
英语原文共 4 页,剩余内容已隐藏,支付完成后下载完整资料
激光熔覆TiC-H13复合涂层的组织与性能研究
范志刚,姚建华,唐晓丹,楼成华,丁庆明
浙江工业大学专用设备与先进加工技术教育部重点实验室,教育部
浙江工业大学激光加工技术与工程研究中心,浙江杭州310014
摘要
H13作为一种优良的热加工模具钢,已被广泛使用。但通常发现表面失效会降低使用寿命。本文采用TiC陶瓷粉末,通过连续波CO2 激光熔覆强化H13钢。通过光学显微镜(OM)和扫描电子显微镜(SEM)研究了宏观表面质量和微观结构。测量热稳定性和抗磨损性能。TiC均匀地分散在涂层中。但是,在激光熔覆过程中,熔覆层中TiC的形貌与温度梯度不同。在包层涂层表面附近,TiC已经部分熔融显示为树枝状结构,而在包层涂层中是不规则形状,例如次圆形的或菱形。激光熔覆TiC-H13的耐磨性比H13基底增加约3倍。在873K下实验,复合涂层的热稳定性略高于基体。
关键词 : 激光熔覆;H13-TiC复合涂层;热稳定性;耐磨性
- 绪论
H13钢是一种优良的热作模具钢,可提供尺寸稳定性, 高品质表面和高温韧性。但是,经常发现H13模具的表面 失效会缩短使用寿命。因此,一些解决方案被用于解决这个问题,例如渗碳,氮化,碳氮共渗,硼化,金属粘结,等离子体浸渍和传统涂层,以改善表面特性[1-11]。除了环境问题之外,上述方法可能导致脆性涂层或太薄的涂层,这会抑制工业应用。
最近,对于高功率密度,低热输入和对基底的影响最小化,激光束已被用于改变H13钢的表面性质。QL Zhang 等人[12] 通过激光覆盖在H13钢上直接获得HSS类金属,其在覆盖层中形成碳化物是增加平均硬度的原因。CH Zhang等人[13]通过激光使表面熔融固化,得到了光滑无裂纹的表面层以及均匀的微观结构,同时改善了H13钢的耐磨性和耐腐蚀性。另一方面,由于TiC具有高硬度,高熔点和热力学稳定性和可用性,因此被广泛用作金属基复合涂层中的增强相。采用CO2激光对H13钢进行激光上釉和TiC合金化,得到统一均匀的显微组织,从而提高硬度和抗腐蚀性能[14-15],提高压铸性能,延长压铸寿命。Kovacevic等人[16]利用Nd:YAG 连续激光器 在AISI4140钢上包覆了TiC- H13钢复合涂层,其中细小的TiC沉淀均匀分布。复合涂层粉末的摩擦侵蚀性取决于冲击角度。
本文详细研究了CO2 激光熔覆TiC-H13复合涂层在H13基体上的微观结构,耐磨性和热稳定性。
第二章 实验
使用50mmtimes;25mmtimes;5mm的H13热加工模具钢板作为基材, 将其抛光并用无水乙醇或丙酮冲洗。产品H13(平均尺寸为70mu;m)和TiC粉末(平均尺寸为2mu;m,由浙江大学的李连教授提供)用于激光熔覆。H13粉末的组成如图1所示。将20wt%TiC的复合粉末和H13粉末混合4小时。激光熔覆前复合涂层的厚度约为0.8mm。
表1 H13钢的化学成分(重量%)
|
C |
Cr Mn Mo |
Si V |
Fe |
|
0.42 |
5.19 0.42 1.64 |
0.99 1.01 |
Bal. |
通过横流连续波CO2 激光加工系统进行激光熔覆。参数功率为2.5kW,扫描速度为500mm / min,激光束直径为4mm。侧向注入25L / min的Ar气体(纯度99.9%)以保护熔池在激光熔覆期间不被氧化。
切割包覆涂层的横截面以进行微观结构观察。使用HXD- 1000显微硬度计,沿横截面进行金相分析和vikers显微硬度试验, 载荷为 200g ,时间为15s 。用固定的带有Thermo Noran Vantage EIS能量色散谱(EDS)的HitachiS-4700扫描电子显微镜( SEM )进行形态学检查。用Cu Karadiation(PANanalytical X#39;Pert PRO)进行X射线衍射以鉴定涂料中的相。在干燥条件下使用具有500g 负载的Si3N4陶瓷球在HT-600上进行耐磨性测量,之后通过SEM检查表面形态。为了在工作温度下实现复合涂层的热稳定性,将样品在炉中加热至873K,保持所需时间,然后在空气中冷却至室温。检查并比较显微硬度以反映涂层的稳定性。
