英语原文共 6 页
碳纤维增强塑料与铝管电磁力配合参数的参数研究
摘要
研究了碳纤维增强塑料(CFRP)与铝管件的电磁力配合连接。在该过程中,通过将存储在脉冲功率中的能量释放到线圈中,铝管被压缩到 CFRP 管并且产生力配合接头。作为高强度材料的 CFRP 用作内部部件,并且铝管作为外部部件组装到其上。将组装的管放置在 EMF 压缩线圈中并形成接头。由于 CFRP 的高弹性回复以及铝的高成形性,力配合机构导致 CFRP 和铝管的适当接合。通过对接头样品的拉伸试验,研究了不同工艺参数的影响,包括放电能量,内外部件间隙,工件厚度和支撑芯轴的使用情况。 Taguchi 的实验设计用于减少实验测试的数量并获得最佳工艺条件。结果表明,力配合连接方法可以成功地用于连接铝和 CFRP 框架。
1.简介
车和运输行业的减重特别重要。这导致燃料更低消耗和环境排放以及更高的电机效率。通常,燃料消耗量可以是车辆重量每减少 10%,减少 5.5%[1]。而且,每节省一公斤的车辆对于平均占地 170000km 的车辆,可以减轻 20kg 的二氧化碳排放量一生 [2]。为此,近年来已经开发出不同的方法,例如使用先进的高强度钢和复合材料,混合设计和空间框架结构。框架结构由空心框架制成简单的几何形状 [3] 并且在许多应用中,大多数构件是具有圆形或矩形十字形的管部分。它们可以是焊管,如轴管,自行车车架,花园椅或挤压空间框架像宝马 C1 中使用的管子。在连接框架结构的不同部分时,特别需要先进的连接技术。如果用于连接和加工的适当解决方案,替代和新材料将是经济的存在 [4]。特别是通过成形技术的连接被应用于连接框架结构。摩擦搅拌焊接(FSW)用于连接 3.0mm 厚的管状部件 [5]。他们在管内使用支撑,因为 a工具在工件上的巨大向下力。制造了无缺陷接头,但应用了这种接头对于较低厚度部件的方法是一个问题,并且夹紧装置也有几个特殊要求。他们还研究了无模液压成形的连接。开发了一个分析模型来确定在无模具的框架结构的不同部分的液压成形中,连接伙伴之间的干涉压力[6]。形状配合接头通过电磁压缩和凹槽的最佳设计制造参数,故障发生在基管的材料 [5]。在力配合连接中,使用具有较高强度和刚度的材料作为压缩的内部部分更高的关节强度 [7]。另一方面,内部部分的弹性恢复更高并且防止外部部分弹性恢复增加了接合强度。这些原则与 CFRP 特性完全匹配,因为它有一个弹性恢复倾向高,强度和刚度高。因此,进行力配合连接铝和 CFRP 部件和工艺参数的影响包括放电能量,初始间隙通过拉伸试验研究了两根管子,工件厚度和支撑芯轴的使用情况关节标本。由于该过程的多样性,使用了 Taguchi 的实验设计参数及其水平。
2.材料和实验
2.1.材料
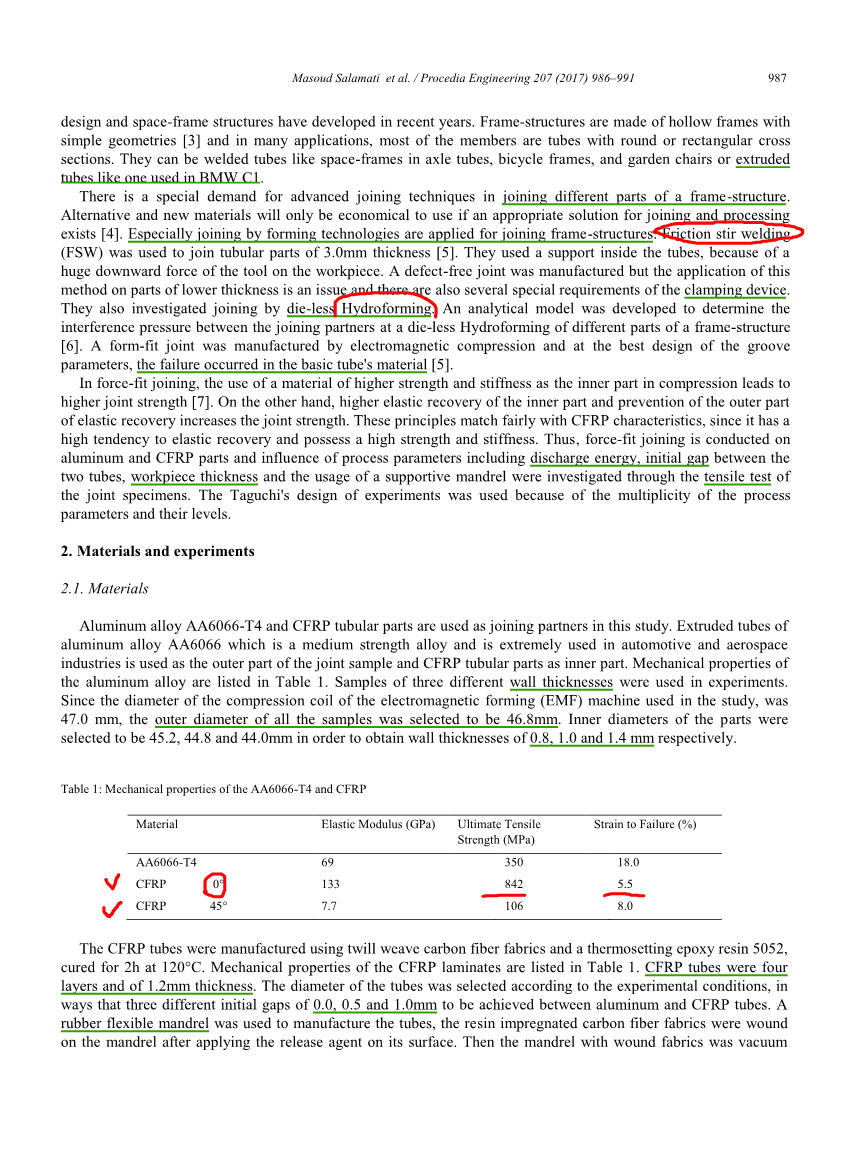
