英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
新型升流式多级厌氧反应器处理高浓度木薯淀粉废水
Lei Suna, Shungang Wanb, Zebin Yua, Yinghui Wanga, Shuangfei Wanga
摘 要
本课题研究了使用一种升流式多级厌氧反应器对木薯淀粉废水进行厌氧处理。结果显示,22日可成功完成启动。COD固定浓度为4000mg/L时,当水力停留时间为6.0h,COD的去除率可达到最大值,为87.9%;此外,水力停留时间固定为6.0h时,有机负荷率为10.2-40.0kgCOD/(m3·d)时,77.5-92.0%的COD可被去除。格劳二级动力学模型和修正的Stover-Kincannon模型被成功地用以建立实验数据的动力学模型。而且,第一次供水和第二次供水的产甲烷活性分别为0.31和0.73gCODCH4 /(gVSS·d)。最后,对污泥的形态学检查显示甲烷丝状菌属和甲烷八叠球菌属为优势微生物。所有的结果表明,升流式多级厌氧反应器可以有效用于木薯淀粉加工产生的含有高浓度COD的废水的处理。
关键词:厌氧生物处理;UMAR;淀粉废水;厌氧污泥
1.引言
有机污染废水的生物处理是一个有趣的过程,历来人们做出了相当大的努力,使其在活性污泥法处理废水的领域中向更复杂和更高效的生物反应器发展。目前,基于活性污泥法的好氧和厌氧废水处理方法被普遍接受。经过合适的分析和环境控制,几乎所有含可生物降解化学成分及BOD/COD比值为0.5或高于0.5的废水可以很容易地通过生物技术被处理。此外,由于对生活污水的去除效率高、可以去除营养物质和操作灵活性高(Gavrilescu和Macoveanu,1999),基于好氧活性污泥过程的传统好氧技术被主要应用于生活污水的处理。但是,好氧处理过程最少有两个明显的缺点:分别为相当高的能量消耗和高的剩余污泥产生量,从而需要处理和处置((Leitao等人,2006)。与传统好氧处理技术相比,废水的厌氧处理可作为可行的和具有成本效益的替代方案,因为它具有相当低的建造和运行成本、不需要氧气、具有低的营养需求量和低的剩余污泥产量、且可以沼气的形式产生能量,等等(Kushwaha等人,2011;Zhang等人,2010)。特别是厌氧系统十分适合高强度废水的处理(可生物降解COD浓度高于4000mg/L)(Chan等人,2009)。因此,高污染工业废水更适宜使用厌氧反应器进行处理,因为高污染的工业废水的COD水平高,具有能量再生的潜力和剩余污泥产量低。例如,Sentuuml;rk等人采用嗜热性厌氧接触反应器处理马铃薯片废水,其COD去除效率在有机负荷率(OLRs)范围为0.6到8kgCOD/(m3·d)时达到了86-97%。Zhang等人报道了通过二级厌氧处理过程充分回收利用木薯生产生物酒精的酿酒厂废水。Tawfik和El-Kamah采用一个联合系统来处理果汁生产工业的废水,该组合系统由一个厌氧混合反应器和随后的序批式反应器组成。因为厌氧技术与好氧技术相比有它的优势,因此,厌氧技术将会在各种工业废水处理中扮演一个主要的角色,特别是在木薯淀粉工业中。
