
英语原文共 5 页,剩余内容已隐藏,支付完成后下载完整资料
基于单片机的自动计数系统
摘要:针对人工计数精度低、效率低的问题,介绍了一套适用于颗粒工件计数的自动计数系统。红外发射接收模块为传感器,当工件通过被测区域时,工件会遮挡光,接收模块会发出脉冲信号,通过工件的计数即为工件编号。本文详细介绍了光电检测法的硬件电路和软件设计,并在此基础上开发了一种在线式自动控制光电计数器系统。实验结果表明,该仪器具有计数精度高、检测速度快、实用性强等优点。
关键词:光电传感器;自动计数;单片机
简介
近年来,随着饰品行业的快速发展,人工计数和包装的精度低、效率低,已不能满足行业的需求,因此开发一套高精度的微粒工件自动计数和包装装置迫在眉睫。本文设计了一套基于光电检测方法的自动计数系统,该系统具有对不同直径颗粒工件的自动计数和包装功能。该系统具有计数精确、检测速度快、实用性强等优点。
系统基本框架
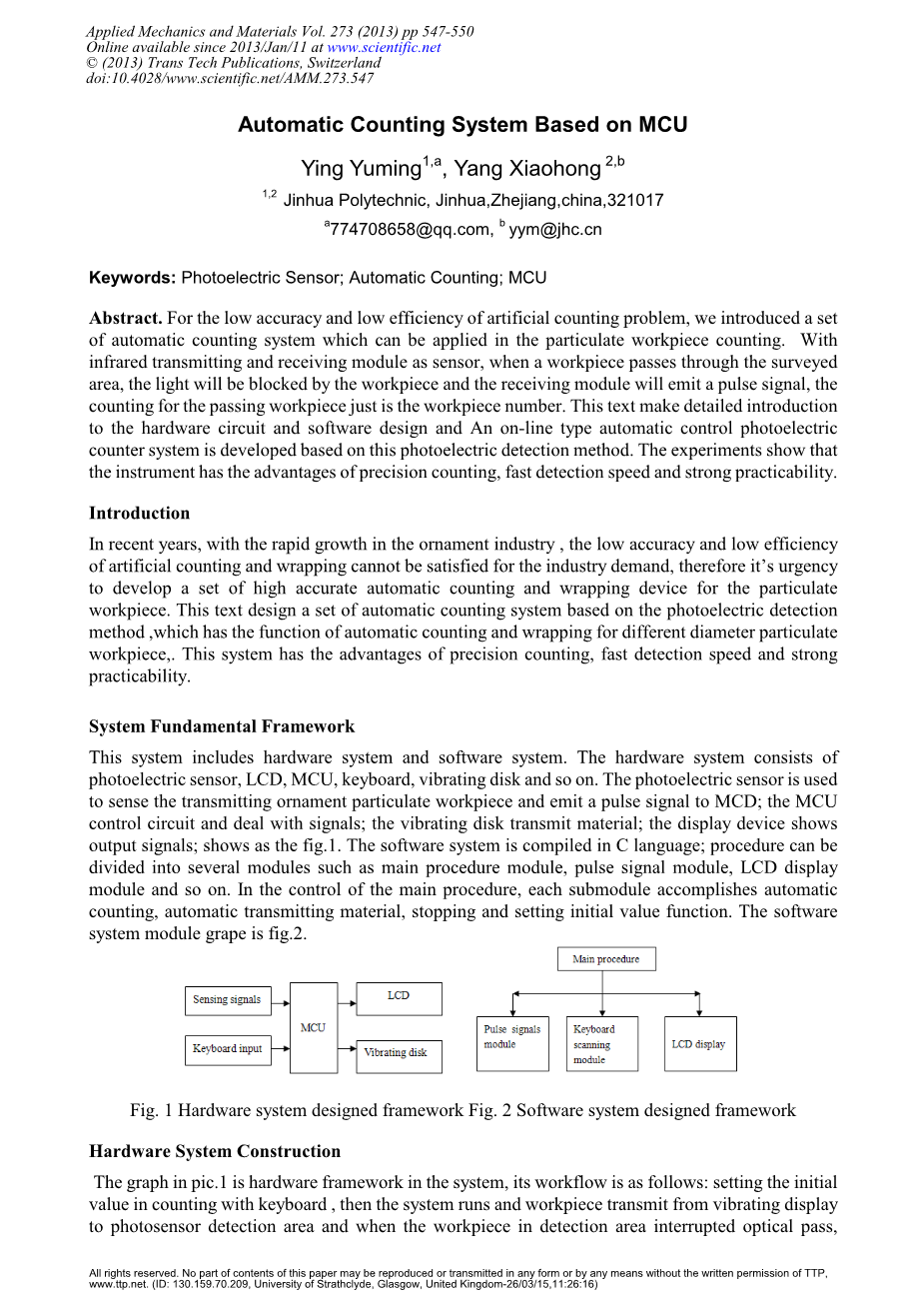
本系统包括硬件系统和软件系统。硬件系统由光电传感器、液晶显示、单片机、键盘、振动盘等组成。所述光电传感器用于检测所述发射的装饰物微粒工件并向MCD发出脉冲信号;单片机控制电路及信号处理;振动盘传料;显示装置显示输出信号;如图1所示。软件系统采用C语言编写;程序可分为几个模块,如主程序模块、脉冲信号模块、液晶显示模块等。在主程序的控制中,各子模块实现了自动计数、自动送料、停止和设定初值功能。软件系统模块grape如图2所示。
图1硬件系统设计框图 图2软件系统设计框图
硬件系统结构
图1为系统的硬件框架,其工作流程为:用键盘设定计数初始值,系统运行,工件从振动显示区传送到光电传感器检测区,当检测区工件中断光程时,光电传感器输出脉冲信号后,单片机对脉冲信号进行判断和处理,并控制振动显示、液晶显示和缠绕部分的电机,最终完成自动计数和自动缠绕功能。
图3接口电路MCD
电路控制和信号处理由单片机完成,其接口电路如图3所示。外围电路主要包括晶体振荡器电路、复位电路、液晶显示电路、振动盘、键盘接口电路、红外传感器电路等。
红外光电传感器
红外光电传感器利用光电元件实现光信号到电信号的转换。光电检测方法具有精度高、非接触、反应快、结构简单、多参数测量、形式多样等特点,因此光电传感器在检测与控制中得到了广泛的应用。本系统选用欧姆龙公司生产的E32-T16J红外传感器作为整个系统的检测元件,其工作原理是红外发射器处于发射状态,并将红外光线发送到接收端。当没有工件通过时,红外线不遮挡,无p-
图4红外传感器原理
接收端接收到的脉冲信号。当工件通过检测区域时,红外线部分或全部被遮挡,直到工件通过检测区域。我们可以设置光通量阈值,当接收到的光通量低于阈值时,接收端发送信号,MCD接收到该脉冲信号后开始计数,如图4所示。
MCD和键盘
本系统控制中心采用MCD AT89C51单片机;这种类型有24个I/O接口。的照片。图3为MCD XTAL1与XYAL2连接晶振电路。这条电路在通电后大约10毫秒开始振荡。XTAL2引脚的振幅大小约为3V正弦波时钟信号,其振荡频率主要由石英晶体频率决定。这个系统的时钟频率是12 mhz, fosc = 12 mhz时钟周期548个制造业和工程发展1/12micro;s;RST连接复位电路,P1.4-P1.7引脚连接键盘输入电路。P2.0-P2.7和P3.0的九脚通过74LS245连接LCD控制线;P3.7连接传感器的输入信号。这种MCD具有在线下载和编程功能。计数过程中,输入装置采用按钮形式,设置功能实现。
液晶显示
本系统选用12864液晶显示屏作为显示系统状态和计数信息的装置。可形成完整的中文人机交互图形界面。具有多种界面风格和简单的操作顺序。