表1:AA6066-T4和CFRP的机械性能
|
材料 |
弹性模量(GPa) |
极限拉伸强度(MPa) |
应变失败(%) |
|
AA6066-T4 |
69 |
350 |
18.0 |
|
CFRP( 0°) |
133 |
842 |
5.5 |
|
CFRP( 45°) |
7.7 |
106 |
8.0 |
铝合金 AA6066-T4 和 CFRP 管状部件在本研究中用作连接伙伴。 挤压管铝合金 AA6066 是一种中等强度合金,极其广泛用于汽车和航空航天领域工业用作接头样品的外部,CFRP 管状部件用作内部部件的机械性能表 1 中列出了铝合金。在实验中使用三种不同壁厚的样品。由于研究中使用的电磁成形(EMF)机的压缩线圈的直径是47.0mm,所有样品的外径选择为 46.8mm。 零件的内径是选择为 45.2,44.8 和 44.0mm,以分别获得 0.8,1.0 和 1.4mm 的壁厚。
CFRP 管采用斜纹编织碳纤维织物和热固性环氧树脂 5052 制造,在 120℃下固化 2 小时。 CFRP 层压材料的机械性能列于表 1 中.CFRP 管为四个层厚 1.2 毫米。 根据实验条件选择管的直径如何在铝和 CFRP 管之间实现 0.0,0.5 和 1.0mm 的三个不同的初始间隙。 一个用橡胶柔性芯棒制造管子,缠绕树脂浸渍碳纤维织物在其表面上施加脱模剂后在心轴上。 然后将具有卷绕织物的心轴真空袋装并经受一定温度以固化。 由于使用了柔性心轴和脱模剂,所以固化部件可以很容易地从心轴上取下。 在连接过程之前组装的部件如图 1 所示。
2.2实验
表2:研究参数及其水平(* 1:无心轴; 2:实心心轴; 3:空心轴)
|
参数 |
水平 |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
放电能量(ED)kJ |
5.10 |
5.45 |
5.80 |
6.10 |
6.50 |
6.85 |
|
初始间隙(g0)mm |
0.0 |
0.5 |
1.0 |
--- |
--- |
--- |
|
使用支撑芯轴* |
1 |
2 |
3 |
--- |
--- |
--- |
|
金属工件厚度(t)mm |
0.8 |
1.0 |
1.4 |
--- |
--- |
--- |
图1.连接前的组装零件(左)和用于实验的EMF机器(右)
考虑用于铝和 CFRP 管的力配合连接的参数研究的工艺参数是表 2 中列出了每个参数的不同级别及其值。 值得注意的是上限根据 EMF 机器容量选择放电能量。 带电容器组的 EMF 机器250mu;F 用于实验。 EMF 机器如图 1 所示。组装好的部件放入EMF 压缩线圈。 通过在电容器组中充电适当的电压并突然将其放电关闭高电流开关,阻尼振荡电流流过线圈,产生相应的磁场。 在工件中会产生相反方向的电流,并且由于趋肤效应,电流会产生相反的电流和磁场穿透工件壁。 该成形机构可用于制造两个工件之间的力配合接头。
