
英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
热加工对显微组织和力学性能的TC11钛/ Ti2AlNb双合金电子束焊接方法焊接接头的影响
秦春,姚泽坤,李誉之,宁永权,郭鸿镇
材料科学与工程 ˚F 西北工业大学 鸿振国学院 ,中国西安
摘要:研究热加工对电子束焊接TCll /Ti 2 AlNb 双合金接头显微组织的影响,对焊接件热暴露前后的室温拉伸性能进行测试。结果表明,这些融合区TC11钛/ Ti2AlNb双合金焊接接头的焊接主要由P相,变形后的D热处理、晶界合金的铸态被打破,融合区主要由AZ和相。在拉伸试验中,熔合区表现较差。标本前矿石和热暴露后均不能在不同变形条件下的叙述。热处理后试样的极限抗拉强度可达1190兆帕。这个通过变形后水淬接头具有较好的塑性伸长达4.4% mg/L.。热暴露后500°C 100小时,试样的拉伸强度稍有上升,而延性变化不大。扫描电镜观察表明,断裂机理主要是穿晶不同变形条件下的。
关键词:热加工;钛合金;力学性能;热稳定性;电子束焊接
1.引言
TC11钛合金是一种alpha; beta;钛合金类似俄罗斯合金BT9,它被广泛应用于压气机叶片和盘在其有吸引力的特性,如高比强度、断裂韧性和良好的成形性[1,2]。Ti2AlNb基金属间化合物有望以其优异的性能包括高铁在飞机引擎的600-700°C操作温度比强度,良好的抗蠕变和耐腐蚀性[3,4]。由于技术和经济问题,很难应用金属间化合物[ 5 ]。孔和轮辋的力学性能要求发动机压气机盘的不同。关于双属性材料,有些作品已经完成[6-8]。如果Ti2AlNb金属间化合物与广泛使用的TC11钛合金的加入,组合可能满足不同种类的压缩机盘性能的需要,使各种材料能充分利用[ 9 ]。
电子束焊(EBW)是一个融合的焊接工艺,可应用于加入各种钛合金修复不同的小缺陷。一些研究已经完成对钛铌Intermet AIallics钛合金电子束焊接技术的应用[10-14]。对凝固裂纹的敏感性良好,晶粒尺寸对拉伸强度的影响很严重。根据这些研究,也可以发现等温变形和热处理对焊接接头微观组织和性能的影响。
2.试验
2.1 材料
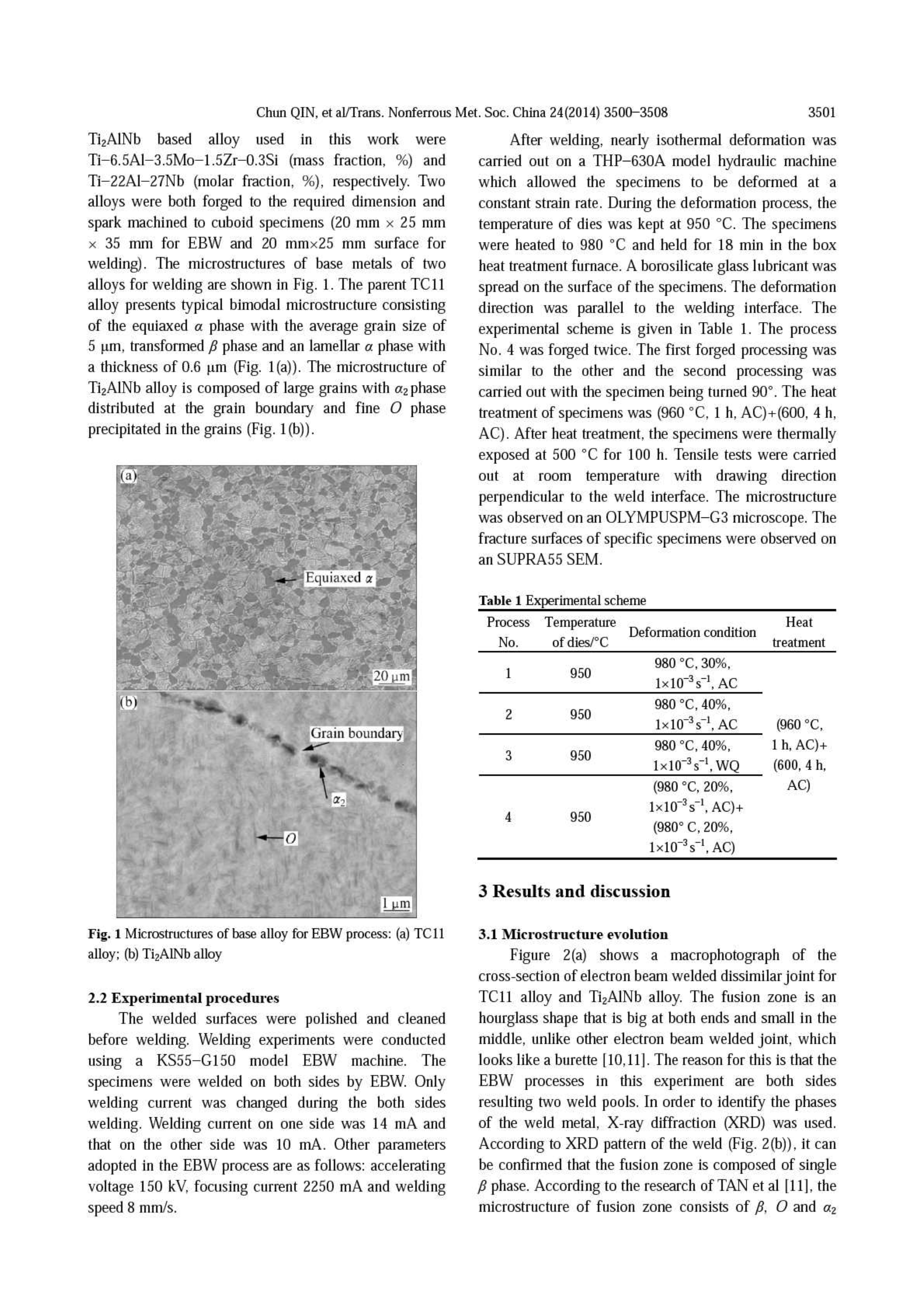
注:合金和TI2alnb在这项工作中使用的合金的定义成分i-6.5al-3.5mo-l.5zr-0.3si(质量分数,%)和结构(摩尔分数,%)。两种合金均被锻造成要求尺寸,火花加工成长方体试样(20毫米times;25毫米times;35毫米EBVV和20 mmx25毫米表面焊接)。两种合金焊接的基底金属的微观结构显示在图1.亲TC11合金呈现由瓦的典型的双峰显微等轴的相位与5的平均晶粒尺寸|.IM,转化的P阶段和一个层状的厚度0.6 FIM的相位(图1的(a))。 Ti2AlC合金组织与laquo;2相在晶界和细直径:相位分布在晶粒沉淀由大晶粒(图1的(b))。
2.2实验过程
焊接表面抛光和焊前清洗。焊接实验使用的是KS55-G150型号EBW机上进行。标本通过EBV焊接在botli两侧。只有焊接电流两侧焊接过程中改变。一侧焊接电流为14 mA和上长焦另一边是10 NIA。是在电子束焊接过程中采用其他参数如下:加速电压150千伏?聚焦电流2250毫安和焊接速度8毫米/秒。
