英语原文共 14 页,剩余内容已隐藏,支付完成后下载完整资料
金属磨削烧伤检测方法综述
何宝凤,魏翠娥,丁思源,石照耀
(北京工业大学精密测量技术与仪器北京工程研究中心,北京市朝阳区平乐苑100号,北京100124)
摘要:
磨削烧伤检测对于金属零件制造至关重要,因为磨削烧伤不仅会降低工作性能和疲劳寿命,还会影响精密磨削的质量。当由于不适当的磨削条件而使磨削区内的工件温度升高到材料的回火温度以上时,就会发生磨削烧伤,从而导致表面的微观结构发生变化,强度、塑性和硬度降低,并且可能引入残余应力。这项研究全面介绍了每种现有的金属磨削烧伤检测方法,并讨论了它们的应用、优点和局限性。此外,还提出了用于检测金属磨削烧伤方法的发展趋势。
目录
1 引言
磨削是使用硬质磨料颗粒作为材料去除介质的加工过程常用术语,通常被认为是获得工件的高精度和精密表面粗糙度的关键步骤[1]。某些重要的工业材料,例如球轴承钢,超高强度钢和高温合金在磨削过程中容易烧伤,而金属零件的工作性能和使用寿命受磨削烧伤程度的影响很大。对于表面质量有很高要求的旋转零件,例如凸轮轴和发动机曲轴,在交变负荷环境下工作时,磨削烧伤后产生的残余应力可能会导致严重的后果,包括网状裂纹和表面剥落。当由于不适当的磨削条件而导致磨削区中的工件温度升高到材料的回火温度以上时,会发生磨削烧伤,从而导致工件表面的回火和微观结构变化,伴随亚表层的强度、可塑性和硬度下降,并且产生残余应力[2-3]。
在磨削中,由于磨粒与工件相互作用而发生材料去除,这需要极高的能量消耗。实际上,所有能量都转化为热量,并集中在车轮样品相互作用区域内。此外,磨削过程中产生所产生热量的60%-95%直接传导到工件表面,并在表层形成局部高温,而磨削区的温度可高达800–1000°C甚至更高,所以在表面上形成较大的温度梯度。当瞬时温度超过临界值,例如金属材料的相变温度时,就会出现热损伤现象。因此,磨削会在短时间内在工件表面产生高温,并导致对工件的热损伤,例如磨削烧伤、相变和疲劳裂纹[4]。
当磨削烧伤达到一定程度时,表面层会出现安全性和疲劳寿命方面的潜在问题,例如拉伸残余应力,硬度降低和微裂纹。控制金属部件的物理性能对于保证质量至关重要[5],因此,磨削烧伤检测对于金属零件的制造显然十分重要。一般来说,磨削烧伤的有效检测的目的是识别热损伤的发生和程度。检测方法分为两种,一是通过在金属部件发生烧伤之前检测其先驱条件来预测磨削烧伤的预测方法,二是检测金属部件发生烧伤之后的验伤检测的技术,该方法目前已经得到广泛应用。此外,随着工业自动化和人工智能的不断发展,新方法也在不断发展,以满足对磨削过程进行定量检测和自动检测的要求。这项研究全面介绍了每种现有的金属零件磨削烧伤检测方法,并讨论了它们的应用、优点和局限性。此外,还提出了用于检测金属磨削烧伤方法的发展趋势。
2 事前预测方法
磨削烧伤对金属部件性能的严重影响是不可逆的。因此,通过各种功能的传感器来监控磨削力和温度等磨削条件尤其重要。一些学者在现有信息的基础上探索了根据某些理论和规则进行测量和计算的预测方法,即测量和计算是意料之外的磨削烧伤之前完成的。 如果金属组件被烧伤,表面质量将变差,从而导致强度、可塑性和硬度的变化。 因此,应在磨削烧伤发生之前做出合理的预测。 预测热损伤的方法是基于对磨削原理的深入分析。 从理论上讲,可以计算出临界条件,然后根据该特殊条件采取相应的措施或设置临界参数值。通过这种方式,可以通过实时监控的手段,达到预先防止烧伤发生的目的。
