
英语原文共 11 页,剩余内容已隐藏,支付完成后下载完整资料
为了提高纤维增强复合材料(FRP)管的生产效率和产品质量,该制造系统开发了玻璃纤维管道内部加热固化工艺。 本文介绍了机械结构和工作原理并在长丝固化过程中建立温度与固化度的耦合数学模型缠绕玻璃钢管道。 通过有限元软件ANSYSL开发了数值模拟程序。 管壁厚度的影响模拟了纤维体积分数和对流系数对固化过程中温度和固化程度的影响,从而提供玻璃钢管道养护工艺优化的理论基础。
关键词:ANSYS; 治愈; 固化控制; 固化程度领域; 固化机制; 固化模型; 固化工艺优化; 纤维增强复合材料管道; 有限元法; 内部加热; 机械结构; 数值模拟 蒸汽加热; 温度场 缠绕机。
1.介绍
纤维增强复合材料(FRP)管具有许多优点,例如良好的耐腐蚀性,光滑内墙,隔热效果好,制造成本低,等等,使其成为最佳替代品传统钢管。环氧玻璃钢管道广泛用于石油,化工,电力项目电力和工业用水系统[1-3]。现在主要玻璃钢管道的制造方法是缠绕成型采用环氧树脂和纤维作为基础材料[4]。之后在缠绕过程中,管道需要固化和拔出。传统上,玻璃钢管道的固化通常采用外部加热固化过程,通过放置来固化管道将它们放在固化炉中。外固化特性是炉子加热块的热量传递到管道通过辐射,传导和对流时管道被加热。传热方向来自外部管道中心线的空间。因为炉子本身具有很大的热惯性和高能耗,并且作为主要的传热介质,空气很小,使温度缓慢升高和降低管道。固化温度控制困难。这个导致管体的固化质量差,产量低效率。
相反,内部加热固化的方式应用的过程是在外部缠绕复合材料可以在内部加热的金属心轴表面通过蒸汽。心轴中的热能被传递到复合层直接用金属管固化壁的耐热性小。产品可以加热在这种传热模式下迅速制成环氧树脂被迅速治愈。如果固化参数可以在几十分钟内完成树脂固化的整个过程设置正确。而且,它可以被调节和在上升和下降过程中进行精确控制,使环氧玻璃钢管道的生产更加准确[5]。通常,缠绕,固化和提取的过程外加热固化工艺的玻璃钢管道的制造通过缠绕,固化和提取设备进行,分别。在本文中,制造系统用于环氧玻璃钢管道采用内部加热固化工艺可以完成三个管道的开发仅使用一台机器进行生产。空心轴能使蒸汽循环的绕组玻璃钢管的固化工艺该系统集成传统的缠绕,固化和提取设备合二为一机床,因此该系统的应用可以减少机器和管道生产成本的提高生产效率。
大量缺陷(例如尺寸公差,分层等)on)在复合材料产品中采用环氧树脂作为基础归因于温度控制不正确渐变和固化不均匀。传统方法,例如实验和反复试验无法有效控制复合材料的固化温度分布。对于许多较粗的管道,为了保持内部材料的温度均匀,我们尝试增加固化时间;因此生产成本也会增加。的数值模拟的应用,可确保均匀温度分布和减少的固化时间,可以避免固化不足和过度固化,它可以还可以精确确定胶凝点的时间和终点固化时间。有限元方法的介绍可以建立瞬时数值分析模型固化过程中的树脂复合材料。它提供优化固化工艺参数的理论基础例如加热温度和固化时间,并减少实验时间,不仅可以提高产量效率并提高产品性能降低了生产成本[6]。
