
英语原文共 19 页,剩余内容已隐藏,支付完成后下载完整资料
S.高里*、朗吉特·库马尔、维贾亚拉和阿·萨·巴朗
印度钦奈安娜大学制造工程系
电子邮件:sgowri@annauniv.edu
电子邮件:ranjjith@rediffmail . com
电子邮件:sheytrabalan@gmail . com
电子邮件:vijayme2k@yahoo.co.in通信作者
文摘:综述了近15年来提高我们对快速发展的微机械加工领域的理解的文献。本文仅关注基于工具的微加工过程,即微切削和微放电加工。本文详细介绍了与刀具、刀具材料、工艺条件、实验工作、表面完整性和应用相关的主要技术发展,这些技术发展导致了当今的进步。
关键词:微加工;微铣削;微转向;微切削;表面完整性;微观结构效应;毛刺形成;微型电火花加工;微型WEDM;混合加工。
本文参考文献如下:高里,s .,兰吉特·库马尔,p .,维贾亚瑞,r .和巴朗,A.S.S.(2007)“微机械加工:未来的技术”,国际。《材料与结构完整性》,第1卷,第1/2/3期,第161-179页。
简历:高里分别在印度马德拉斯的印度理工学院获得了精密加工和生产工程的博士和硕士学位。他曾获得新加坡的NSTB和德国的DAAD共同财富基金的奖学金,目前是安娜大学制造工程系的教授和创始人。他目前的研究领域包括微机械加工、高速磨削、快速原型制造和专家系统,他拥有一项微机械加工方面的国际专利。
P.兰吉特·库马尔是麻省理工学院的一名讲师。
印度特里谢。他目前在安娜大学制造工程系从事微加工领域的研究。
R.Vijayaraj目前在印度佩拉姆巴鲁尔达纳拉克什米斯里尼瓦桑工程学院担任讲师,目前在安娜大学制造工程系从事微机械加工领域的研究。
巴伦是安娜大学制造工程系的全职研究学者,从事微加工领域的研究。
1.介绍
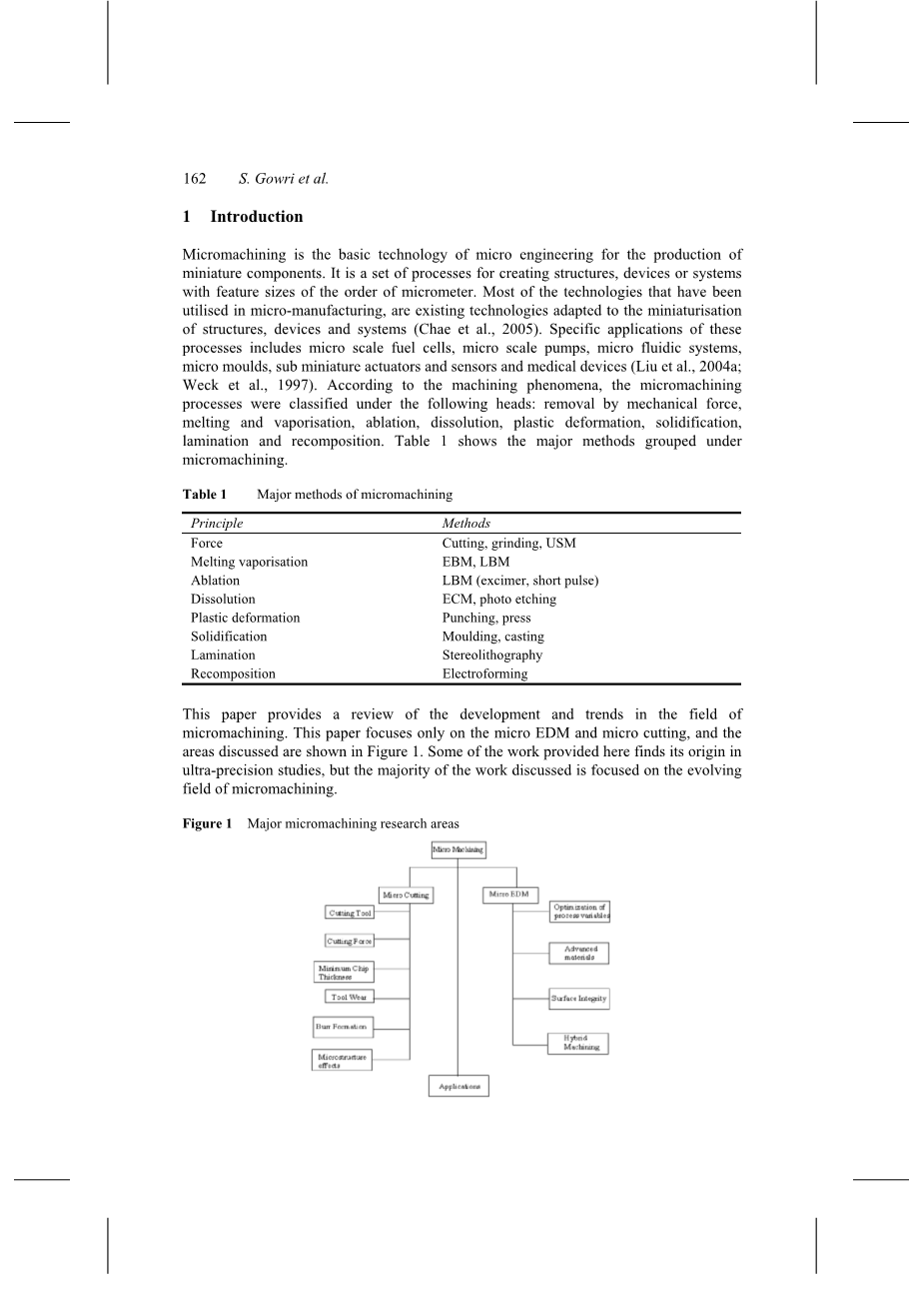
微加工是生产微型零件的微工程的基础技术。它是一组用于创建具有微米级特征尺寸的结构、器件或系统的过程。微制造中使用的大多数技术都是现有技术,适用于结构、装置和系统的小型化(Chae等人,2005年)。这些工艺的具体应用包括微型燃料电池、微型泵、微型流体系统。微型模具、微型执行器、传感器和医疗器械(刘等,2004aWeck等人,1997年)。根据加工现象,微加工过程分为以下几类:机械力去除。熔化和蒸发、烧蚀、溶解、塑性变形、固化、层压和重组。表1显示了微机械加工中的主要方法。
2. 微切削
微机械切割是一种制造微型器件和部件的方法,其特征尺寸从几十微米到几毫米不等,如图2所示。尽管机械微切割工艺可能不能获得光刻工艺中使用的最小特征尺寸,但是机械切割工艺在桥接用于制造功能部件的宏观域以及纳米和微米域方面非常重要。对于需要各种材料、界面和功能形状来形成在宏观领域内起作用的微系统的复杂微结构来说,尤其如此(Chae等人,2005)。微切削的原理与传统切削操作的原理相似。工件是用微型工具加工的。