振动盘
振动盘是由料斗、底盘、控制器和给料机组成的自动定向分选给料机。其原理是通过脉冲磁铁的振荡使漏斗在垂直方向上振荡,使漏斗扭摆围绕其垂直轴振荡。
图5 软件系统的控制过程
料斗中的颗粒工件在振动作用下沿螺旋轨道向上至窥视器,系统能使无序工件自动排序定向,然后精确地将工件逐个送出,最后在工件通过红外光电传感器区域时计数。
软件系统设计
软件系统采用C语言编写,程序分为主程序模块、脉冲信号模块、LCD显示模块等几个模块。系统按顺序通过主程序调用各个子模块。其控制程序流程如图5所示,在运行系统时,首先对系统进行初始化,然后设置参数,然后根据新的参数开始运行。当计数数达到预定值时,系统自动停止计数,等待包装,否则继续计数。
脉冲信号模块
为了准确计数,必须准确记录脉冲信号的幅度。该模块的工作流程如下:系统通电,发射端发射光信号,接收端将信号转换为TTL电平。当检测区域不存在任何工件时,MCD接收5V高电平信号,当工件通过检测区域时,MCD接收0V低电平信号,然后通过计数低电平脉冲信号的数量来计算工件号。
键盘扫描模块
在键盘模块中,软件系统以按键中的低电平为有效值,按按键操作顺序进行。其工作流程如下:系统通电,然后看到低电平信号。如果是低电信号,则进入比例子程序,判断关键分配,然后进行比例处理。
液晶显示模块
显示信息可以设计为工件设定号、工件计数值、工件累积值和包装数量。系统采用串行方式控制该模块,在对控制器进行读写操作前必须进行读写测试,以确保读写操作为0。事实上,由于MCD的工作速度低于LCD的反应速度,不需要进行读写测试,也不需要进行短时间的延时。串行控制和指令发送的数据分为高4和低4,然后进行零点下降操作。
振动盘模块
振动盘模块的功能是当机器开始运转时,MCD向振动盘发送稳定的脉冲信号,使振动盘处于工作状态。振动具有快速、低速和停止三种工作状态,系统以初始设定参数控制振动盘的运动状态。
实验数据与结论
为了验证该控制系统的精度和可靠性,我们选择不同直径尺寸的装饰件在样机上进行了10组10次(共1000次)的连续试验。数据如表1所示:
表1不同直径工件试验数据
|
直径 (mm) |
次数 |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
1 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
|
1.5 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
|
2 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
1000 |
从表1的数据可以看出,该自动计数机对不同直径的装饰件可以精确地检测出工件的毛坯数量,具有较高的检测精度。综上所述,该自动计数机利用红外光电传感器自动检测工件,实现了对众多小工件的计数。具有计数准确、速度快、结构简单、实用性强的优点。适合在工程中推广应用。
参考文献
- 王松德,姚丽萍,红外传感器在无线电控制计数系统中的应用[J]光谱学与光谱分析(2010)
- 顾学群,in:传感器与检测技术[M]北京.中国电力出版社(2008)
- 庆大光电有限公司[EB/OL].带KS0108控制器的液晶显示模块使用说明书http://www.tsingtek.com/pdf
- ]孟武生,李亮,基于AT89C52单片机的步进电机控制系统.微电子(2009)
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[236931],资料为PDF文档或Word文档,PDF文档可免费转换为Word

