
英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
为了智能制造过程而被共享和面向服务的CNC加工系统
摘要:为了提高效率,减少耗费,确保有效的质量,研究者对CNC加工已经集中于虚拟加工机床、云制造、无线加工。然而,在不同的系统之间信息系统的低水平是一个普遍的不利条件。在这个论文中,一个带有数据评估模块的的建立是为了加工数据库的完整和升级。一个在线监控系统基于事情和多传感器感知到的大量的信号特征的网络去感知在CNC加工过程中的状态。一个高效率和绿色最优化参数制造系统执行面向服务制造。这个智能的CNC加工系统应用于产品。
CNC加工数据库在不同的系统之间高效分享和管理加工数据。通过实时获取加速和噪声,在线监控系统的可预测准确性可达到98.8%。高效和绿色加工参数最优化系统使原始加工参数最优化和计算表明最优化的加工参数不仅提高产品效率,而且降低碳排放。这种应用提高了被分享和面向服务的CNC加工系统是可靠和高效的。这项研究发现一个为智能加工过程而被分享的和面向服务的CNC加工系统。
关键词:智能,面向服务,被分享的,数据库,监控,最优化,评估
- 介绍
自从第一代CNC加工机床产于1952年,CNC加工技术伴随着科学和技术正在个性。为了适应灵活的加工市场和高效、绿色的加工设备,为了提高效率、减少耗费和确保质量,智能的CNC加工技术是一个高效的方式。在网络环境提供一个高的附加值,低消耗和全球面向服务的制造模式,提高信息水平是为了制造过程和分享制造资源。
考虑到在制造工业中提高制造系统的重要角色,美国、日本、德国和中国在过去的30年里相继地提出研究提高制造系统和作为一个国家战略提高它。作为一个提高制造技术的重要组成部分,CNC加工是一个衡量制造工业的发展的标志。
只是依靠信息在传统制造过程中的低水平,很难解决市场全球化的挑战。为了意识到智能化制造,许多学者提出了大量的制造模式,例如敏捷制造系统、分形制造系统、集成化制造系统等等。这些系统充分利用计算机提升制造能力。然而,如何在网络环境下分享数据和由“面向产品制造”的概念向“面向服务制造”的改变,这些模式之上有几个技术瓶颈:(1)在不同的平台,数据在系统之上几乎没有被分享;(2)资源和服务的最理想分配,系统之上反映了“集中于分散资源的使用”的概念,然而,他们不能获得“集中于分散的数据管理”的目标。
与此同时,伴随着电脑和因特网,信息技术在制造中带来变革性的影响。制造基于知识和信息是一个重要的发展方向。参考[5]讨论制造方式基于物联网。它的结构和关键技术被研究。参考[6]提出了一个智能工厂的概念。通过物联网和智能监控,对于制造系统它提高了信息管理和服务。参考[7]发现了一个基于无线传感器和物联网的无线制造系统。参考[8]重要的发现,德国政府实施“工业4.0项目”去维持它的国际性的竞争力。这个项目结合了伴随着普遍存在的因特网技术的传统的制造技术。最终,一个智能的制造系统被完成。参考[9]回顾当前的加工机床技术和它的新发展。参考[10]研究的机床系统不同部分之间的相互作用。据指出分析基于动态特征提高加工精度和效率。参考[11]讨论分散的智能过程计划系统为了云制造而基于网络监控技术。参考[12]提出云制造技术由“面向产品”制造向“面向服务”制造的转变。参考[13]研究物联网在云制造中的运用,物理资源被分成四层。