2.1切割工具
通常,对于超精密切削,通常使用金刚石工具,但加工含铁材料的能力有限。金刚石对黑色金属材料具有很高的化学亲和力,会导致严重的磨损,因此在微切削中,它被用于有色金属加工操作(Shabouk和Nakamoto,2003年)。
许多微型工具都是由碳化钨制成的,碳化钨具有很高的热硬度和强度。Onikura等人(2000年)通过超声波振动研磨生产了直径为11 um的微型硬质合金工具。Schaller等人(1999年)生产了直径从35微米到120微米的端铣刀。方等人(2003年)利用有限元方法研究了各种微型硬质合金刀具几何形状,并得出结论:半圆形端铣刀优于三角形端铣刀或传统的两槽端铣刀。
2.2切削力
切削力决定刀具偏转和进给速度(Kim等人,2004;Dow等人,2004年)。Lucca和Seo (1991)通过实验确定,在小切削深度值下加工无氧高导电率(OFHC)铜时,剪切过程不能解释所有观察到的能量。他们表明,当切削厚度值接近切削刀片的边缘半径时,工件沿刀具侧面的犁沟和弹性恢复起着重要作用。他们注意到,在非常低的切屑厚度值下加工所需的特定切割能量不能用剪切所需的能量来解释
并且用于克服工具的前刀面上的摩擦。在这些条件下耕作的重要性被用来解释切割能量的增加。
Kim和Kim (1995)分析表明,在宏观加工中,剪切沿着剪切平面发生,而在微观加工中,剪切发生在切削刃周围。它们的正交微切削力分析模型考虑了工件沿刀具间隙的恢复和刀具边缘半径的犁削效应。他们通过模拟切削力来估计弹性效应,并得出结论,切削力不同于锐边模型。
刘等人(2004年b)发现,刀具的受迫振动和工件的弹性恢复是造成低进给速度下切削力的原因。他们还研究了低进给速度的影响,发现非常低的进给速度会由于工件的弹性变形而导致不稳定。这反过来又会造成切屑厚度的变化,从而导致凹坑的形成。
Lucca等人(1993年)研究了单晶金刚石刀具刃口几何前角和刀具刃口半径对铜超精密正交飞切中产生的切削力、推力和比能的影响。发现名义前角和刀具边缘轮廓对在20 um至10 nm的未切削切屑厚度范围内产生的力和耗散的能量有显著影响。当未切削的切屑厚度接近边缘半径的尺寸时,有效前角似乎决定了合力。在小的未切削切屑厚度下,有效的而不是名义的前角决定合力的方向。如图3所示,当切削深度低于刀具边缘半径时,刀具磨损对推力有显著影响。
Taminiau和Dautzenberg (1991)发现,当未切割的切屑厚度小于边缘半径时,特定的切割力仅取决于未切割的切屑厚度与切割边缘半径的比率。基于测量的比切削能量,估计工件材料的屈服剪应力。发现对于相同的工件材料,高精度切削中的屈服剪应力值几乎是常规粗切削中的值的两倍。作者将这种差异归因于高精度切削中较高的应变率。