Bogetti和Gilliespie [7,8]研究了模拟二维固化过程的基础建立热固性厚截面复合材料关于热耦合的有限差分法传导和固化动力学,并预测了关系温度,固化度分布和固化曲线在任何部分的位置。 Tzeng和Loos [9]模拟了轴对称纤维缠绕复合材料的固化工艺材料。 Park和Lee [10]开发了二维有限元法模拟固化过程厚截面复合材料的特性分析温度沿圆柱厚度方向分布。Oh和Lee [11]使用通用的有限元软件来进行三维固化工艺模拟厚截面环氧树脂复合层压板。 Song[12]和ren[13]采用有限元方法分析用于长丝缠绕血管的固化模拟。
本文介绍蒸汽加热芯棒技术对高压玻璃钢管道的固化工艺,发展一个集成了传统绕线,固化和提取设备集成到一个机床中,并介绍制造的结构和工作原理系统。该系统集成了传统的绕线和提取设备集成到一个机床中。空心可以在内部循环蒸汽和冷却水的芯棒用于完成缠绕,内部加热固化,冷却和吹入玻璃钢管道。管道的固化过程是涉及热传导的复杂耦合过程和放热化学反应。选择和固化工艺曲线的设计对于管道质量。本文根据热化学模型,采用有限元方法研究温度和固化的分布规律和变化规律通过数值模拟确定固化过程中的温度。它为优化玻璃钢管道养护提供理论依据工艺。
2.机器的工作原理
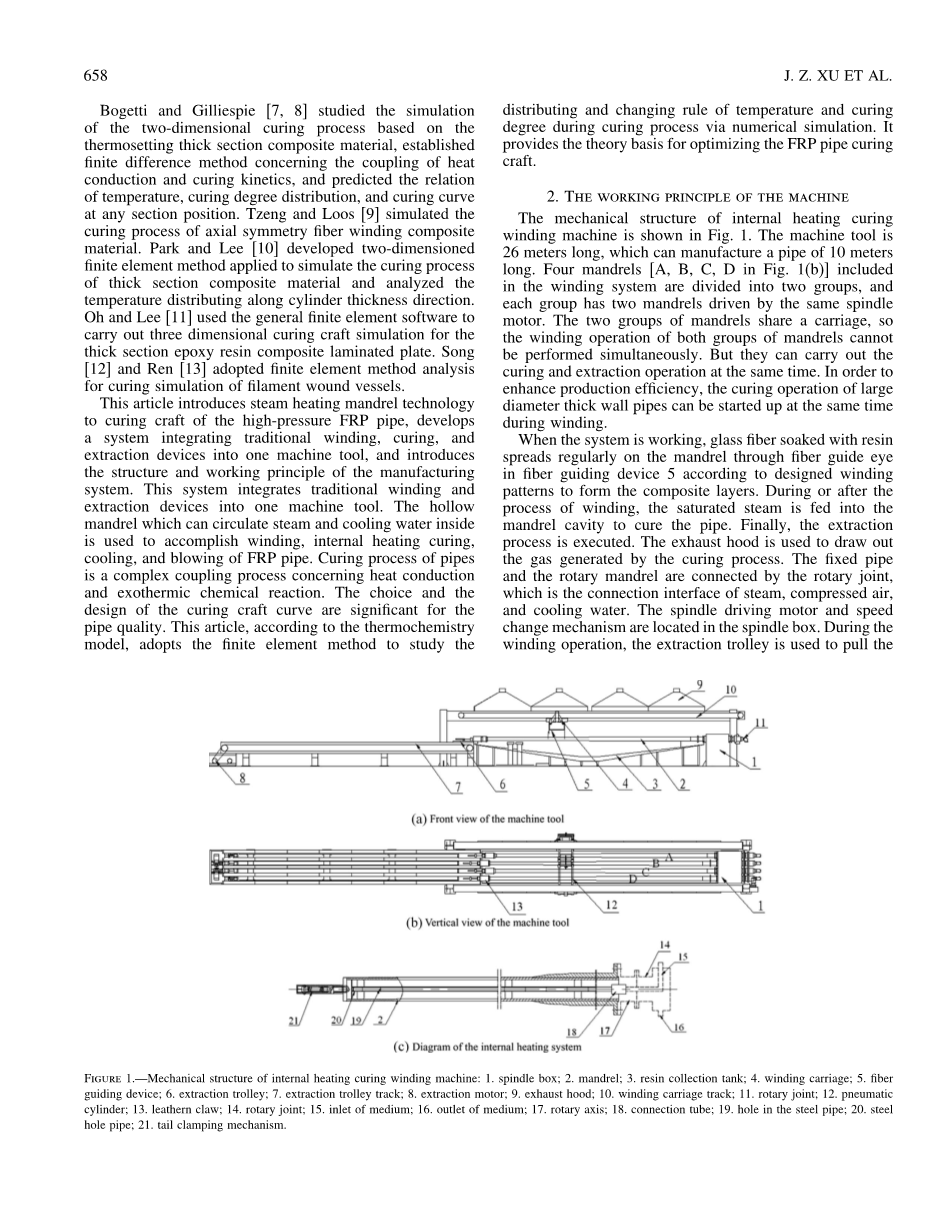
内部加热固化的机械结构绕线机如图1所示。长26米,可以制造10米的管道长。包括四个心轴[图1(b)中的A,B,C,D]在绕线系统中分为两组每组有两个由同一主轴驱动的心轴发动机。 两组心轴共用一个马车,所以两组心轴的卷绕操作不能同时执行。 但是他们可以进行同时进行固化和萃取操作。 为了提高生产效率,固化操作量大直径厚的壁管可以同时启动在缠绕过程中。
系统工作时,玻璃纤维浸有树脂通过纤维引导眼定期在心轴上散布根据设计的绕线方式在光纤导引装置5中图案以形成复合层。期间或之后在缠绕过程中,饱和蒸汽被送入芯棒腔来固化管道。最后,提取处理被执行。排气罩用于抽出固化过程中产生的气体。固定管和旋转芯轴通过旋转接头连接,这是蒸汽,压缩空气,和冷却水。主轴驱动电机及转速更换机构位于主轴箱中。在此期间收卷操作中,使用提取小车拉动芯棒,并使用圆柱体确保芯棒很紧在提取过程中,管道被夹紧通过位于提取推车上的皮制爪子由抽芯车从心轴中抽出由抽气马达驱动。为了缠绕两个管道同时,安装了两个光纤导引装置。
蒸汽加热芯棒技术是关键玻璃钢管道生产线。 的加热系统机床如图1(c)所示。 芯轴2是带有内部加热系统的缠绕芯轴集成了加热,冷却和吹扫三个功能。该图显示了心轴与旋转的连接轴和旋转联轴器依次旋转。 里面的空心缠绕芯轴,有一个带孔的钢管通过连接管与旋转接头连接。 的加热和冷却介质进入连接管钢孔管由介质入口进入芯轴腔,旋转轴腔和旋转关节腔钢管孔上的孔并排放到介质出口。 芯轴的加热,冷却和吹气通过切换蒸汽,水和压缩的空气。
