
英语原文共 12 页,剩余内容已隐藏,支付完成后下载完整资料
基于动态神经模糊的人类智能GTAW中的建模和控制
YuKang Liu,IEEE学生会员,WeiJie Zhang和YuMing Zhang,IEEE高级会员
摘要-人类焊工的经验和技能对于在手工钨极氩弧焊(GTAW)中生产优质焊缝流程至关重要。在本文中,一个基于神经模糊的人类智能模型是作为智能构建和实现的控制器以求在自动钨极氩弧焊(GTAW)过程中保持均匀的全焊透。利用创新的视觉系统以实时测量在强烈的弧光干扰下的的镜面三维熔池表面。实验旨在生成导致焊池表面波动的焊接速度和电压随机变化。我们提出自适应神经模糊推理系统(ANFIS)用于联系人类焊工三维熔池表面的特点宽度、长度和凸度的响应。进行闭环控制实验验证提出的控制器的鲁棒性。人们发现人类智能模型可以调节电流,从而在不同初始条件和各种干扰的情况下将过程稳定地控制到期望的焊透状态。因此建立了一个以探索人类焊工智能机器人焊接系统的机理和转化的基础。
执业者注意事项-焊接是制造许多高附加值产品的最后阶段。虽然工业焊接机器人已经使用了几十年,但它们是预编程的执行器,其智能有限(如果有的话)。鉴于制造业正朝着更加个性化的生产方向发展,迫切需要能够智能地适应各种焊接任务的下一代焊接机器人。不幸的是,装备智能的机器人是具有挑战性的。本文建立一种通过使用三维焊接池表面作为信息源将人类焊机智能快速转变为焊接机器人的方法,通过神经模糊模型来匹配人类焊工对信息的响应,并且使用神经模糊模型作为人类焊机智能的替代自动GTAW系统。因此建立了一个使人类焊工的智能机械化的基础并开发下一代焊接机器人。
关键词-自适应神经模糊推理系统(ANFIS),焊工的行为,手工钨极氩弧焊(GTAW),神经模糊建模,焊接池几何形状,3D。
一、介绍
手工钨极氩弧焊(GTAW)工艺是通常在工业中特别应用于要求高焊接质量的场所。在这个过程中人类焊工可以通过观察熔池情况来评估焊缝渗透状态,并相应地智能调整焊接参数,从而控制焊接过程以达到所需的焊透状态。由于其多功能的感官能力和基于经验的行为,它们有时比自动焊接机更受欢迎。但是,自动焊接机器中不存在人体焊工的物理限制(不一致的浓度,疲劳,压力和长期健康问题等)。因此,应充分探索人类焊工基于经验的行为机制。由此产生的焊机行为模型也可以帮助解决常见的焊机短缺问题[1]。
我们已经进行了广泛的研究,使用各种传感技术观察熔池[2]-[8]。特别是熔池几何形状被认为可以为焊接过程的状态提供有价值的见解,如焊接缺陷和焊缝渗透可能来自于手工钨极氩弧焊(GTAW)工艺[9]-[11]中焊缝表面的几何形状。最近,肯塔基大学焊接实验室开发了一种基于视觉的手工钨极氩弧焊(GTAW)工艺传感系统[12]。焊缝表面的特征在于其宽度,长度和凸度,而不是大量的3D坐标,并且可以根据这些特征参数来估计焊缝渗透。尽管在监测和表征焊接熔池表面方面取得了成功,但人类焊工行为机制的解释和建模依然具有挑战性。在最近的一项初步研究中,作者将人类焊工对三维熔池表面的响应建模为线性模型[13],[14]。然而,线性模型可能不足以充分描述人类焊工的内在非线性和模糊推理能力。在第六节中还将展示,本研究中的控制器可以获得比线性模型更快的响应[14]。