Bao和Tansel (2000)建立了一个分析性的微铣削切削力模型,用于计算切屑厚度,该模型考虑了刀尖的路径,没有考虑负前角效应、工件的弹塑性变形或刀具的偏转。
2.3最小芯片厚度
最小切屑厚度被定义为在系统的完美性能下,在切削刃处从工作表面移除的切屑的最小未变形厚度(Ikawa等人,1991a,1991b)。Weule等人(2001年)指出了最小切屑厚度的存在及其对微端面铣削中可获得的表面粗糙度的显著影响。观察到锯齿状表面轮廓,这归因于最小切屑厚度效应。微加工的最小芯片厚度与边缘半径之比估计为0.293。他们进一步指出,最小芯片厚度强烈依赖于材料特性。
Kim等人(2002年)使用进给速度从0.188毫米/槽到6毫米/槽的635微米微型端铣刀对硼黄铜进行了全槽切削,并将切屑与不同进给速度下的标称切屑体积进行了比较。发现对于非常小的进给速率,测得的切屑体积比标称切屑体积大得多,这表明切屑不是随着切削齿的每次通过而形成的,这也是通过检查加工表面上的进给标记之间的距离而确定的。
刘等人(2004a)和Kim等人(2004)证明了在微加工过程中工件存在弹性变形,并且在形成芯片之前,切割或进给的深度必须在一定的临界芯片厚度以上。图4显示了最小芯片厚度的示意效果。刀具半径和最小切屑厚度之间的关系取决于切削刃半径和工件的材料流量。直接测量最小切屑厚度非常困难。结合最小厚度概念,沃格勒等人(2004)开发了一个用于预测表面粗糙度的微端面铣削工艺模型。使用有限元模拟工具,发现最小切屑厚度分别是珠光体和铁素体边缘半径的0.2倍和0.3倍。图5显示,在较低值时,最小芯片厚度的影响占主导地位。
Son等人(2005年)根据刀具边缘半径和工件与刀具之间的摩擦系数找到了最小厚度。他们通过分析发现,最小切屑厚度hm = R . 1-cos(4-B2)],其中B是刀具和未切削工件之间的摩擦角(即摩擦力/法向力= Fu/F1),R是切削刀具半径。他们还观察到,在具有最佳表面光洁度的最小芯片厚度下产生了连续芯片。
2.4工具磨损
在微观层面上对刀具磨损进行监测的工作非常有限。Tansel等人(2000a,2000b)估计了钢和铝的微机械加工中的刀具磨损,发现铝的磨损率低于钢。
Prakash等人(2001)发现,对于涂层微型端铣刀,切削刃末端的后刀面磨损最高,进给速度和切削速度对微型切削刀具的影响比轴向切削深度更大。Weinert和Petzoldt (2004)使用扫描电镜研究了刀具尺寸对刀具磨损的影响。Rahman等人(2001)在铜的微铣削中发现,对于小深度切削