受资源和环境的限制,绿色和智能制造是提高制造的唯一方法。面向服务的CNC加工系统对于CNC加工是一个新的方式。在解决环境与效率之间的矛盾的同时这个系统有能力实现在加工过程中价值产业链的附加值。智能制造是一个从能源被动向信息被动改变的加工系统的高效方式。智能制造提高生产操作和质量控制的的能力。
- 面向服务的智能CNC加工系统
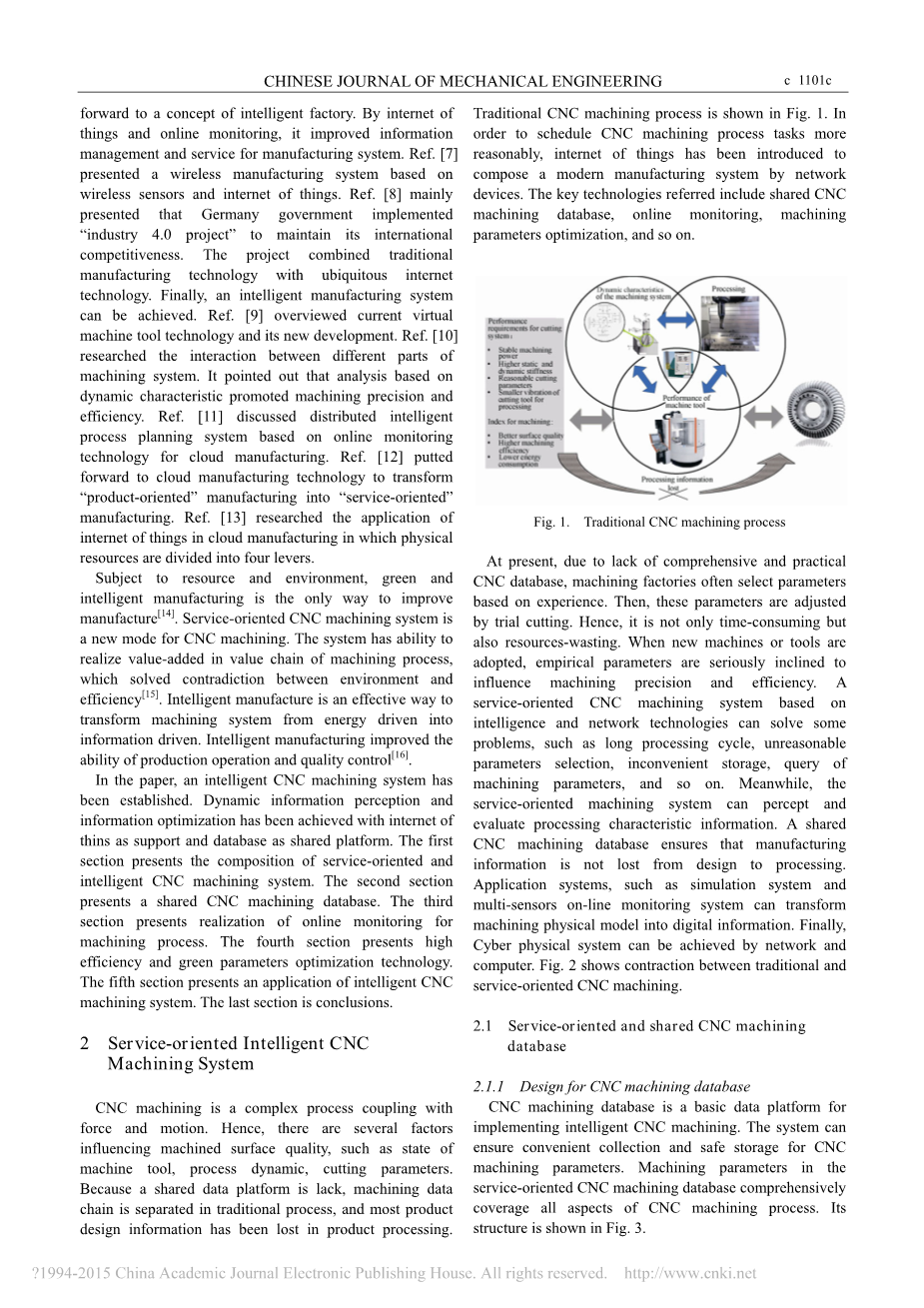
CNC加工是一个伴随着力和运动的复杂过程。因此,有几个因素影响加工表面质量,例如机床工况、加工动态、切削参数。由于被分享的平台的缺乏,在传统的过程中加工数据链被分离,以及大部分产品设计信息在产品加工过程中已经丢失。传统的CNC加工过程中表明。图1所示.为了编制CNC加工过程任务更加的合理,通过网络设备物联网已经被引进到组成一个现代的制造系统。其中关键的技术涉及到包括被分享的CNC加工数据库,在线监控,机床参数最优化等等。
图1 传统的CNC加工过程
目前,由于综合的和实际的CNC数据库的缺乏,加工工厂经常基于经验选择参数。然后,这些参数通过试切削被调整。因此,这不仅消耗时间而且浪费资源。当新的机器或工具被采用,经验的参数严重趋于影响加工精度和效率。基于智能和网络技术的面向服务的CNC加工系统能够解决一些问题,例如长的加工循环,不可靠的参数选择,不便利的存储,加工参数的疑问等等。与此同时,面向服务的加工系统能够识别和计算加工进程特征的信息。被分享的CNC加工数据库确保了制造信息从涉及到加工的不被丢失。应用系统,例如仿真系统和多传感器在线监测系统能够由加工物理模式向数字化信息转变。最终,网络的物理系统能够通过网络和电脑而完成。图2所示,传统的和面向服务的CNC加工之间的缩略。
图2 缩略型传统的与面向服务的加工过程
2.1面向服务的和被分享的CNC加工数据库
2.1.1 为CNC加工数据库设计
CNC加工数据库是为执行智能CNC加工的基础数据平台。为CNC加工参数这系统能够保证便利的收集和安全存储。加工参数在面向服务的CNC加工数据库综合的覆盖CNC加工过程的各个方面。它的结构,图3所示。
图3 功能结构和数据库界面
2.1.2 为CNC加工数据库实现
CNC加工数据库系统由数据库、应用程序、数据库管理系统、管理系统和计算机系统组成。数据库是通过电脑为了切削参数的存储。为了覆盖CNC加工过程的各个方面,这系统被分为机床工具子库、切削工具子库、切削流子库、过程参数子库和典型部分加工子库。依靠关系数据库基于概念化模块,每个数据项目已经被拘泥于物理化数据模块。CNC加工参数数据库的界面基于联系的数据模块,图4所示。
图4 CNC加工参数数据库界面
-
-
- 为CNC切削参数系统的评估模块
-
由于切削数据的资源是分散的,它需要为加工参数去测试真实性、适合性、可靠性。然后,测试的参数被分体系到数据库。根据数据的来源、数据的会员等级、使用者的满意度,有5个等级从主观和客观方面去评估切削数据。会员等级通过五个部门子库评估指引被决定,它们是加工稳定性、表面粗糙度、刀具寿命、材料切削率和能量消耗。最好的切削参数是第五个等级。最差的是第一个等级。主观的方面是参数化被使用后使用者的评估和客观的方面是使用模糊综合的方法去智能化地测试加工参数。三级评估系统结构,图5中所示。评估的加工参数能增加机床稳定性以及从机床和刀具上降低损伤。