另一方面,人类控制器动力学的建模在过去的几十年中已被广泛研究[15]-[23]。然而,这个领域的大多数文献并没有采取真正的工业过程,而是将某些基准作为控制对象,例如钟摆,操纵杆等。神经模糊方法(即神经网络与模糊的融合逻辑)使用神经网络中开发的学习技术来确定模糊模型中的参数[24]-[26]。Jang[27]使用混合学习过程开发了自适应神经模糊推理系统(ANFIS)。它具有自适应规则变换能力,收敛速度快的优点,并且不需要关于构建模糊规则的过程的丰富经验。最近,ANFIS已经被用来模拟非线性函数,识别控制系统中的非线性部分,并预测混沌时间序列[28]-[30]。
人类焊机智能为开发焊接过程控制算法提供了另一种途径。其他设计方法也被用于焊接过程控制,包括自适应控制[31]-[37]。这些方法通常涉及两个步骤:焊接过程的建模和控制算法的设计。由建模步骤的动态模型数学表示的焊接过程的动态规定了控制算法的类型,结构和参数。控制算法中的参数是动态模型中参数的函数。在自适应控制中,动态模型中的参数在线识别并用于更新控制算法中的参数,从而在过程可持续变化时进一步确保控制系统的性能。对于本文中的替代方法,控制算法的设计成为一个单步过程,即根据传感器的反馈建模人类焊机的响应。设计变得更简单,设计人员更少依赖,但要求焊工有足够的能力来解释反馈,以确定如何调整控制变量并缺乏可用性以适应焊接条件的可持续变化。此外,由此产生的控制算法的性能受到人类焊工的物理限制的限制,而来自其他方法的控制算法可能超出这些限制。尽管如此,人类的反应依然是可靠和稳定的,因为在其他有效方法得到充分开发之前,人类焊工目前依赖于这些应用。因此,建模人类焊工的响应将提供一种方便的方法来利用有价值的人类焊工经验,并为改善超出人体物理限制提供基础。
本文提出了一种基于神经模糊的人体智能建模与控制方法。所开发的ANFIS模型可以确定如何调整焊接电流,这是电弧焊接过程中的一个主要控制变量,可以在不同的焊接条件下以及熟练焊工所做的各种干扰下实现接近均匀的焊透状态。在本文的其余部分安排如下。第二节详细介绍了人类焊工行为的原理。在第三部分中,介绍了一个基于视觉的传感系统,并设计和实施了人体焊接反应实验。第四节简要回顾ANFIS建模。在第五节中,给出了ANFIS建模结果,并对获得的模糊知识进行了详细的分析。在第六部分中进行闭环控制实验并分析结果。第七节最后得出结论。
二、人体焊接机行为原理
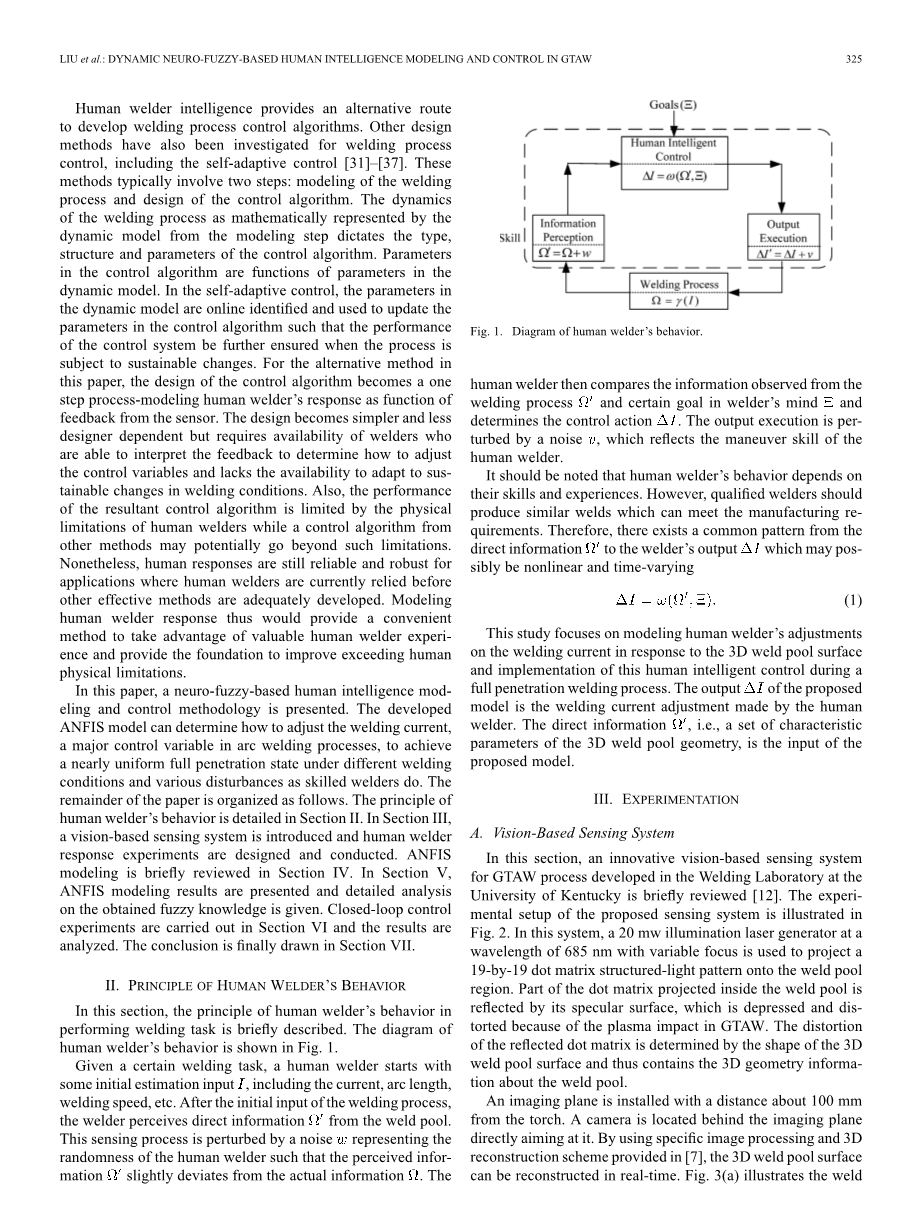
在本节中,简要描述了人类焊工在执行焊接任务时的行为原则。图1显示了人类焊工的行为图。
图1.人类焊工行为图。
给定一定的焊接任务,人类焊工从一些初始估算输入开始,包括电流,电弧长度,焊接速度等。在焊接过程的初始输入之后,焊工感知来自焊池的直接信息。这种传感过程受到表示人类焊机随机性的噪声的干扰,因此感知信息会略微偏离实际信息。然后人类焊工将从焊接过程中观察到的信息与焊工头脑中的特定目标进行比较,并确定控制行为。输出执行受到噪音干扰,这反映了人类焊工的机动技能。
应该指出,焊工的行为取决于他们的技能和经验。但是,合格的焊工应该生产出符合制造要求的类似焊缝。因此,存在从直接信息到焊工输出的常见模式,其可能是非线性和时变的。
本研究的重点在于模拟人类焊工根据三维焊接池表面对焊接电流进行的调整,以及在全焊透过程中实施该人体智能控制。 所提出的模型的输出是由人类焊机进行的焊接电流调整。直接信息,即3D焊池几何结构的一组特征参数,是所提出的模型的输入。