(0.15毫米),刀具磨损率高于大切削深度(0.25毫米)。
2.5毛刺形成
Byrne等人(2003年)报告说,在铣削中,由于切屑的塑性变形(即弯曲)而不是剪切,刀具离开工件时的运动学会影响钻头的形成。
Lee和Dornfeld (2002)在铣削铝6061-T6和铜110时对微毛刺的形成进行了实验研究。考虑了使用127 um、254 um和635 um工具直径的一系列不同的切屑载荷和切削深度。使用扫描电镜定性测量毛刺尺寸。他们讨论了微铣削和常规铣削中不同的毛刺形成类型。标志型、翻转型、波浪型和凹凸型
在铝和铜的微铣削中观察到类型毛刺。如图6所示,考虑到毛刺尺寸与切屑负载的比率,发现刀具入口的翻转型毛刺和刀具出口的旗形毛刺按比例大于常规铣削工艺。这种差异是由于微铣削中的低切削速度和大的边缘半径-切屑负载比。作者还指出,向上铣削比向下铣削产生更小的顶部毛刺。在研究范围内,随着切削深度和进给速度的增加,发现毛刺尺寸增加。
Schaller等人(1999年)研究了去除黄铜和不锈钢微小零件毛刺的方法。黄铜涂有氰基丙烯酸酯聚合材料。这填充了工件边缘周围形成毛刺的空隙,允许切削工具总是与工件或氰基化物接合,允许切削工具总是与工件或氰基化物层接合。最后,在加工后,用丙酮作为超声波浴除去氰基丙烯酸酯。对于不锈钢,他们使用电化学抛光技术去除毛刺。最小化微毛刺的工艺是必要的,但昂贵。
2.6表面完整性(微观结构分析)
因为最常用的工程材料如钢、铝等的晶粒尺寸的长度尺度。在100 nm和100 mu;m之间,并且微加工部件的特征尺寸具有相当的数量级,材料微结构效应将在微加工中发挥重要作用。在超精密加工中,几微米的典型切削深度是常见的。在如此小的切割深度下,切屑形成发生在多晶材料的单个晶粒内部。Moriwaki等人(1991年)发现,在加工具有不同切削深度的铜时,晶体取向会影响切屑形成过程中剪切角的大小和切削力。发现剪切角高达60°。
上田和岩田(1980)研究了黄铜金刚石切削过程中晶体取向对切削性能的影响。他们在芯片的自由表面上观察到一种薄片结构,并报道了不连续芯片的形成特定范围的晶体取向。他们观察到剪切角在15°到60°之间变化,结晶取向也发生了变化。还观察到切削力和表面粗糙度值取决于材料的各向异性。
沃格勒等人(2001年)对单相铁素体和球墨铸铁进行了一系列全槽端铣试验。图7显示了加工球墨铸铁时的实验切削力及其频谱。他们在球墨铸铁试验中发现了高频成分,但在铁素体或珠光体试验中没有发现,这些高频成分是由于多相显微组织造成的。在检测的切削条件范围内,多相球墨铸铁工件的表面粗糙度值大于单相材料。表面粗糙度的增加归因于切削刃在多个阶段之间移动时出现的断续切屑形成。这一假设得到了表面痕迹频谱的支持。