木薯也叫树薯,是一种含淀粉的块根农作物,它作为食物、饲料和非食品产品在全世界范围里具有重要意义。这些产品70%都在非洲、拉丁美洲及亚洲位于30°N和30°S的亚热带和热带地区由小规模农户生产(Jansson等人,2009)。木薯是热带地区发展中国家超过7亿人们的主要食物来源,它已被在全球总共1860万公顷的地区种植,总产量达到2.38亿吨(Patil and Fauquet,2009)。现在木薯种植业的形态已从自给农业向产业化系统转变,把木薯处理成光谱多种多样的产品(Jansson等人,2009)。特别地,因为淀粉是植物中主要储存的多糖,所以木薯主要用于淀粉的提取。值得注意的是,自2009年以来,中国广西每年超过6亿吨的木薯收割下来都是用于提取淀粉。在此同时,废水就从现存约150个木薯工厂进行淀粉提取的过程中产生,主要包括根的预处理过程、淀粉的提取、分离和干燥过程。这些过程产生了性质为低pH值、高化学需氧量(COD)、高生化需氧量(BOD)和悬浮固体(SS)的废水20-60m3每公吨(Annachhatre和Amatya,2000;Annachhatre和Amornkaew,2001)。尽管淀粉加工厂可能会产生经过稀释的废水,但这仍然是一个污染的源头,会导致一些环境问题,例如对热带浮萍具有高毒性(Bengtsson和Triet,1994)。因此,对木薯淀粉废水处理的有效技术是很有必要的。
许多厌氧生物系统,如处理城市污水和淀粉废水的升流式厌氧污泥床反应器(Mahmoud,2008)、处理养殖废水的内循环厌氧反应器(Deng等人,2006)、处理木薯废水和厌氧池塘的竹子水平流滤池(Rajbhandari和Annachhatre,2004)等,已经被用于废水处理中。但是,在实际应用中,所有的厌氧处理系统都有微生物增长率低、沉降速度低、处理过程不稳定、水力停留时间(HRT)长的问题,而且厌氧处理后的出水有毒,一般含有铵离子和硫化氢(Chan等人,2009;Ndon和Dague,1997),需要进行后处理。
目前的研究工作设计了一种新型的升流式多级厌氧反应器(UMAR)来克服现存厌氧反应器的不足,并把它应用于高强度木薯淀粉废水处理中,用于悬浮固体去除后。实验详细研究了运行参数如流速、流量、OLR和进水COD浓度等对UMAR的影响;pH值得变化和甲烷产生量也被选定。实验结果用格劳二级动力学模型和修正的Stover-Kincannon模型来评价多组分基质的降解;此外,产甲烷活性(SMA)也被选定。最后,还研究了在木薯淀粉废水处理历程中颗粒在稳定状态时的形态和微生物构成。这个研究课题不仅能帮助了解UMAR进行木薯淀粉废水处理的过程和性能,还有助于给其他高强度的工业废水的UMAR处理提供资料和信息。
2.方法
2.1 木薯淀粉废水的特性
实验中用到的木薯淀粉废水由中国广西省Anning有限公司提供,是淀粉沉淀池的排出水,其特性见表1。未经处理的排出水为酸性,pH值在4.50和4.92之间波动。需要注意的是只有进水的pH值在启动时期需要调整到7.0来适应环境,而稳定运行时期的进水pH值不需要进行调整。另外,排出水的BOD/COD比值为0.60,表明该废水适合使用生物处理。
2.2 UMAR系统
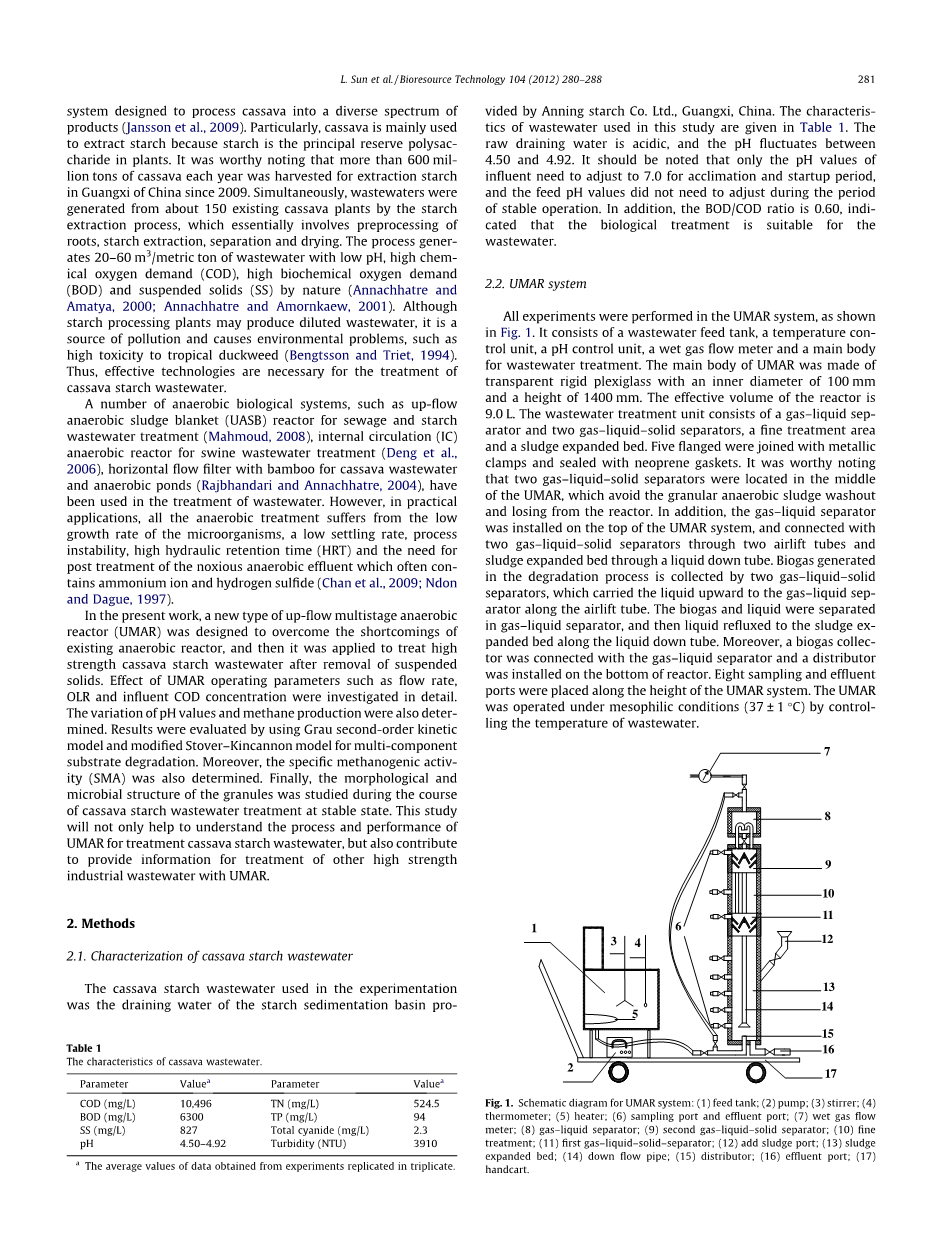
所有实验都在图1所示的UMAR系统中完成,其由一个贮水槽、一个温度控制装置、一个pH控制装置、一个湿气流量计和一个废水处理主体组成。UMAR的主体由透明有机玻璃造成,内径为100mm,高1400mm。反应器的有效容积为9.0L。废水处理装置由一个气液分离器、两个气液固分离器、一个精处理区和一个污泥膨胀床组成。金属钳用五个法兰连接,并用氯丁橡胶垫片密封。值得注意的是,两个气液固分离器都位于UMAR的中部,避免了颗粒状厌氧污泥的冲刷和从反应器中损失。此外,气液分离器安装在UMAR系统的顶部,并通过两根空运管与两个气液固分离器相连,通过一根液体下降管与污泥膨胀床相连。降解过程形成的沼气是由两个气液固分离器收集的,它将液体沿着空运管向上输送至气液分离器。沼气和液体在气液分离器中分离,然后液体沿着液体下降管回流到污泥膨胀床。而且,设有一个沼气收集器与气液分离器相连,还有一个分配器被安装在反应器底部。UMAR系统的顶端安置了八个采样和出水端口。通过控制废水温度,使UMAR系统在中温条件(37plusmn;1℃)下运行。