图5 三层结构评估系统
基于合理的物理结构模式,伴随友好界面的CNC加工参数数据库系统已经被发展。给使用者提供更直观的切削参数信息,系统整合三级评估系统。数据库技术由第一代分层数据库模型向第二代关系数据库模型,然后向面向目标数据库发展的。现代数据库技术是结合智能化和模糊控制。另一方面,数据在网络环境下不同的平台之间转变。为了更好的服务CNC加工,切削数据通过Active MQ串行技术被分享。基于工作之上,面向服务的CNC加工数据库系统已经被建立,包括三个数据加工系统。它们是在线检测系统、加工动态识别和仿真系统,加工参数评估和最优化系统。通过物联网和电脑的支持,被分享和面向服务的CNC加工系统,为智能的加工形成的在图6所示。
图6 为智能化制造过程被分享和面向服务的CNC加工系统
2.2 为CNC加工的在线检测系统
2.2.1 在线检测技术和形态结构
CNC加工的稳定性是保证切削质量、提高加工效率和延长机床寿命的一种有效的方式。噪声是一个影响高速加工稳定性的重要因素。噪声产生于在切削形成的自激励振动机制。最初地加工系统模式的灵感来源于切削力。然后,噪声发生的紧密性并不等同于加工系统的自然频率。尽管在加工过程中切削形成是复杂的,噪声能够基于电脑和传感器被高效的检测。在加工过程振动信息是反馈伴随网络协助的加工参数最优化。
CNC加工检测系统使用多传感器去收集噪声、加速、当前的信号。这个系统客服了一些不利条件,单一类型的信号不能为CNC加工高效地反应特征。首先,噪声和加速信号依照预处理器被降噪。然后,特征的值是从微波包改变WPT和HHT两个方面提取,它们是能量频繁分散和可能性分散。最终,振动诊断模块已经通过模糊支持矢量机(FSVM)被建立,如图7所示。另一方面,轴和进给量的趋势被检测为了CNC加工去预测超载结果。
图7 CNC加工在线检测系统
为了CNC加工和它的结构,在线检测系统的硬件组成如图8所示。为了降低在数据获得工具上的影响和确保CNC加工设备的安全,在信号和电脑采取无线网络技术的交流。
图8 CNC加工在线检测系统
2.2.2 在线监控系统的实现
CNC加工噪声和加速信号的获取和分析系统如图9所示。噪声是一个通道信号,加速是一个三个通道信号包括X/Y/Z方向。为CNC加工过程,信号的收集和分析去检测振动。为了避免讲精确度和损坏机床和刀具的影响,加工参数能够及时和自动地被修改。特征的值通过WPT和HHT所提取。最终,为了CNC加工振动的在线监测系统已经通过FSVM而建立。微波包分解是3,然而8熵能够在一个分割信号被获取。因此,不同的振动模式能够被高效的辨别(稳定的切削、弱噪声、用旧的刀具切削)。HHT被划分为两步包括被经验模式分解(EMD)和希伯特转换。通过瞬时的频率和振幅梵音不可靠信号的时间频率特征。这意味着时间频率特征曲线的mu;和变量sigma;作为特征值被提取。基于统计理论,FSVM是一个机器方法学问克服神经网络学问的缺点,这需要大量的实例。因此,这模型基于FSVM能够基于少量实例诊断高效地振动。
