迟,这可能加剧情况。 为此,分散控制器被重新调谐,使得张力控制系统在存在参数改变和延迟的情况下保持稳定。
根据鲁棒控制理论,对于鲁棒稳定性必须满足以下不等式:
, (9)
或者等同于,
(10)
其中P和C分别表示过程和控制器,W是乘法不确定性的界限,是矩阵A的最大奇异值。 在该控制问题的情况下,过程模型P可以描述如下:
, (11)
, (12)
. (13)
和分别是张力和活套角度控制的控制器。如前所述,在该张力/活套控制系统中,可以调节或失谐各个回路而不影响整个控制系统的稳定性。由于参数变化发生在张力动力学中,只有需要重新调谐。因此,这里的问题是调谐以实现鲁棒稳定性条件(10)。虽然包括PI控制器和基于IMC的干扰补偿器,但PI控制器的设计是最重要的。在本文中,忽略扰动补偿器,并且假设与图6中的PI控制器相同.
在过程模型P中,在难以卷绕的材料的情况下的 假定为其原始值4(mm / s / MPa)的百分之五十。控制回路中的延迟由具有10(ms)的时间常数加上20(ms)的纯时间延迟的一阶滞后近似。然后W由以下等式描述:
. (14)
图8示出了在中的参数变化和控制回路中的延迟的情况下分散式张力控制系统的鲁棒稳定性测试。 在原始PI增益,用于比例增益的和用于积分增益的的情况下,刚性稳定性条件(10)几乎不满足,但是如果在该过程中存在任何其它参数变化,则可以容易地违反。 从经验的角度来看,当控制系统显示这种振荡行为时,应该降低环路增益。 然而,在这种情况下,它不改善如图7中的最大奇异值图的情况所示的情况。 当比例增益增加并且积分增益降低时,获得更好的结果,如图中的和的最大奇异值图的情况所示。
图8 鲁棒稳定性测试
5.实验结果
使用回归增益进行在线实验。图9示出了在作为难以卷绕的材料之一的钢类型A的情况下分散张力/活套控制与原始增益的控制性能。张力波动的幅度接近设定值的200%,这对轧制操作非常有害,并且应当明确地改善。由于张力波动引起的大的负载转矩变化,活套角度也波动。图10示出了具有返回增益的分散控制的控制性能。张力/活套控制系统的振荡行为消失并且获得令人满意的控制性能。图11和图12类似地比较了在作为另一种难辊轧材料的钢类型B的情况下分散控制的控制性能与原始和返回增益的控制性能。在返回增益的情况下,张力和活套角度的波动被减轻到令人满意的水平。具有回报收益的分散控制方案已完全商业化运作,没有任何麻烦一直致力于稳定的轧制操作和改进性能钢的开发。
图9在钢种A的情况下,分散控制与原始增益的控制性能
图10在钢种A的情况下具有返回增益的分散控制的控制性能
图11在钢种B的情况下,分散控制的控制性能与原始增益一致
图12在钢种B的情况下带有回程增益的分散控制的控制性能
6.结论
研究了在硬辊条带情况下张力控制系统的不稳定性。 基于鲁棒稳定性分析,重新调整分散张力控制方案。 实验结果表明,分散控制方案可以通过应用重调的PI增益来检索满意的控制性能。 通过基于鲁棒稳定性测试
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[140483],资料为PDF文档或Word文档,PDF文档可免费转换为Word