图2.1 UMAR系统原理图
UMAR系统原理示意图如上图所示。(1)贮水槽;(2)泵;(3)搅拌器;(4)温度计;(5)加热器;(6)取样口和出水口;(7)湿式气体流量计;(8)气液分离器;(9)二级气液固分离器;(10)精细处理;(11)一级气液固分离器;(12)污泥添加端口;(13)污泥膨胀床;(14)下流供水管;(15)配电器;(16)出水口;(17)手车。
2.3 菌种和驯化
使用从中国湖南省岳阳造纸厂废水处理车间所得的颗粒状厌氧污泥作为菌种。对于厌氧反应器启动的一个基本原则是,菌种污泥应该置于类似的废水中进行驯化,使其适应新环境,特别是对可能存在的一些有毒或者抑制化合物。因此在UMAR系统启动前,把颗粒状厌氧污泥浸入淀粉废水中在30-35℃下驯化一周,使其适应淀粉废水的环境。在驯化阶段,水力停留时间为24h时,进水的COD浓度被稀释到约2000mg/L。UMAR的运行模式为液体升流模式,木薯废水由一个持久泵(中国上海青浦沪西仪器厂)供入。
2.4 启动和操作条件
温度、pH、水力学因素和适应性污泥等环境因素都会对UMAR系统的启动有明显的影响。系统启动的总体目的是给废水处理创造一个最适当的微生物群落。在目前的研究中,在UMAR系统进行适应后,未经处理的木薯废水在37plusmn;1℃,pH为7.0的情况下不断地被引入到UMAR系统中,进水的COD浓度逐渐从2500mg/L上升至4000mg/L,HRT也从12.0h下降到9.4h,直到启动时期结束,运行时间延长。当启动过程成功完成,废水流速就从23.0L/d提升至54.0L/d,对应的HRT也从9.4h下降到4.0h,从而使COD浓度固定在4000mg/L来确定最佳的HRT。后面,再在固定的最佳HRT下,进水的COD浓度逐渐从4000mg/L提高到10000mg/L,来进一步研究进水口浓度对UMAR系统性能的影响,从而确定最佳的COD浓度值。此外,UMAR系统的pH值变化和甲烷产生量也被监控着。
2.5 动力学模型
2.5.1 格劳二级动力学模型
从所得的实验结果中,使用COD的数据寻找一个动力学模型来描述这个过程的行为。在多组分基质动力学的情况下,二级动力学模型的一般方程式(1)被用于预测反应器的行为和评估动力学参数;同时,该模型的描述已经一步步地在支持信息中列出。
(1)
式中,S0和S是进水和出水的底物浓度(mgCOD/L);t是HRT(d);k2(S)是二级底物去除常数(每天);X是被考虑的时间里反应器中的微生物浓度(mgVSS/L)。
如果把式(1)在t=0时S=S0,t=theta;时S=S的情况下整合,然后使其线性化,则可以得到以下方程:
(2)
式中,X0是反应器中微生物的初始浓度(mgVSS/L)。如果式(2)的右边第二部分用常数a来代替,则可得到式(3)如下:
(3)
则截距a等同于S0/(k2(S)X0);而斜率b的值则必须接近一致,才能说明该模型对拟合数据有效。