他们还研究了相界的作用,用扫描电镜检查了槽底,如图8所示。对于铁氧体槽底图像(图8(a)),表面看起来相对平滑,没有任何晶粒尺寸影响的迹象。然而,对于铁素体球墨铸铁(图8(b)),在相当于晶界间距的距离上明显形成了一些微小的“毛刺”(图8(b)中的白线)。在相界处这种行为的一个可能的解释是切屑形成过程不是连续的,因为切削刃从一个相移动到另一个相。
当切削刃在各相之间移动时,切屑形成过程被中断,因为刀具在晶界处退出一相,并且在相界处形成毛刺。为了获得一些证据来检验这个假设,收集芯片并用扫描电镜进行检查,如图8所示。虽然珠光体碎片(图8(c))看起来是连续的,但铁素体球墨铸铁碎片(图8(d)是高度碎片化的,表明碎片形成过程的不连续/中断性质。
To等人(1997)使用具有0°前角和5°后角的金刚石工具对单晶铝棒进行金刚石车削,晶体轴垂直于lt; 100 gt;、lt; 110 gt;和lt; l1l gt;。他们观察到用(100;平面作为切割平面,而{110}平面由于最高的切割力和较大的力变化量会导致最高的表面粗糙度。根据作者的观点,表面粗糙度基本上受横向取向的影响,但在实验所用的范围内,受切割深度的影响不大。图9显示了晶体取向和切割深度对表面粗糙度的影响。
Arefin等人(2004年)开展了一项研究,调查切割条件和工具边缘半径对使用边缘半径在23纳米至807纳米范围内的单晶金刚石工具对硅晶片进行纳米尺度延性模式切割的影响。作者指出,硅片延性模式切割必须满足两个条件;金刚石工具边缘半径应该小于上限(实验发现约为807 nm ),并且未变形的切屑厚度应该小于切削边缘半径。图10显示了不同最大未变形切屑厚度和刀具边缘半径值的机加工表面的扫描电镜照片。
3微型电火花加工
在微细电火花加工中,传统电火花加工工艺的现象被应用在微细加工的微米级。在传统的电火花加工中,被去除的材料的量是穿过放电间隙的能量的函数。较高的能量导致较高的去除率,但也导致较粗糙的表面,因为在工件中留下了凹坑。在微细电火花加工中,关键是限制放电能量。因为小能量是制造具有高精度和良好表面光洁度的微型产品的关键,所以每次放电的能量最小化并且放电频率增加。微细电火花加工可以加工诸如硅和铁氧体的材料,这些材料具有高的电阻率,并且在通过传统的电火花加工工艺加工时具有破裂的问题。微细电火花加工的这种能力使其在微机电系统制造和其他微零件制造行业中发挥着至关重要的作用。
3.1微细电火花加工工艺优化
如今,最有效的加工策略是通过识别影响微细电火花加工过程的不同因素,并寻求获得最佳加工条件和性能的不同方法来确定的。本节对涉及工艺参数设计
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[419413],资料为PDF文档或Word文档,PDF文档可免费转换为Word