针对表 3 中报告的每个实验条件制造三个联合样品。以获得关节的抗拉强度和研究工艺参数的影响,联合样品的应用拉伸试验。 拉伸试验机为 Zwick / Roell Z100,室内试验速度为 1mm /min温度。 由于接头样品的厚度较小,它们不能直接夹紧在拉伸的夹具上试验机。 因此使用了保持器机构。 每个实验中三个测试样品的平均值条件被认为是拉伸试验结果。将拉伸试验的结果作为以牛顿为单位的联合分离载荷给予 Minitab 17,以初始化统计分析。 此外,记录关节的形态学观察并相互比较在此过程中获得最佳实验条件。
3.结果与讨论
表3:Taguchi的实验设计,关节样品的形态和机械特性
|
实验数量 |
ED (kJ) |
g0 (mm) |
芯棒 |
t (mm) |
拉伸载荷(N) |
形态条件 |
|
1 |
5.10 |
0.0 |
1 |
0.8 |
失败 |
--- |
|
2 |
5.10 |
0.5 |
2 |
1.0 |
1652.20 |
没有皱纹 |
|
3 |
5.10 |
1.0 |
3 |
1.4 |
没有联合 |
--- |
|
4 |
5.45 |
0.0 |
1 |
1.0 |
1937.36 |
没有皱纹 |
|
5 |
5.45 |
0.5 |
2 |
1.4 |
没有联合 |
--- |
|
6 |
5.45 |
1.0 |
3 |
0.8 |
2141.68 |
部分皱纹 |
|
7 |
5.80 |
0.0 |
2 |
0.8 |
2368.43 |
部分皱纹 |
|
8 |
5.80 |
0.5 |
3 |
1.0 |
1747.21 |
部分皱纹 |
|
9 |
5.80 |
1.0 |
1 |
1.4 |
没有联合 |
--- |
|
10 |
6.10 |
0.0 |
3 |
1.4 |
445.22 |
没有皱纹 |
|
11 |
6.10 |
0.5 |
1 |
0.8 |
失败 |
--- |
|
12 |
6.10 |
1.0 |
2 |
1.0 |
2577.27 |
没有皱纹 |
|
13 |
6.50 |
0.0 |
2 |
1.4 |
1208.07 |
没有皱纹 |
|
14 |
6.50 |
0.5 |
3 |
0.8 |
1720.94 |
完全皱 |
|
15 |
6.50 |
1.0 |
1 |
1.0 |
2380.08 |
没有皱纹 |
|
16 |
6.85 |
0.0 |
3 |
1.0 资料编号:[5208]
|