焊接后,接近等温形变这使得以恒定应变速率变形tlie标本的THP-630A型号液压机上进行的。在变形过程,模具的温度保持在950℃。将试样加热至980℃,并在框热处理炉18分钟保持。硼硅玻璃润滑剂涂布样品的表面上。变形方向平行于焊接界面。表1中的实验方案,给出的方法,第4号是伪造的两倍。其他和第二处理进行与tlie标本被接通90°的第一个伪造的处理是相似的。试样热处理为(960℃,1小时后,AC)十(600,4小时,AC)。热处理后,将样品进行热在500℃下暴露100小时。拉伸试验是在室温下,用拉伸方向垂直于焊接界面进行。观察到在Olympus PMG3显微镜的微观结构,能观察到一个SUPRA55 SEM特定试样的断裂表面。
3.结果与讨论
3.1组织演变
图2(a)表示电子束横截面的放大照片。焊接相异材料接头为TC11合金和Ti2AlNb合金。熔合区是沙漏形状是在两端大和小的中间,不像otlier电子束焊接接头,它看起来像一滴管[10,11]。这样做的原因是,在该实验中EBW过程是两侧形成的两焊接池。为了鉴定模具焊接金属的阶段中,使用X射线衍射(XRD)。根据焊缝X射线衍射图案(图2的(b)),可以确认,该熔融部是由单P相。据谭等人[11]的研究中,熔合区的显微组织由O和a2phases时TC11合金和合金Ti2AINb通过电子束,这是一个从这项工作的结果不同的焊接。其原因是,在停留时间为熔合区的微观结构是短于高温区域tlie冷却速度是在电子束焊接过程快。同时,^ -stable元件Nb的含量较高,导致在p相变的抑制。
在不同条件下的焊接区的微观结构显示在图3.图3(a) - (c)示出Ti2AlNb/ TCll合金的焊接条件下近热影响区(HAZ)的显微组织。
TC11合金主要由被布置在随机方向马氏体方向。再过了该阶段,在该地区出现一点点远离接口的迹象。晶粒粗(图3的(a))。这些结果可以解释温度在TCll合金的HAZ解释超过转变点,并且在附近的界面处的区域的温度是在该地区高于远离HAZ。熔融部是由p晶粒,并显示凝固结构(图3的(b))。熔融区域和热影响区之间的边界附近的区域由柱状晶粒的取向是垂直于边界和融合的中间的区域组成的等轴晶。在焊接过程中的沿着横方向和深度方向上的热传递。凝固过程从界面开始,在熔合区的中间温度是更大。因此,形态学如图所示。图3(b)出现。图3(c)表示 Ti2AlNb合金tlie HAZ主要含有BZ相,Ti2AINb合金tlie HAZ和熔融部之间的边界不清晰。在电子束焊接过程中,冷却速度足够快,以抑制P至0 / A2阶段转变。
近等温锻造后,显微结构发生很大的变化。图3的(d) - (f)示出焊接区的微观结构过程号2的TCI的HAZ 1合金由层状相的下锻造后(图3的(d))。在加热和锻造工艺和过程中,在冷却过程中,在锻造过程中,有更多的相析出。熔合区晶粒垂直方向拉伸变形(图3(e))。晶界变得弯曲和更精细阶段沿晶界析出,因为在tlie边界的缺陷比成核有利更多。图4示出在Ti-Al-Nb的系统的相图。在锻造过程中,Ti2AlC合金是在A2 0 BZ三相区域焊件的温度为980℃(图4的(a))[15],所以Ti2AlC合金组织锻造包含后在A2,O和B2阶段。沿熔合区和热影响区的Ti2AlNb之间的边界合金,Al、Nb含量接近ti2ainb合金,有利于A2阶段降水根据图4(b)[ 15 ]。由于距离远的接口,人工智能和铌含量的减少,导致这些事实决定的析出相主要是P相(图3(f))。