第二章 结果与讨论
A.XRD分析
激光熔覆TiC-H13复合涂层的典型XRD图如图1所示,其中TiC的重量百分比为20%。鉴定了Fe-Cr,TiC,TiO2 , Fe7C3 和C0.14Fe1.86 的峰。其中的Fe-Cr,Fe7C3 和C0.14Fe1.86 可能来自基板。大多数TiC保持不分解,而少量TiC在包覆温度下与残余氧气反应形成TiO2。
图1激光熔覆20wt。%TiC-H13复合涂层的典型XRD图谱
- 激光熔覆单元TiC-H13复合涂层的微观结构
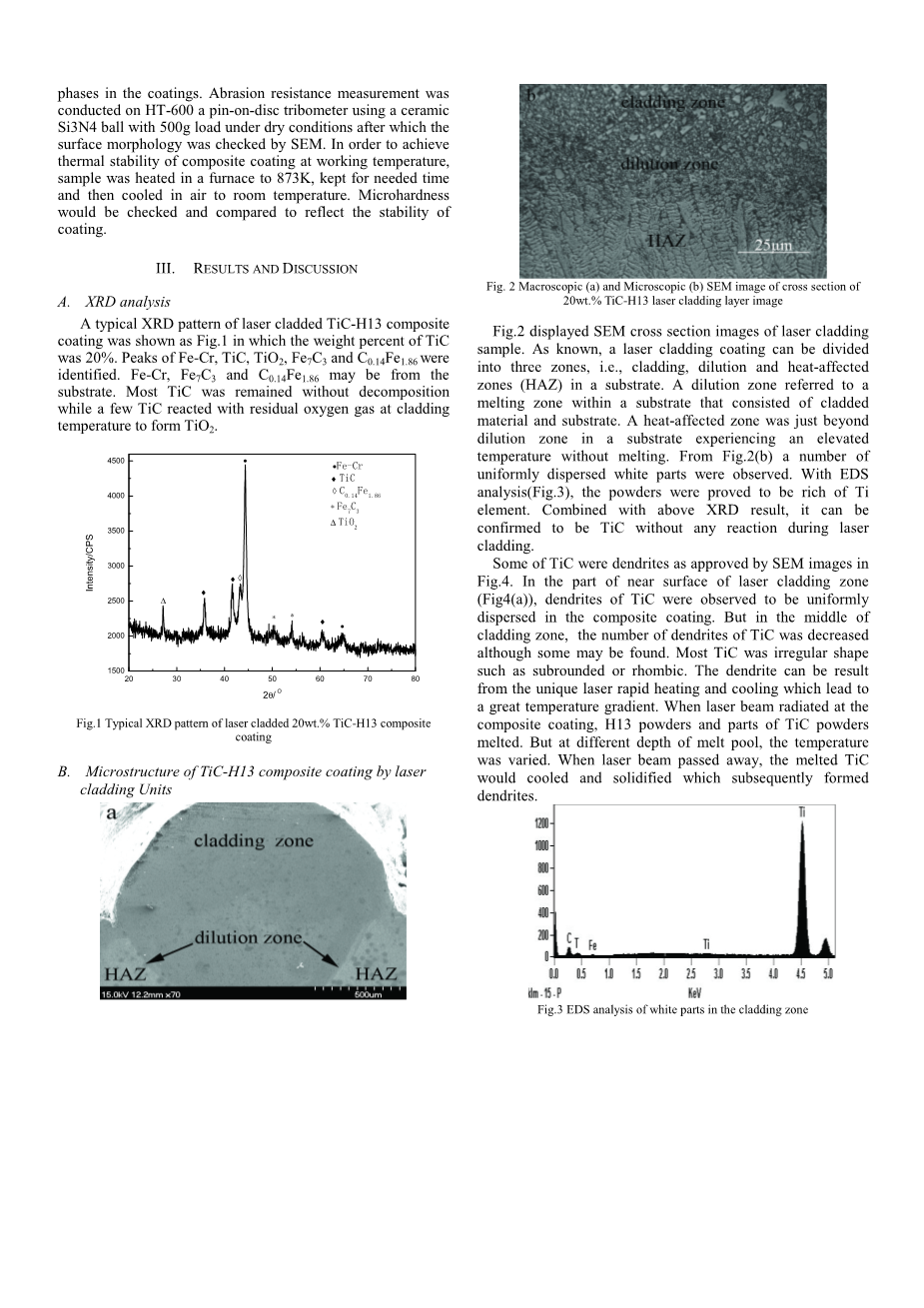
图2宏观(a)和显微镜(b)20wt。%TiC-H13激光熔覆层图像横截面的SEM图像
图2显示了激光熔覆样品的SEM横截面图像。众所周知,激光熔覆涂层可分为三个区域,即基板中的包层,稀释区和热影响区(HAZ)。稀释区是指基底内由熔覆材料和基底组成的熔化区。热影响区刚刚超出基板中的稀释区,随着温度的升高而没有熔化。从图2(b)中观察到许多均匀分散的白色部分。通过EDS分析(图3),证明粉末中富含Ti元素。结合上述XRD结果,在激光熔覆期间没有发生任何反应的TiC。
一些TiC是树枝状晶体,如图4中的SEM图像所示。在激光熔覆区的近表面部分(图4(a)),可以观察到TiC的枝晶均匀分散在复合涂层中。但是在包层区域的中间,虽然可以找到一些TiC的枝晶但是其数量明显减少了。大多数TiC是不规则的形状,如次圆形或菱形。枝晶产生比较特别,既可以在激光快速加热中产生,也可以在温度冷却时产生,这导致枝晶会有很大的温度梯度。当激光束照射在复合涂层上时,H13粉末和部分TiC粉末熔化。但是在熔池的不同深度处,温度是变化的。当激光束消失时,熔化的TiC将冷却并固化,随后形成树枝状晶体。
图3包层区白色部分的EDS分析
图4(a)顶部和(b)包层区域中间的TiC枝晶
- TiC-H13复合涂层的耐磨性
图5摩擦系数 - 磨损时间曲线
图5表示摩擦系数随磨损时间的变化。两个样品的系数不稳定,但在磨合期10分钟后逐渐稳定并只产生小幅波动。复合涂层的系数(平均0.85)低于H13基底的系数(平均0.68)。复合涂层和基材质量损失的比较(表2)证实复合涂层具有更高的抗磨损能力。
表2 H13钢板和激光熔覆TiC-H13复合涂层的质量损失
|
样品 |
H13基板 |
20重量%的TiC-H13 |
|
质量损失(mg) |
1.29 |
0.37 |
图6(a)H13基板和(b)20wt。% - H13激光熔覆复合涂层的磨损轨迹
图6显示了在相同磨损条件下H13基材和复合涂层的磨损轨迹的宏观形态。图6(a)表明H13基板和陶瓷球之间的典型撇渣磨损。磨损表面粗糙,具有典型的塑性变形, 附着力和沟槽 [17]。复合涂层中添加TiC会导致塑性变形的临界载荷增加,塑性变形面积减小,弹性恢复增强,最终减少陶瓷颗粒的嵌入并减少裂缝范围。然后,激光熔覆层的犁形厚度较浅(图6(b)),因此激光熔覆复合涂层具有良好的颗粒耐磨性。
D.热稳定性测量
图7不同热处理下20wt%TiC-H13激光熔覆复合涂层的显微硬度
H13基板的平均显微硬度为HV0.2400,而激光包覆H13涂层(未添加任何TiC)的平均显微硬度比原基板略高,约为HV0.2530。添加TiC(20wt。%)后,平均显微硬度为HV0.2800,比基材高两倍(图7)。硬度的增加应该是TiC的原因。上述XRD和EDS结果证实TiC均匀分散在复合涂层中,这可以改善硬度。另一方面,TiC粉末嵌入涂层中以阻碍晶粒生长,因此细晶粒强化可能是硬度提高的另一个原因。
在600℃下热处理6h和18h后,激光熔覆20wt%TiC-H13 复合涂层的显微硬度降低到了HV0.2500和HV0.2100(如图7所示),这也是处理后的H13基板的两倍。该结果表明添加TiC-H13复合涂层有望在高温下工作。应该提到的是,在6小时处理后,发现HAZ的显微硬度比未处理的样品高HV50。这可能是由于温度保持期间的二次硬化[18]。