三、物理实验
1.基于视觉的传感系统
在本节中,简要回顾了肯塔基大学焊接实验室开发的基于视觉的手工钨极氩弧焊(GTAW)过程传感系统[12]。所提出的传感系统的实验装置如图2所示。在该系统中,使用具有可变焦点的波长为685nm的20mw照明激光发生器来投影19times;19点阵结构光图案到熔池区域。投影在熔池内部的点阵的一部分被它的镜面反射,由于手工钨极氩弧焊(GTAW)中的等离子体撞击,其被反射并被扭曲。反射点阵的变形由3D焊接表面的形状决定,因此包含有关熔池的3D几何信息。
成像平面安装距离割炬约100mm。相机位于成像平面后面直接瞄准。通过使用[7]中提供的特定图像处理和三维重建方案,可以实时重建三维熔池表面。图3(a)显示了[12]中提出的熔池特性参数。在获得熔池边界之后,可以直接获得熔池宽度和长度。凸度被定义为截取的面积除以熔池的长度(即,熔池的平均高度)。图3(b)显示了重建的三维熔池表面的一个例子。
图2.基于3D视觉的传感系统[12]。 图3.(a)焊接池特性参数。(b)三维重建的例子GTAW中的熔池表面[12]。
如果其他更紧凑、更健全、更有成本效益的方法是可用的,而且视觉系统的性能没有显著提高,那么机器视觉系统在工业应用中可能就不受欢迎。对于焊接应用,跟踪焊缝通常是关键的,基于结构激光的机器视觉是工业焊接机器人中装备的主要焊缝跟踪方法[38]-[40],尽管其在紧凑性(影响可访问性)、成本和鲁棒性方面可能存在缺陷。对于包含人类焊机响应模型的预期应用,焊接池表面不能直接用其他现有方法测量。开发方法的独特性可以证明其对于可访问性的工业应用程序的必要性。这类应用的一个例子是焊接管道,其中质量保证至关重要。大多数管道都是通过旋转管道和保持火炬静止来焊接的,这样开发的方法看起来是实用的。在火炬环绕管道圆周的轨道管道焊接中,制造商增加了机器视觉系统,以帮助人类操作员观察这一过程。此外,在轨道焊接系统中携带焊枪的焊接头通常比机器视觉系统要大得多。因此,存在这样的机会来证明在管道焊接中使用机器视觉系统的合理性,这是最大的焊接应用之一。由于在焊接过程中没有直接测量熔池表面的方法,在[41]一个已知几何形状的凸球面反射镜上进行重构,以测试该传感系统的精度。报告的精度为0.06mm(平均重建误差)。因此,它被认为对我们的应用程序是足够准确的。
这管子的材质是不锈钢304。管道的外径和壁厚分别为113.5mm和2.03mm。在实验过程中,管道会旋转,而焊枪的位置、成像平面、激光结构光发生器和摄像机都是静止的。用计算机控制火炬的旋转速度和运动,以达到所需的焊接速度和弧长。
2.实验设计
对于完全渗透焊接过程中对熔池表面的响应,开发了一种手动控制系统,将感测系统与手动控制机构相结合,如图4所示。在该系统中,人类焊机拿着电流调节器,同时观察焊接池表面的几何形状并相应地调整焊接电流,以努力控制焊接熔接部分以完全熔透。进行了九个动态实验。在实验1-3中,焊接速度被设计为在合理的范围内变化以改变焊接池的几何形状。然后,焊工在焊接速度改变后调整电流以保持相同的焊透状态。这三个实验的弧长分别设定为3.5,4.5和5mm。在实验4-9中,电弧长度从3mm变化到5mm,并且人类焊工根据熔池表面的波动来调整电流。这六个实验中的焊接速度是1mm/s。表1列出了其他实验参数。分别记录了焊接工人焊接工人进行的焊接表面特征参数和电流调整的动态变化。