2.1 磨削力测量
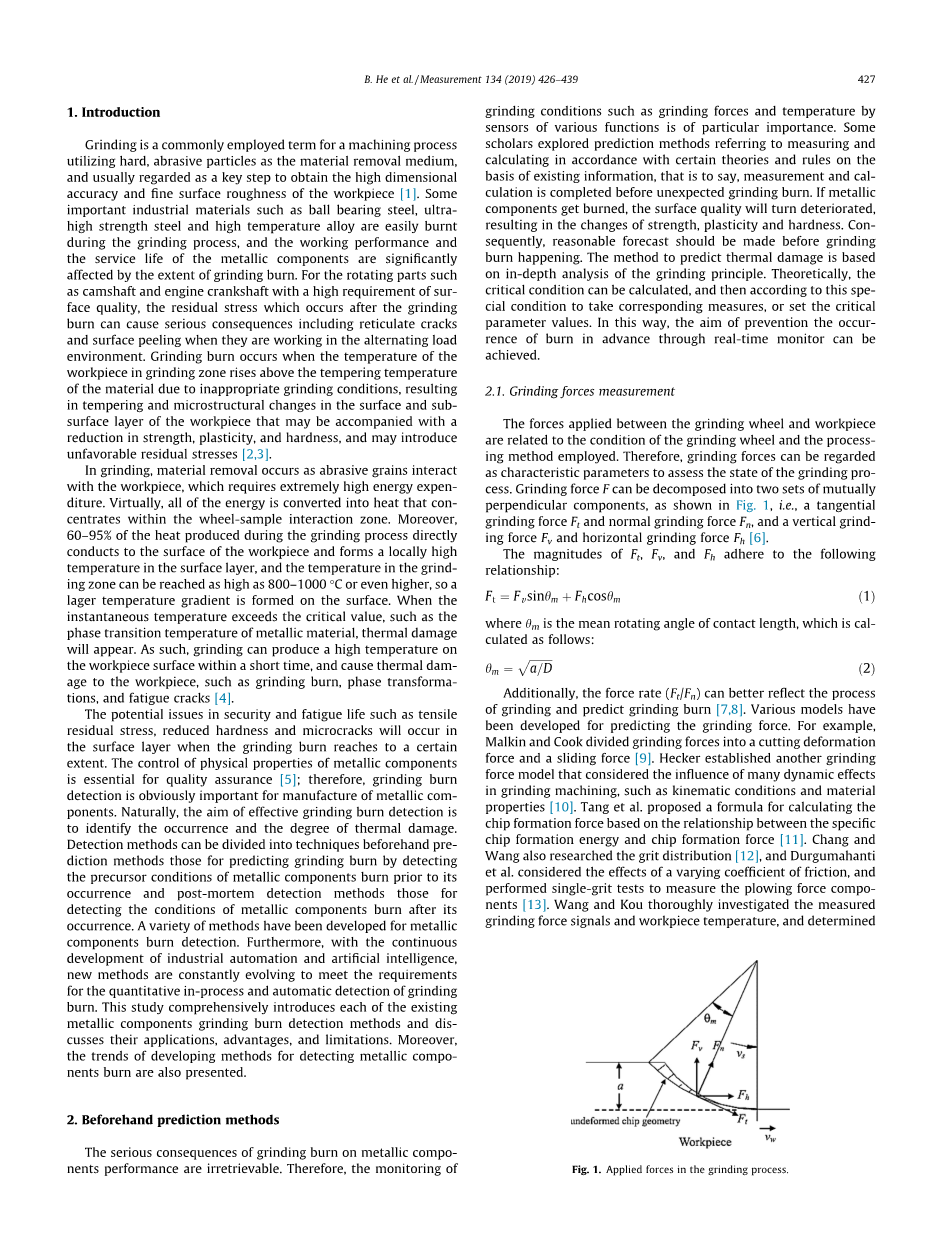
砂轮和工件之间施加的力与砂轮的状态和所采用的加工方法有关。 因此,可以将磨削力视为评估磨削过程状态的特征参数。 磨削力F可以分解为两组相互垂直的分量,如图1所示,即切向磨削力Ft和法向磨削力Fn,垂直磨削力Fv和水平磨削力Fh [6]。
(1)
其中theta;m是接触长度的平均旋转角,其计算如下:
(2)
此外,力率(Ft / Fn)可以更好地反映磨削过程并预测磨削烧伤[7,8]。例如,Malkin和Cook将磨削力分为切削变形力和滑动力[9]。Hecker建立了另一个磨削力模型,该模型考虑了磨削加工中运动条件和材料特性等许多动态因素的影响[10]。Tang 等提出了一种基于切屑形成能与切屑形成力之间的关系计算切屑形成力的公式[11]。Chang和Wang也研究了砂砾的分布[12],而Durgumahanti等人考虑了摩擦系数变化的影响,并进行了单砂试验以测量犁体的分量[13]。Wang和Kou彻底研究了测得的磨削力信号和工件温度,并确定了信号的临界条件[14]。Malkin和Guo研究了碳钢和低合金钢中Ft,Fn与磨削力比之间的关系,并通过测量磨削力间接获得了磨削烧伤量,从而获得了磨削力的临界阈值[4]。Tan通过结合局部接触条件的变化和磨削力模型[15],得到了沿齿轮齿廓的磨削力和功率分布。然后,可以通过比较获得的磨削力值,进一步计算磨削力和临界值来揭示有关热损伤的深入知识。秦等在钛的超声振动辅助磨削过程中建立了基于物理的预测切削力模型,并基于该数学模型通过非线性回归分析来计算超声振动磨削力模型的系数[16]。
图1 磨削过程中施加的力
磨削的比能,定义为单位去除物料体积所消耗的能量:qtotal = Ftvs / lb,其中b是砂轮的宽度[14],也可以视为特征参数,用于评估磨削过程的状态。与其他加工技术相比,磨削涉及的比能要大得多,通常为一到两个数量级,这是因为除磨削中的切屑形成外,还会进行犁削和滑动过程[1]。Ghosh等开发了一个数学模型来预测轴承钢的比能,方法是假设剪切和犁切的分量平均分配,然后计算磨削时的总比能作为所有四个能量成分的总和,即剪切(Uc),犁切(Upl),以及主要(Upri_r)和次要(Usec_r)摩擦[17],如下所示:
(3)
Mann等定义了磨削力,材料去除率和比能之间的关系,并进一步提出结合微观结构、硬度和表面残余应力的烧伤极限模型,在这个简单的模型中没有考虑切削液[18]。Mayer等在磨削烧伤表达式中纳入两个材料系数的值,并根据应变计磨削测力计测量的磨削力所得比能,预测Vasco X2M钢的热损伤[19]。Wang等基于液膜沸腾现象来解释工件烧伤的理论,并研究了切向磨削力、磨削温度和磨削硬化烧蚀之间的关系,为预测磨削温度避免产生轮齿烧伤提供了参考。