显示控制系统的原理框图图2中的绕线操作模式设计,过程设计和同步运动滑架和主轴的控制由工业个人计算机(IPC)和同步运动控制器MC206。 在固化控制子系统中,嵌入式工业计算机和PLC(可编程逻辑控制器)承担固化功能曲线设置,温度和压力信号采样,和调节阀控制。 中提取控制子系统,PLC负责顺序控制提取小车和支撑辊的操作心轴和管体分离。
3.内部加热固化原理和控制系统
FRP管的固化原理如图3所示。玻璃钢管体由多层玻璃纤维组成用热固性环氧树脂浸泡。 芯轴是空心金属管,壁厚均匀。空心钢管用于输送饱和蒸汽,压缩空气和冷却水。 缠绕后在操作中,用于加热心轴的蒸汽被送入心轴的内腔通过小孔钢管孔的表面。 加热的心轴转移加热到纤维和树脂层,然后交联发生固化反应。 在固化过程中,管道使旋转运动以均匀加热FRP管体防止未固化的液态树脂聚集在下表面引力导致的管道。
当内部加热固化系统工作时,来自锅炉的饱和蒸汽进入内部通过流量调节阀的心轴腔,然后进入外腔加热心轴。的外腔冒出的蒸汽和冷凝水通过流量调节进入热水箱阀和切换阀。压力传感器温度传感器安装在心轴测量蒸汽中的压力和温度心轴。冷却水进入心轴腔软化后,从在心轴腔外,最后流回冷却水箱实现循环利用。差距在心轴和管体之间会出现由于冷却的差异而导致冷却过程收缩,这在心轴提取中是有利的。过滤并干燥后,压缩空气将进入心轴腔,将残留的冷却水带到流出,然后在空气中进入大气水分离。这样,吹制过程完成。
内部固化控制的硬件结构系统由嵌入式工业计算机组成北京昆仑通泰公司制造的TPC105-TC22以及欧姆龙CJ1G PLC。工业计算机使用RS-485方法与PLC通信。人的机器接口(HMI)由MCGS开发专业的工业控制软件。 HMI软件是用于控制四个心轴的固化过程。三控制模式专为操作员设计:自动模式,小节控制模式和手动模式。对于设置预期的固化后,自动模式温度,加热时间,冷却时间和吹风时间,将控制气动阀的打开或关闭接近实现三种流体介质的切换依次调节温度打开两个蒸汽调节阀。小节模式可以实现加热,冷却和吹。手动模式主要用于用于系统调试,其中调节阀和阀门的开关站气动阀可以手动控制。
4.数值模拟与有限元固化过程分析
传热模型和固化模型是建立温度和温度的数学模型FRP管体内的固化度分布及其是计算机数值模拟中的关键模型。 的传热,化学流变和化学过程内部加热固化成型工艺的动力学是在心轴的外表面完成。固化时,FRP管会被蒸汽加热,树脂体系发生放热化学反应放热后发生反应,进一步加剧复合材料的温度。 增强型温度促进树脂的固化。 所以,释放出更多的热量。 几次加热后阶段,树脂固化完成。 在不同的固化下工艺参数(例如复合材料的初始温度,加热温度,加热时间),温度和管体内的固化分布不同,并且产品质量也不同。
4.1 导热方程和固化动力学方程
