英语原文共 13 页,剩余内容已隐藏,支付完成后下载完整资料
大型合金钢环件锻轧复合成形宏微观三维耦合有限元建模与仿真
钱东升,潘剡
中国,武汉430070,武汉理工大学材料科学与工程学院
文章信息
文章历史:
2012年9月12日收到
2012年11月12日收到修订版
2012年12月17日接受
2013年1月26日在线提供
关键词:
径向—轴向轧制
锻坯
宏微观有限元模拟
大型环件摘要:
环件径—轴向轧制(RARR)是一种应用于制造无缝大型环件的先进塑性回转成型技术。在环扎过程 中,锻坯和轧制是两个连续的过程。前者对后者起着重要的作用,因为锻坯对轧制有根本性的影响。然而,目前环扎有限元模拟研究并没有考虑到这种影响,其中环形毛坯的几何形状和热力学状态是理想化的,很少研究其微观变形。本文首先在SIM-UFACT软件环境下开发了AISI 4140钢大型环件锻轧复合成形宏微观三维耦合有限元模型,并对其可靠性进行了实验验证。根据可靠的有限元模型,揭示了应变、温度、晶粒尺寸从铸锭到制造环坯到轧制过程中动态再结晶的演变规律和分布规律。得到的结果表明:(1)轧制前后的应变和温度分布既不均匀也不对称。(2)较高的温度和较大的应变都有助于提高动态再结晶的程度。(3)较高的变形温度会使动态再结晶的晶粒尺寸变大,而较高的变形速率会减小晶粒尺寸。
1.介绍
环件轧制是一种先进的塑性回转技术,用于生产大尺寸、不同材料的矩形或异形截面的环形机械无缝产品。由于其在低能耗、低材料消耗、生产效率高和产品性能良好等方面具有明显优势,因而在汽车、机械、能源、飞机等工业领域得到了广泛的应用。环件轧制是一种复杂的三维不稳定非线性塑性变形过程。基于某些假设的传统的分析方法不能准确地揭示其变形规律,而实验方法需要昂贵的设备材料和时间成本。与这两种方法相比,有限元模拟是一种有效而合理的方法,因为它可以深入了解变形机理,直接显示成型缺陷并以较低的成本快速优化重要的工艺参数。因此,它也被视为研究其他塑性回转成型技术的首选方法,像回转锻造、旋压成形、楔横轧。
环扎包括用于小型环和中型环的径向环扎以及大型环径向—轴向环扎。大多数环件轧制的有限元分析包括限元求解方法、建模技术和变形规律研究主要集中在径向辗扩
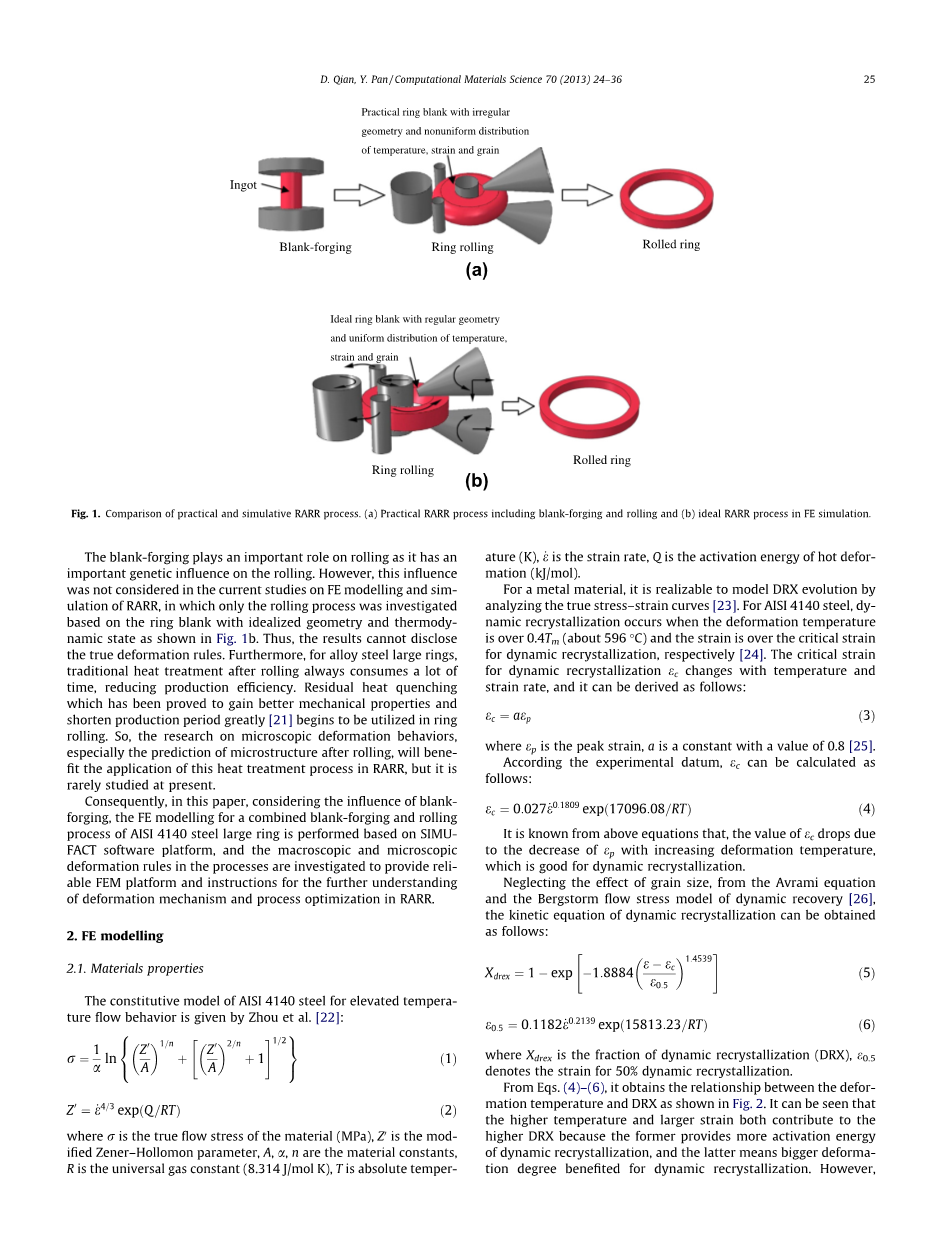
D.Y.Yang.等人最早采用刚塑性有限元分析方法模拟T形圆环轧制。但它只关注横跨轧辊型缝的环段。J.L. Song.等人在环件热辗扩过程的二维热力耦合有限元模型中使用完全耦合的传热元件对主辊和心轴进行建模。H. Utsunomiya等人开发了环件冷轧三维弹塑性有限元模型。Z.C. Sun利用径向环扎三维模型分析了轧制参数对动态再结晶演化规律的影响。对于环扎机,X.K. Wang和 L. Hua环件热轧过程中导向辊控制方式的建模与仿真研究。最近,他们在前人研究的基础上进行了一些有限元建模和径—轴向轧制模拟的尝试。戴维和沃德提出了一种基于ALE流量公式的有限元模型。Kim等人在MSC.SuperForm环境下模拟了大型合金钢环件轧制的过程。周广等人利用动态显式代码ABAQUS/Explicit建立了三维弹塑性热力耦合有限元模型。jenkouk等人使用ABAQUS/Explicit子程序vuamp和C 代码进行更真实的有限元分析。然而,环件径向—轴向轧制包括锻坯和轧制两个连续的工艺。如图1a所示,最初的锭坯首先在液压机上锻造为环形坯料,然后在轧环机上轧制环坯。