图3(G) - (I)示出过程号2,随后通过热处理与(960℃,1小时后,AC)十(600,4小时,AC)根据Ti2AlC/ TCll合金焊件的微观结构,可以看出,TC11合金的HAZ组织由主一个并转化P阶段的,主相的含量为约50%。在TCI 1合金和大融合区之间的界面的微观结构由针状相不同于TC11钛合金焊接热影响区。这一结果可能是由于在该区域的稳定的元素铌的增加,从而导致减少相变点。变形温度可以超过相变点,导致界面处的微观结构变化。
图5是热处理后的熔融部的X射线衍射图案。从图5可以看出tliat热后治疗熔合区的微观结构为^ a2相。同时,从900℃等温截面为钛-AI-Nb的系统(图4的(b)),则熔融区是在三相的区域。根据钛15Al-12NB的研究(摩尔分数,%),炉冷后合金的显微组织主要包含A2和p相[16]。在这项工作中,熔融部的化学组成是相似的,参考文献[16]。 A2是一个多相的析出相,作为元素含量相似的TC11合金,更相析出在TC11合金熔合区附近。间歇性的晶界与A2 /相位可熔合区中看到(图3(h)),这是由变形过程中破碎。在Ti2AlNb合金之间的界面和计算焊接热影响区融合区,更多的A2相析出(图3(i))。在这方面,A1含量高于在熔合区的中心,从而导致更多的A2相沉淀。
不同条件下焊接区的显微组织如图6所示。可以看出,决定熔合区有不同的形态下niicrostriictures不同变形条件。在TCI 1合金的HAZ,主相(AP)是主要板条,用20% 20%变形度(图6(G)),而AP相位otlier变形条件(图下部分球化图6(a)和(d))。该板条相分离,以短段的可能的机制是亚晶界跨层状相热变形为片状[17,18]的局部剪切过程中形成。在热处理过程中,由于原子扩散的相位渗透到相并将相分离成短段。一般情况下,磷的阶段,在一个连接钛合金的流动应力比代表相[ 19 ]相当的低,所以^相更容易变形tlian阶段过程中锻造。当变形程度小的时候,主要发生变形化发生在P阶段和小的局部相位形成剪切,所以主要组织相保持板条结构。与此同时,多内应力如剪切应力和位错被保持在变形后的晶粒由于再结晶的热处理[18]时的驱动力。当变形程度下降时,内应力更小,再结晶程度是小的,从而导致球化程度的小的AP。它也可以看出,熔融区域的微结构是通过锻造后不同的冷却方式有所不同。不同变形条件下熔合区的微观结构(图6的(b)和(h))由交流相似。明显晶粒边界可以在熔融区域中可以看出,更精阶段沿tlie晶界析出(图6(E))。由WQ,多个内应力保留,并在热处理过程中有对A2相的沉淀更多的成核位点。作为先前指令,在Ti2AlNb合金的HAZ和熔融部之间的界面,更A2相沉淀。不同的变形的条件下,这些区域的微观结构有类似的现象。
图6不同变形条件下焊接区的显微组织
表4 TC11钛/ Ti2AlNb双合金接头不同变形条件下的室温热暴露后的力学性能