在玻璃钢管道的养护过程中,内部温度分布取决于传热管体速度和固化放热速度反应。 因此,对温度场的分析是本质上具有非线性内部的热传导问题热源。 内部热源取决于固化过程中释放的热量。 假设省略了沿管道轴向的热传导,并建立了这个问题的数学模型基于傅立叶传导定律和节能法律。[14,15]
其中p,c和T是密度,热容量和复合材料的绝对温度;K r是径向导热率; H是树脂最终反应热 是固化度; d / dt是固化速率功能。 在固化操作(t = 0)之前,内部管体温度等于树脂温度T0,固化速率为0。即初始条件为
当固化过程开始时,内表面复合管的温度取决于外表面的温度变化过程。
因为金属的导热系数大,我们可以假设管道等于心轴温度或加热蒸汽温度。
在内表面,管道的边界条件为
在外表面,管道的边界条件为
其中Tm(t)是心轴加热过程,即固化周期; h是外部的传热系数复合管的表面; Tw是外部温度管道的 是环境温度。 因为树脂的固化反应非常复杂,大部分研究动力学是基于经验模型而不是严格的反应机制。 对于环氧树脂,方程是[14,16]
其中k1和k2是由下式定义的固化速率常数Arrhenius方程,即
其中A是频率因子; E是活化能; R是通用气体常数; T是绝对温度; 他们与材料有关; A,E,m和的值n可以通过实验确定。
为了真正模拟固化过程,在这项研究中我们将温度方程视为瞬态热包括内部热源的电导率方程,并采用数学中的有限元方法来解决这个问题方程组。 在固化阶段,其温度场分布和变化不仅是空间域的功能,而且还有时域功能。 执行数值时分析中,我们需要离散热传导方程分别是时域和时域。
4.2空间领域的离散性
众所周知,耦合的控制方程热化学模型是
控制方程的解需要知道边界条件和初始条件。 一般数学表示的边界条件是
其中是区域边界或局部表面; Ts是边界表面温度 a,b,c定义为有效热量穿越区域边界的转移; T(t)是实际的模拟过程中界面的温度这取决于a,b和c的值。问题的初始条件是
在中.等式 (8)是简化固化动力学
方程。 在热化学模型中,每个元素都有
两个自由度:温度和固化度。
节点解矢量T(温度)和(固化
度)采用相同的有限元形状函数N (X),
其对应的近似解为[15,17]
其中是位置向量。
通过替换等式。(7)–(10)与等式。 (11)和(12),我们可以获得热力学的有限元表达式,并且离散形式的固化动力学方程:
在上述方程式中,k为导热系数3times;3的向量。
其中N1,......,Nm是m个节点元素的形状函数。下标tr是热化学值。 单元刚度矩阵Kh仅对位于对流边界处的单元的整体刚度矩阵有贡献。同样,负载向量Ph仅对对流中元素的总载荷矢量边界。 需要注意的是质量矩阵MT和等式(15)中的M,它们通常是对角线或集中式矩阵。 由于和由T和决定,因此等式(13)和(14)组成一个过渡状态耦合问题。
假
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[237525],资料为PDF文档或Word文档,PDF文档可免费转换为Word