- 结论
通过H13基板上的激光熔覆实现20wt%TiC-H13复合涂层,以增加耐磨性。证明TiC均匀分散在涂层中从而作为增强相存在。对于激光熔覆时不同的温度梯度,发现了不同形状的TiC。激光熔覆复合涂层表现出比H13基底更好的颗粒耐磨性和更高的热稳定性。
参考文献
[1] Castro G., Fernacute;andez-Vicente A., Cid J.. Influence of the
nitriding time in the wear behaviour of an AISI H13 steel
during a crankshaft forging process. Wear, 2007, 263: 1375-
1385.
[2] Basso R.L.O., Candal R.J., Figueroa C.A., Wisnivesky D.,
Alvarez F.. Influence of microstructure on the corrosion
behavior of nitrocarburized AISI H13tool steel obtained by
pulsed DC plasma. Surf. Coat. Tech., 2009, 203: 1293-1297.
[3 ]Genel K. Boriding kinetics of H13 steel. Vacuum, 2006,
80(5): 451-457.
[4] Wu C, Luo C, Zou G. Microstructure andproperties of low
temperature composite chromized layer on H13 tool steel. J.
Mater. Sci. Tech., 2005, 21(2): 251-255.
[5] Yang J, Zhang T. Tribological properties changes of H13
steel induced by MEVVA Ta ion implantation . Appl. Surf.
Sci., 2004, 229 (124) : 249-253
[6] Saklakoglu Nursen. Characterization of surface mechanical
properties of H13 steel implanted by plasma immersion ion
implantation. J. Mater. Proc. Tech., 2007, 189 (123) : 367-373.
[7] Ueda M, Leandro C, Reuther H, et al. Plasma immersion
ion implantation of nitrogen into H13 steel under moderate
temperatures. Nuclear Instru. Meth. Phys. Resea. B, 2005,
240(1 /2) : 204-207.
[8] Da Silva L L G, Ueda M, Nakazato R Z. Enhanced
corrosion resistance of AISI H13 steel treated by nitrogen
plasma immersion ion implantation. Surf. Coat. Tech., 2007,
201 ( 19 /20) : 8291-8294.
[9] Rodriacute;guez Baracaldo R, Benito J A, Puchi Cabrera E S, et
al. High temperature wear resistance of
全文共13549字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[2140]