几何形状不规则、温度、应变、晶粒分布不均的实用环坯
锻坯
环件轧制(a)
滚环
形状规则、温度、应变、晶粒均匀分布的理想环坯
铸坯
环件轧制
(b)
滚环
图1环件径向—轴向轧制实际与模拟比较。(a)包括锻坯和环件轧制的实用环轧工艺(b)有限元模拟中理想环轧工艺
由于锻坯对轧制具有根源性的影响,因此锻坯对环件轧制起着至关重要的作用。然而,目前有关径轴向轧制有限元建模和仿真的研究中并没有考虑这种情况,仅仅是基于具有理想几何形状和热力学状态的环形毛坯来研究轧制过程,如图1(b)。因此,所得到的结果不能揭示真实的变形规律。除此之外,对于合金钢大型环件,传统的轧制
后热处理总是消耗大量的时间,降低了生产效率。余热淬火已被证明可以获得较好的力学性能和缩短生产周期,因而在环件轧制中得到了广泛应用。因此,微观变形的研究,尤其是轧制后组织的预测,将有
利于该热处理在环件径轴向轧制中的应用,但目前还很少被研究。
因此,本文在考虑锻件影响的基础上,基于SIMU-FACT软件平台,对AISI 4140钢大型环件锻轧复合成形工艺进行了有限元建模,并将宏观和微观变形规律用于研究这一过程,为进一步理解环件径轴向轧制的变形机理和过程优化提供可靠的有限元平台和指导。
2.有限元建模
2.1材料属性
AISI 4140钢的高温流动特性的本构模型由周广等人给出。
(1)
(2)
其中是材料的真实流动应力(MPa),Z是Zener–Hollomon修正参数,A,,n是材料常数,R为气体常数(8.314 J/mol K),T是绝对温度(K),是应变率,Q热变形激活能(kJ/mol)。
对于金属材料,可以通过分析真实应力—应变曲线来模拟动态再结晶演变。对于AISI 4140钢,当变形温度超过0.4T(约594℃)并且应变超过动态再结晶的临界应变时发生动态再结晶。动态再结晶的临界应变εc随温度和应变速率的变化而变化,可以推导出如下公式
εc=alpha;εp (3)
其中εp是峰值应变,alpha;是具有0.8值的常数。
根据实验数据,εc可计算如下:
(4)
由上述方程可知,随着变形温度的升高,εp值下降,有利于动态再结晶。
考虑晶粒尺寸的影响,从Avrami方程和动态回复的Bergstorm流动应力模型,可以得到动态再结晶的动力学方程如下:
(5)
(6)
其中Xdrex是动态再结晶( DRX )的分数,ε0.5表示50 %动态再结晶的应变。
由方程( 4 ) - ( 6 )得到变形温度与动态再结晶之间的关系,如图2所示。结果表明,较高的温度和较大的应变都有助于提高动态再结晶的活化能,而较大的变形量有利于动态再结晶。
D. Qian, Y. Pan / Computational Materials Science 70 (2013) 24–36
100 100
真实应变=0.3真实应变=0.5真实应变=0.7真实应变=0.9
真实应变=0.3真实应变=0.5真实应变=0.7真实应变=0.9