磨削力是评估磨削过程和砂轮性能的基本且重要的参数。 因此,在较早的磨削烧伤预测模型中,仅使用有限的参数(例如磨削力)来评估磨削烧伤的表面特性并确定磨削参数的设置范围。 尽管在后来的磨削烧伤预测模型中,逐渐考虑了其他参数,包括砂轮的粒度、材料、犁、摩擦力和切屑形成力,并且综合分析使该模型更接近于实际的磨削烧伤情况。这些类型的间接方法可以预测磨削烧伤的发生,但由于在没有统一标准的情况下通过实验获得了临界值,因此很难在实践中应用。
2.2 磨削温度测量
2.2.1 磨削温度监测法
由于表面温度和磨削烧伤之间存在明确的关系,因此测量磨削温度为预测其发生提供了一种潜在的直接方法。Wang等提出精确测量磨削区的温度可以减少热损伤并控制磨削产品的质量[21],已经开发出了多种测量温度的技术,主要包括热电偶和红外测量技术。
热电偶温度测量中使用两种类型的热电偶,即嵌入式热电偶和箔/工件热电偶。如图2所示,在磨削区附近的工件上安装热电偶可以在生产现场强烈干扰的情况下提供在线磨削温度监控。这种方法简单实用,特别适用于间歇性CBN砂轮磨削温度监测[22]。Shen等提出了一种新方法,该方法采用环氧树脂来固定嵌入式热电偶,而不是将热电偶焊接在工件表面的盲孔内[23]。Lefebvre等提出我们采用箔/工件热电偶来测量磨削过程的热分布,以预测烧伤的发生[24]。Tonshoff等提出使用热电偶作为温度测量的首选方法,作者总结了单线和双线方法的应用[25]。Wang和Kou在磨削表面以下的工件中嵌入了三个热电偶以验证其热学模型[14],并且从第一个热电偶获得的值低于其他两个,因为第一个热电偶周围的材料温度较高。在测试期间,热电偶未达到稳态条件,而其他两个热电偶均达到了稳态,并提供了相等的温度值。
目前,红外测温方法包括红外热成像、红外辐射和光纤红外测温。 Jihong等通过热成像系统测量磨削温度,以找到温度最高的局部表面区域[26]。Huang等根据红外测量仪[27]对磨削火花温度的特征分析,提出了一种在线识别技术来识别磨削烧伤。Brosse等采用热像仪测量磨削区的温度,并进一步分析了磨削热源的形状[28]。Curry等通过将近红外光谱成像仪的探头放置在工件的孔中深处来捕获磨削区的温度,然后信号通过光纤传输到光谱仪[29]。由于无法获得磨削区中的实际温度,因此已经开发了几种间接方法来捕获由磨削热引起的对其他可测量参数(如切屑)的相关影响。Vedhavalli等通过测量切屑中损失的碳含量来估算低碳钢样品的磨削区温度[30]。Dai等研究了未变形的切屑厚度对镍基超合金Inconel718的磨削温度和磨削烧伤的影响,并证明了当磨削表面温度达到850°C以上时会发生烧毁行为[31]。
图2 使用嵌入式热电偶进行磨削温度测量的示意图
在磨削过程中测量接触温度是一个巨大的挑战,因为它受多种因素影响。通常,出于实验目的,热电偶是一种较便宜的装置,因为它是插入工件而不是砂轮中的,而热电偶温度测量是一种接触方法,会损坏被测材料,影响工件内部的热分布,而且该方法不能用于连续
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[235469],资料为PDF文档或Word文档,PDF文档可免费转换为Word

