英语原文共 8 页,剩余内容已隐藏,支付完成后下载完整资料
磨损271(2011)1280-1287
目录列表可在 ScienceDirect查询
磨损
j ournal主页: www.elsevier.com/locate/wear
使用新型耐磨铸造材料硬质合金钢改善金属板材成形中的刀具磨损性能
- Nilsson,L. Kirkhornlowast;, M. Andersson,J.-E. 斯塔尔
瑞典隆德大学生产与材料工程系
文章 信息 摘 要
文章历史:
收到2010年9月1日
以修订形式收到2011年1月10日接受2011年1月10日
关键词:
工具材质
钣金成型U形弯曲
磨损工具磨损硬质合金
这项工作提供了一个关于新型耐磨铸铁,“硬质合金钢”和汽车工业中经常使用的许多常规工具材料之间磨损行为的对比研究。 硬质合金钢基本上是一种与硬质合金重合金化的高铬白口铸铁。 高铬含量和附加的合金元素如WC,TiC或NbC导致含有大部分硬质耐磨碳化物的材料具有不同于通常用于磨损应用的常规白铁的组成。 材料的特性是:优异的铸造性能,改善的耐磨性和硬度。 硬质合金钢的铸态硬度与硬化钢相当,但取决于耐磨部件的理想性能,合金含量可以在很宽的范围内变化。 该材料的一个有趣的方面是可持续制造的潜力,因为关键合金元素以回收硬质合金刀片的形式添加。
实验工作在U型弯曲测试设备中进行,以模拟冲压过程中的条件。 一种类型的片材被使用并且评估了七种不同的常规工具材料。 工具材料的选择范围从白口铸铁到工具钢和粉末钢。
分析磨损模式并以试验样品重量减少的百分比,实验期间的磨损倾向和温度变化表示。 所有参数都与笔画数量相关。 测量压力并计算摩擦系数。
实验工作得出的一个重要结论是,与其他常规刀具材料相比,硬质合金钢的耐磨性显着提高。 使用碳化钢时,磨损也显着降低。
当使用硬质合金钢作为工具材料时,碳化物的体积部分及其相对尺寸在该过程中起着重要作用,导致较少的磨损和磨损。
copy;2011 Elsevier BV保留所有权利。
介绍
例如制造业,汽车行业竞争激烈,客户期望产品和模型的许多续订。 因此,长线生产不断缩短,新产品更频繁地投放市场。 汽车行业的未来趋势是50,000-100,000部件的生产系列,这意味着生产总成本将按减少的部件数量进行分配。 工具通常非常昂贵; 因此零件数量的减少会增加产品的成本。 为了降低刀具模具的成本,必须使用替代的工具材料。
lowast;通讯作者。 电话: 46 462224529。
电子邮件地址: lanny.kirkhorn@iprod.lth.se (L. Kirkhorn)。
传统的钣金成形工艺,包括铸钢模具和传统工作材料,已经相当完善地建立和分析了。 然而,由于新的替代钣金材料的发展和引入,对新的成形工艺和制造方法有需求。 制造业的总体目标是减少金属部件的重量,批量大小和新产品的交付时间。 这导致了对低重量/高强度钣金材料和工具材料的要求,该材料和工具材料适用于短期模具工具和用于形成部件的工具材料,例如高强度钢(HSS)。 新的有趣的钣金材料是例如高强度铝,高强度钢(HSS),超高强度钢(EHSS),镁和可能的钛。 这些钣金件是磨损的一个强大来源,即工具表面的涂抹倾向,并且由于磨损特性,它们对工具材料提出了新的要求。