图4.GTAW过程的手动控制系统。 表一 实验参数
在焊接过程中,焊工对熔池进行扫描,不管其眼睛是否闪烁。在本研究中,频率为2 Hz。由于神经肌肉和中枢神经的延迟,在线性模型中存在一个有限的时间延迟。基于步骤响应实验,观察到焊机响应的平均延时约为1.5 s,或3个采样周期。
值得注意的是,焊机性能的随机性/不一致性可能会使得响应模型在结构和参数上都有所不同。为了最大限度地减少这种不一致性,在对人类焊工的响应进行建模之前应用一个适应过程[13]。在适应过程之后,人类焊工可以更好地保持焊接池的几何形状,并且后侧焊道宽度的宽度比适应过程之前的宽度更一致。
图5绘出了测得的输入参数(熔池宽度,长度和凸度)和人类焊机输出(电流)。从图5中可以看出,电流调整的趋势与长度和宽度波动大致相反。凸度的趋势基本与当前的变化一致。几何形状和电流的变化表明人类焊机在焊池长度或宽度增加时减小电流,并随着焊池凸度增加而增加电流。图6显示了三个实验中输入参数的分布。可以观察到,熔池参数填满了输入空间的一定范围并且几乎均匀分布。这种分布意味着如果焊接熔池参数在这个范围内,则可以在预测人类焊工的响应时使用所得到的模型。
图5.人体焊工在动态实验中的输入和输出。 输入是焊接池的测量宽度,长度和凸度,输出是电流中记录的调整值
图6.动态实验中输入的分布。
3.输出执行过滤器
新手焊机的响应包含由人类焊工新手操作技能引起的高频调整(图5突变电流调整)。图7中绘制的人类焊工响应的频谱分析还表明,新手人类焊机的响应集中在0.3Hz以下的频率,但高频率(0.5Hz以上)也存在明显的能量。在计算当前调整值和执行建模程序之前,应首先使用输出执行滤波器,以滤除新手人体焊接机的高频不正确执行。
图8显示了不同的滤波器的频率响应。针对从0(无滤波效果)到0.9(相对较大的滤波效果)的不同范围进行试验实验。发现在滤波器的平滑效应和模型的响应之间可以进行良好的折衷。第六节进行的焊接实验也证实,通过使用这个系数可以产生可接受的焊接。滤波后的人体焊接机响应见图7.据观察,设计的滤波器可以使频率响应衰减超过0.5Hz8dB,同时保持良好的响应速度。9个实验中的过滤电流调整绘制在图9中。可以看出,电流调整的突然变化已经减少,因此可以更好地表示正确的人类焊工的反应。过滤后的调整将用作建模期间的模型输出。
四,建模结果和分析
在本节中,将详细介绍和分析人体焊工响应的建模结果。(2)中的低通滤波器首先被设计用于平滑新手人类焊机的响应。然后,第四节介绍的动态ANFIS模型被用来模拟人类焊机的内在非线性模糊推理能力。对获得的动态非线性模型进行分析,并与模型参数由标准最小二乘法确定的线性模型进行比较。
估计结果也显示在图10中。可以观察到,当前的调整可以以合理的准确度进行预测。然而,当当前调整相对较大时(例如,从110至120,205至215,250至260和390至395的样本),观察到明显的拟合误差。 最大模型误差为4.17 A,RMSE为0.60 A.
图10.动态实验的线性建模结果。
全文共7605字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[9747],资料为PDF文档或Word文档,PDF文档可免费转换为Word