为了确定动力学系数,可以绘制以HRT(theta;)为横坐标,S0/(k2(S)X0)为纵坐标的曲线图,那么a和b的值可以从曲线图上的直线的截距和斜率估算出来。那么多组分底物去除常数可由式(4)算得:
(4)
2.5.2 修改的Stover-Kincannon模型
修改的Stover-Kincannon模型也被采用来描述UMAR系统的特定参数。这个模型假设在生物膜反应器如生物转盘和生物滤池中,底物利用率可以与使用单分子反应动力学的OLR有关(Buuml;yuuml;kamaci 和 Filibeli,2002)。然而,由于测量支撑生物膜生长的活性表面积是很困难的,所以这个原始模型通过引入反应器的有效容积被修改为移动床反应器。因此,底物去除率可以用两种不同的形式表达,如下所示(Debik和Coskun,2009;Sentuuml;rk等人,2010b):
(5)
(6)
式中,dS/dt是底物去除速率(kgCOD/(m3·d)),Umax是最大底物利用速率常数(kgCOD/(m3·d)),KB是饱和值常数(kgCOD/(m3·d)),V是反应器的有效容积(L)。结合式(5)和式(6)可以得出修改的Stover-Kincannon模型:
(7)
可以线性化为:
(8)
通过组合条件,式(8)的形式变为:
(9)
根据式(9),如果theta;/(S0-S)是1/OLR的直线,则KB/Umax是直线的斜率,1/Umax是直线的截距。
2.6 SMA测试
Rajbhandari和Annachhatre(2004)描述了SMA测试的原理图和方法。简略来说,厌氧颗粒状污泥样本是从UMAR底部的取样端口取得的,用水把已知量的厌氧污泥洗涤五次,去除现存的COD后,把它们转移到三个完全相同的血清瓶(500mL)中用以做平行试验。把合适量作为底物的木薯淀粉废水加入血清瓶中以便得到初始的COD值,为3500mg/L,同时把pH调整到7.0。此外,还要把2g/L的NaHCO3与底物一同加入到血清瓶中,作为实验过程中的pH缓冲剂。随后,用橡胶隔膜和铝盖把血清瓶密封,避免用氮气清除氧气后的实验过程中沼气的蒸发;然后与液体置换系统相连。同时,在一个血清瓶中加入水而不加木薯淀粉废水,作为对照实验。而液体置换瓶内含有3%的NaOH溶液。在不同的时间间隔里测量沼气产生量,直到达到480h,建立一个关于沼气产品的体积与时间的关系。此外,还要根据数据拟
全文共19331字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[11854],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 两种水处理厂活性污泥生物群落生物指示物真核生物的比较:一个案例研究外文翻译资料
- 针叶凋落物挥发性有机化合物的顶空-固相微萃取技术分析外文翻译资料
- 流动注射-在线固相萃取化学发光系统测定天然水中痕量铜外文翻译资料
- 电感耦合等离子体原子发射光谱法,火焰原子吸收光谱法和紫外 – 可见分光光度法测定制革废水中的总铬外文翻译资料
- 表面改性对活性炭吸附苯酚和2,4-二硝基苯酚的影响外文翻译资料
- 伊斯坦布尔一级和三级城市污水处理厂的成本比较评价外文翻译资料
- 基质固相分散(MSPD)是测定粉尘中多溴二苯醚(PBDEs)的简单有效的样品制备技术外文翻译资料
- 乙酰胆碱酯酶是广谱有机环境污染物的潜在生物标志物外文翻译资料
- 纳米材料导论概述:广谱应用外文翻译资料
- 植物和粪便生物炭的性质及其对邻苯二甲酸二丁酯和菲的吸附外文翻译资料