0043-1648 / $ - 查看前端事宜copy;2011 Elsevier BV保留所有权利。
DOI:10.1016 / j.wear.2011.01.083
A.Nilsson等人 / Wear 271(2011)1280-1287 1281
通常使用传统的标准方法进行磨损测试,例如销上销钉或环上阻塞测试, [1–5] 并且结果只能呈现稳定负载下材料的磨损行为。 一般来说,将这些结果与金属板成形工具中出现的磨损进行比较是非常困难的,因为在成形过程中复杂的变化负荷和应变。 因此,这些工具材料必须在成形工艺设备中直接进行研究,在成形工艺设备中,工具材料和金属板的条件都是现实的。
具有高铬含量的白色铸铁是在磨损应用中广泛使用的材料,但不是在金属板材成形工业中。 已经进行了许多尝试以通过向熔体中添加不同的合金元素如钒,钛,铌等来改进这些类型的材料的韧性和耐磨性 [6]. 添加附加合金元素的主要目的是改变材料的碳化物结构。 碳化物含量的大小和组成也可以使用不同的固化速率或热处理来改变 [7,8]. 碳化物的尺寸和体积分数是获得耐磨性最重要的参数,尽管周围基体的组成也有助于材料的整体性能 [9,10]. 已经完成了关于整体碳化物取向的各向异性与高铬铸铁中的耐磨损性的关系 [11,12]. 如果碳化物的长轴平行于磨损方向,则碳化物相对于磨损方向的取向可以引起磨损行为的显着改善。
本报告显示了使用新型改性高铬白口铸铁的效果,例如碳化钢作为模具工具材料在金属薄板成形应用中与一些常规热处理工具钢进行比较。 使用的磨损测试是U形弯曲方法,其中条件是现实的并且与片材冲压操作密切相关。
硬质合金钢
硬质合金钢是一种适用于极端磨损和腐蚀环境的新型材料。 硬质合金钢基本上是与硬质合金(13wt%)合金化的高Cr白口铸铁。 硬质合金可以以硬质合金刀具的粉末形式或通过使用回收的硬质合金刀具的形式添加到基体合金中。 对于可持续制造系统而言,回收磨损的硬质合金刀具的最后一个方面是最有趣的。 材料的特性是可铸性,并且由于碳化物的组成而具有高耐磨性。 通过改变基础合金的化学组成来实现高的可铸性。 显着的耐磨性是高碳化物含量的结果,其在固化过程中与奥氏体一起形成为共晶或初共晶相,取决于合金组成,并且尤其取决于钨,铬和碳含量。 材料的硬度可以达到61-63 HRC,而无需任何热处理(如铸造)。
硬质合金钢已经发现了涉及重度磨损的许多应用,通常伴随着升高的温度和/或化学暴露。 潜在的应用可以在金属板材成形工艺,矿山和纸浆工业中的破碎和铣削部分,塑料工业中的注塑部件以及暴露于磨损的工具行业中的其他耐用部件中找到。 硬质合金钢的耐磨性主要由嵌入金属基体中的准陶瓷硬质相如碳化物控制。 硬质合金钢是通过在熔融金属中添加硬质合金(碳化钨和Co,WC-Co)来改性高合金白铁合金而生产的。 由于其高碳含量,它是一种铸铁。 取决于磨损部件的期望特性,合金材料的含量可以在宽范围内变化