合金的延展性在室温下具有的降低作为A2阶段和硅化物析出。根据文献 [26],A2相的析出为延展性损失的主要原因。然而,在这项工作中,双合金焊接的延展性不降低。热暴露后熔合区微结构的X射线衍射图案示于图8,与图5相比,在熔融部的相位变化不大。钛合金的热暴露是析出强化过程。细A2相析出,负责降低延性,提高极限抗拉强度[ 26 ]。在融合区的微观组织主要由A2和^阶段,这是不同的一个P相的两相钛合金。过程中的热暴露,内容析出A2相是原发性A2相的含量相比,没有什么。因此,它具有对tlie接头的延展性的影响不大。它可以tliat在500℃热暴露断定对在熔合区断裂Ti2AINb / TCll双合金焊接的延展性的影响不大。
- 结论
通过电子束焊接TCll/ Ti2AINb双合金接头的熔合区是P阶段的。变形和热处理后,将铸态合金的晶粒边界打破,熔合区主要由P,a2和a相。
熔合区是拉伸试验中的薄弱区域。在不同的变形条件下,试样都会失效。标本极限拉伸在室温下高达1190兆帕。所有的接头都具有低延伸率,SEM的观察表明,断裂机理主要是穿在不同条件下的。接头变形后把WQ水的可塑性比别人获得4.4%的伸长率。在500°C的热暴露后100小时,试样均未产生熔合区,抗拉强度略有增加,而延性变化不大。
参考文献
[1]卢士强,李XLN,王柯禄,董贤娟,富尔康W.高TEMIgt; erature变形行为和在TC11钛合金热压缩工艺参数以粗片层原始组织IJ)优化。 353-360:中国,2013年,23有色金属学会(2)交易。
[2]顾宜,齐延玲,夏畅qlng,李学雄, Vgt; NG志辉。 997-1004: 对TCI 1钛合金[J 丨 bull; 在中国有色金属学报 ,2013,23⑷ 的microstnicture和机械性能热暴露的影响 。 (中国在)
[3]吴虹燕,张平泽,陈炜,王令。 耗着峰,徐忠。 基于AlNb 钛 2 系合金 , 通过等离子表面复合处理[J] 高temjjerature摩擦学行为 。 在中国有色金属学报,2009年,19(5):1121年至1125年。 (中国在)
[4]张建伟,李世琼,梁晓波,程云,六月。 研究和T1 3 A1和]Ti 2 AlNb基合金[J] 中的应用 。 在中国有色金属学报,2010,20(S1):S336-S341。
[5]LASALMONIE A. Internietallics:WTiy这么难来介绍一下在燃气涡轮发动机? [J]。 金属间化合物,2006年,14(10):1123至1129年。
[6]锦织S,服部H,NODA T,带双stmcture [J]耐热钛基压气机盘的OKABE M. ISOBE专利申请。 材料科学与工程,1996,213(1):124-127。
[7] GORMAN MI)。 双属性alpha;-beta;titaniiim合金锻件:美国,5795413 [P]。 1998-08-18。
[8]KLOTZ UE,恒基兆 ,WILOCK IM, 戴维斯S,JANSCHEK - [R M.罗仕证券- [R GASSER G. MCCOLMN制造及双金属燃气涡轮盘研究[J] inlcrostnictural表征。 材料科学与技术,2005,21(2):218-224。
[9]SUN Z,KARPPI R.电子iDeam作为异种钢焊接的加盟申请:向烘箱卢[J]。 期刊材料加工技术
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[152142],资料为PDF文档或Word文档,PDF文档可免费转换为Word