图9 CNC加工噪声和加速信号获取和分析系统
2.3 CNC加工参数最优化系统
为面向服务制造的高效和绿色CNC加工参数最优化技术是解决环境友好与高质量之间矛盾的有效方法。在这个背景下,制造参数最优化系统已经被发展,它集切削力仿真、噪声稳定预测和切削参数最优化。通过CNC加工数据库,加工数据能够通过网络技术在CNC加工在线检测系统中被分享。最终,最优化系统能够提高加工效率和降低碳排放。
2.3.1 最优化客观的功能和约束
多道加工参数从绿色和高效两个方面被最优化。在加工过程中最优化目标是轮廓和碳排放。外形取决于效率、时间、费用和质量。因此,复杂的参数化问题能够被解开。基于最好的轮廓,绿色和高效率切削、碳排放的需求的满意度最优化,如下。
(1)为加工过程的外形客观的功能
单通道意味着加工通过同样的机床、刀具和连续的切削参数的一个特征。无论多么复杂的工件,加工过程在实际加工过程中能够分成几个单通道。因此,多通道加工的轮廓客观功能如下(k是进给量):
图10 面向服务制造高效率的技术结构和绿色最优化系统
图11 加工最优化参数进程和实例
3 应用
基于分享和面向服务的CNC加工系统,CNC加工服务平台已经被发展。这个系统包含CNC加工数据库、动态测试子系统、CNC加工参数最优化子系统、噪声稳定性仿真子系统和在线检测子系统,如图12所示 。
图12 CNC加工平台的应用实例
3.1 机床测试在线监测系统
振动噪声和加速信号的收集是通过WPD和HHT分解去得到能量光谱熵和时间频率特征曲线。这篇论文介绍声音分解如例(图13)。三层波能量光谱反映了在频率中能量分散的特征。这意味着值mu;和时间频率曲线变量sigma;通过HHT能够作为特征被提取出来。这些值为振动信号组成特征矢量。
图14所示通过FSVM预测精确性,根据实时加工信号。评估参数从频率领域的能量分散到实时频率领域的振幅统计分散被提取。因此,它能够从模型分析中克服主观性和任意性。最终,基于FSVM预测精确性达到98.8%。这个预测的结果在通常铣削中总体正确。预测错误发生主要是在弱的噪声铣削和刀具磨损铣削的情况下。主要弱势噪声被归类为稳定的铣削和刀具磨损铣削分类。
3.2 高效的测试和绿色切削参数最优化
加工参数是通过高效的目标、绿色目标、绿色和高效多个目标的最优化。在实际加工中,加工过程被分为粗加工、半精加工、精加工。进给数值是测试数值k,(1)根据真实状态,进给数值是1为了精加工。厚度是1mm为了确保工件的最后加工精度;进给量(k-2)是粗加工;(3)进给量是1为了半精加工。厚度是总的加工厚度是粗加工和精加工厚度。最终,参数最优化结果如表1所示。总的铝合金部分限额是50mm和它的长度1000mm。
比较经验注意加工,能量有效率通过参数最优化在很大程度上被降低。当高效和绿色制造是多重目标时,则能量有效率的最低值是1.08。所以参数最优化系统满足制造要求。
图13 通过WPD
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[487865],资料为PDF文档或Word文档,PDF文档可免费转换为Word