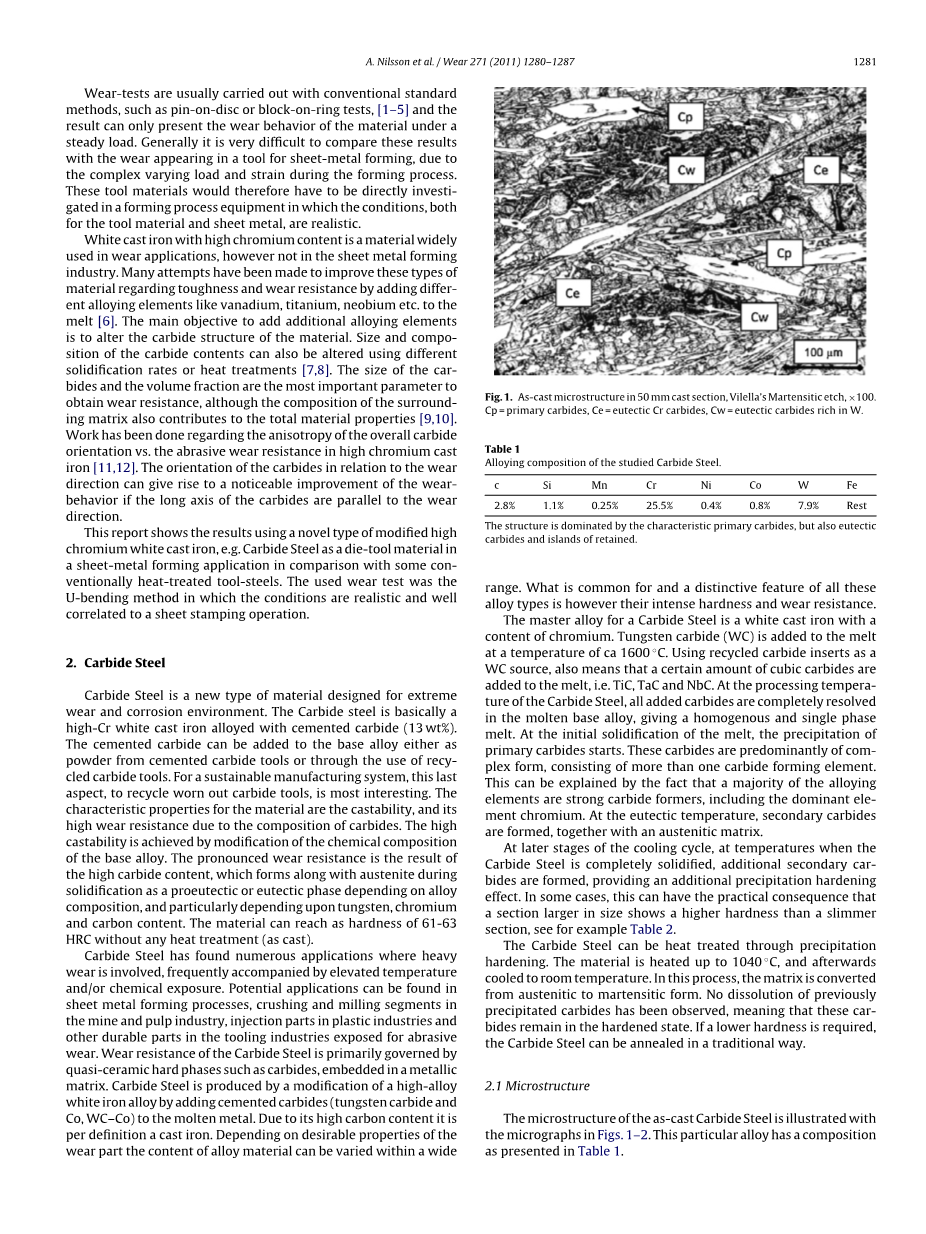
图1. 50毫米铸造截面的铸态显微组织,Vilella马氏体腐蚀,times;100。 Cp =一次碳化物,Ce =共晶Cr碳化物,Cw =富含W.的共晶碳化物
表格1
所研究的碳化物钢的合金组成。
|
c |
硅 |
锰 |
铬 |
你 |
有限公司 |
W |
铁 |
|
2.8% |
1.1% |
0.25% |
25.5% |
0.4% |
0.8% |
7.9% |
休息 |
该结构主要由特征性的一次碳化物,但也包括共晶碳化物和保留的岛。
范围。 然而,所有这些合金类型的共同特征和显着特征是其强硬度和耐磨性。 用于碳化物钢的母合金是含铬量的白色铸铁。 碳化钨(WC)在约1600◦℃的温度下加入到熔体中。 使用回收碳化物刀片作为WC源,也意味着一定量的立方碳化物被添加到熔体中,即TiC,TaC和NbC。 在碳化钢的加工温度下,所有添加的碳化物在熔融基体合金中完全分解,产生均匀的单相熔体。 在熔体的初始固化过程中,初生碳化物的析出开始。 这些碳化物主要是复杂形式,由多于一种碳化物形成元素组成。 这可以通过以下事实来解释:大部分合金元素是强碳化物形成物,包括主要元素铬。 在共晶温度下,二次碳化物
与奥氏体基体一起形成。
在冷却循环的后期阶段,在硬质合金钢完全凝固的温度下,形成附加的二次碳化物,从而提供附加的沉淀硬化效应。 在某些情况下,这可能会产生这样的实际结果:尺寸较大的部分显示比较细部分更高的硬度,例如参见 表2
碳化钢可通过沉淀硬化进行热处理。 材料加热到1040◦C,然后
冷却至室温。 在这个过程中,基体从奥氏体转变为马氏体。 已经观察不到先前沉淀的碳化物的溶解,这意味着这些碳化物保持硬化状态。 如果需要较低的硬度,硬质合金钢可以采用传统方式进行退火。
-
-
- 显微
-
铸态硬质合金钢的显微组织如图所示 图 1–2. 这种特定的合金具有如下所示的组成 表格1。
1282 A.Nilsson等人 / Wear 271(2011)1280-1287
表2
宏观硬度HBW3000 / 10和显微硬度HK200。
截面尺寸(mm) 布氏硬度HBW3000 微组分硬度HK200
|
铸 |
热处理 |
矩阵 |
碳化物 |
||||||
|
铸 |
热处理 |
铸 |
热处理 |
||||||
|
13 |
585 |
791 |
439 |
803 |
1324 |
1472 |
|||
|
25 |
587 |
814 |
408 |
865 |
1282 |
1294 |
|||
|
38 |
599 |
777 |
435 |
842 |
1380 |
1194 |
|||
|
50 |
575 |
768 |
447 |
804 |
1413 |
1460 |
|||
|
75 |
646 |
748 |
651 |
851 |
1383 |
1414 |
<stro
全文共10639字,剩余内容已隐藏,支付完成后下载完整资料</stro
资料编号:[10555],资料为PDF文档或Word文档,PDF文档可免费转换为Word