80 80
60 60
Xdrex
Xdrex
40 40
20
0
800 900 1000 1100 1200
变形温度
20
0
800 900 1000 1100 1200
变形温度
-
- (b)
图2 AISI 4140不同应变速率下的变形温度- DRX曲线。( a ) ε=0.01( b )ε=0.1
当温度或应变达到一定水平时,它们对动态再结晶的影响都很小。
动态再结晶晶粒( DRG )尺寸可以如下计算: (7)
其中ddrex表示动态再结晶晶粒尺寸。
如图3所示,更高的变形温度驱动动态再结晶晶粒尺寸更大,而更高的应变速率意味着更多的变形同时减小它。
2.2关键工艺参数的合理范围
2.2.1毛坯锻造工艺参数
2.2.1.1毛坯尺寸
根据图4所示的环坯与环的几何关系以及金属塑性变形中的体积守恒原理,环坯尺寸可描述为: B0
H0=;R0;r0 (8)
其中B0、h0、r0、r0分别为所设计的环坯的高度、壁厚、外径、内径。b、H、R、R分别表示环的高度、壁厚、外径、内径。eta;是径向进给量与轴向进给量之比( R / A比),定义为:eta;= Delta;H /Delta;B,lambda;表示径轴向环件轧制
应变率=0.01s-1 应变率=0.1s-1
动态再结晶晶粒尺寸:micro; m
60
50
40
30
900 1000 1100 1200
变形温度(℃)
图3 AISI 4140变形温度- DRG尺寸曲线
工艺的轧制比,表示为,V为环件体积。
由式( 8 )可知,在给定环尺寸时,环坯尺寸取决于R / A比和轧制比。在环件径轴向轧制中,为了避免轧制过程中出现鱼尾、褶皱等缺陷,必须根据壁厚比( B / H比)适当计算R / A比。L.G. Guo等人提出了合理的轧制比范围。根据这两个文献,本文的轧制比和R / A比可确定为:
1lt;lambda;lt;;eta;= (9)
其中R2是心轴的半径。
结合式(8)和(9),可以确定环坯尺寸。
2 .2.1.2锻造比
锻造比K定义为:
K (10)
其中Bs、Be分别为镦粗前后钢锭的高度。
从参考文献中可知,铸锭高度与其半径之比必须小于3,否则铸锭镦粗过程中容易发生双胀变形,从而导致轧制中的褶皱。此外,当锻造比大于1.43时,钢锭内部的缺陷先增大后逐渐变窄,或者中心有裂纹倾向。此外,锻造比过大会导致铸锭表面产生剪切裂纹,给压力机带来额外载荷。对于AISI 4140,锻造比的合理范围为2.5–3.0。
2.2.1.3冲头直径和预穿孔深度
冲头D1的直径与设计的环形毛坯的内径一样大。根据参考文献,当工件Dk的直径与冲头D1的直径之比大于2.5且工件高度与直径之比小于1时,应分别从两个端面通过预穿孔和穿孔形成孔。预穿孔深度为工件高度的一半或三分之二。
此外,由于在穿孔过程中被芯材拉紧,工件将缩短且其端面将不均匀。因此,有一定的镦粗余量,以保证环坯的高度和端面平整。
R 0
H 0 r0
B0
环坯段
环形截面lt;
全文共10645字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[9779],资料为PDF文档或Word文档,PDF文档可免费转换为Word

