英语原文共 21 页
摘要
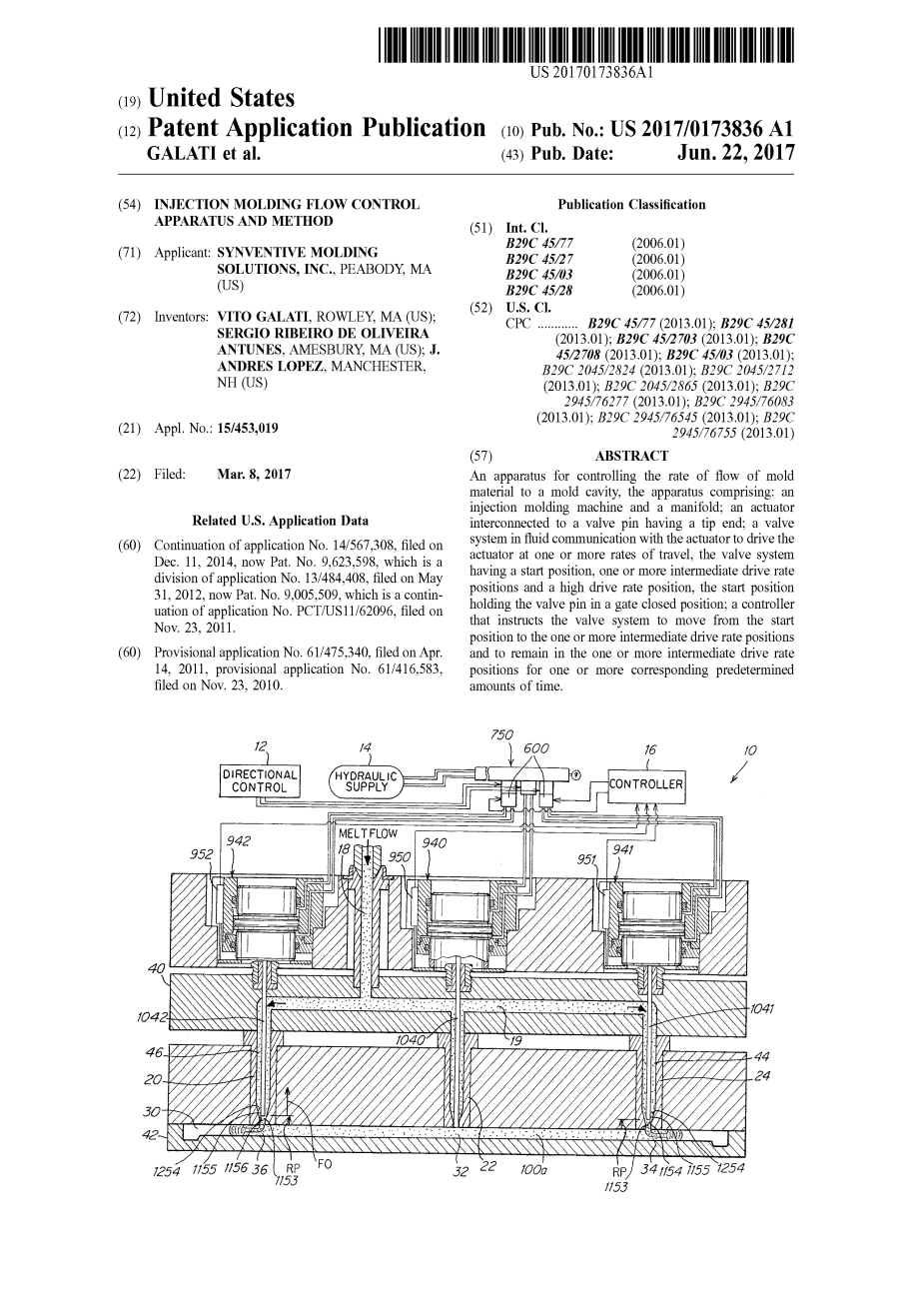
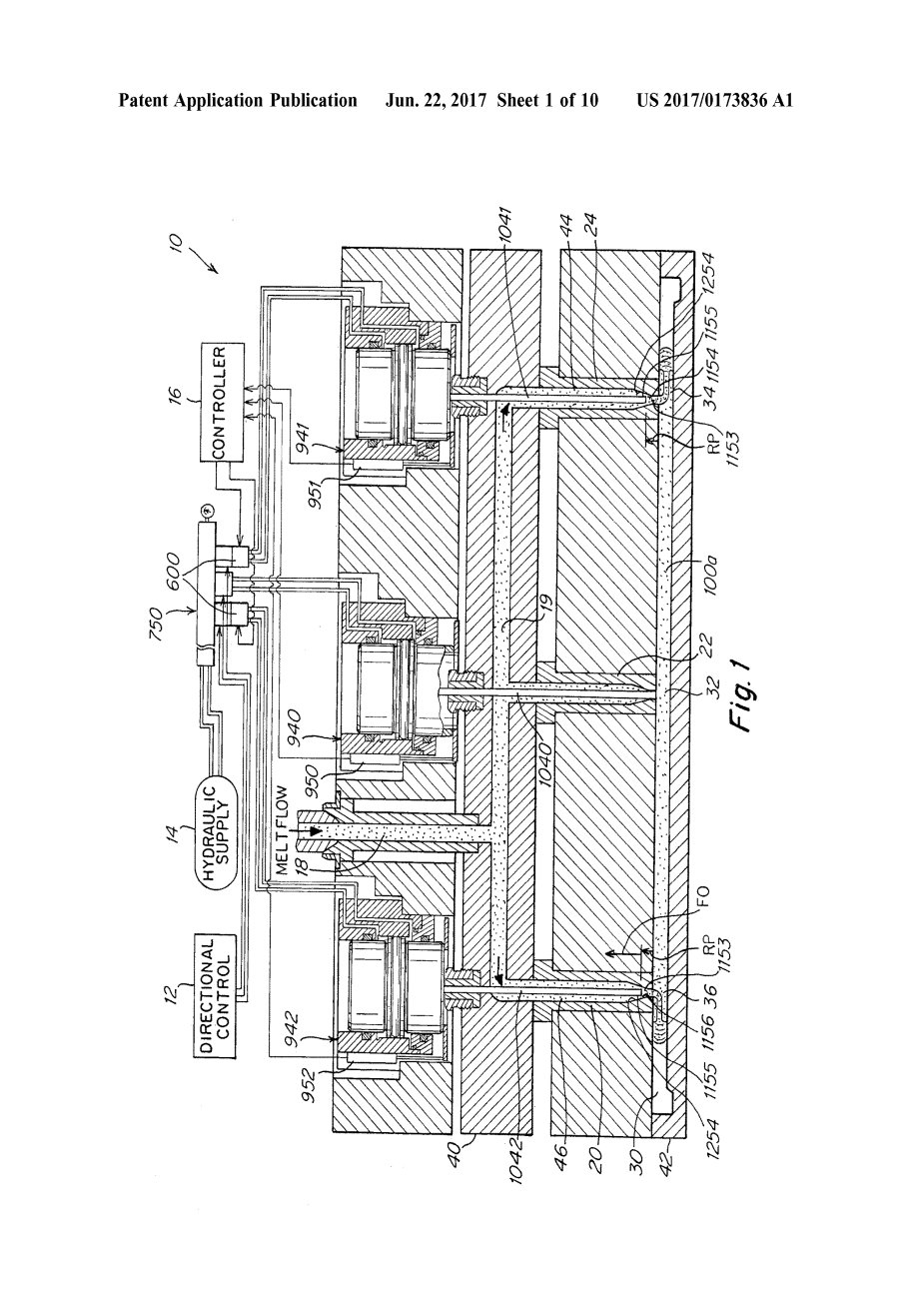
一种用于控制模具材料流到模腔的流速的装置,该装置包括:注塑机和歧管;连接到具有尖端的阀销的致动器;与致动器流体连通的阀系统以一个或多个行进速率驱动致动器,阀系统具有起始位置,一个或多个中间驱动速率位置和高驱动速率位置,起始位置保持阀针在闸门关闭位置;控制器,其指示阀系统从起始位置移动到一个或多个中间驱动速率位置,并且在一个或多个相应的预定时间量内保持在一个或多个中间驱动速率位置。
图1A
图1C
图1D
图1E
注塑流量控制
装置和方法
相关申请
[0001]本申请是一种延续,并要求优先权于美国申请Ser。2014年12月11日提交的美国专利申请No. 14 / 567,308,该申请是一个部门,并要求美国申请Ser。在2012年5月31日提交的美国临时申请序列号13 / 484,408,其是2011年11月23日提交的PCT / US11 / 62096的优先权,并要求其优先权。2011年4月14日提交的美国临时申请序列号61 / 475,340和2010年11月23日提交的美国临时申请序列号61 / 416,583,其全部内容的公开内容通过引用整体并入本文,如同完全设置一样。在这里。
[0002]以下所有内容的公开内容均属于本发明完全按照参考文献进行操作,如同在本文中完全阐述一样:美国专利No.5,894,025,美国专利No.美国专利No.6,062,840,美国专利No.美国专利No.6,294,122,美国专利No.美国专利No.6,309,208,美国专利No.美国专利No.6,287,107,美国专利No.美国专利No.6,343,921,美国专利No.美国专利No.6,343,922,美国专利No.6,254,377,美国专利No.美国专利No.6,261,075,美国专利No.美国专利No.6,361,300(7006),美国专利No.美国专利No.6,419,870,美国专利No.美国专利No.6,464,909(7031),美国专利No.美国专利No.6,599,116,美国专利No.美国专利No.7,234,929(7075US1),美国专利No.美国专利号7,419,625(7075US2),美国专利号7,569,169(7075US3),美国专利申请序列No.2002年8月8日提交的美国专利No.10 / 214,118(7006),美国专利No.美国专利No.7,029,268(7077US1),美国专利No.美国专利号7,270,537(7077US2),美国专利号7,597,828(7077US3),美国专利申请序列No.在2000年10月30日(7056)提交的美国专利申请No.09 / 699,856,美国专利申请No.2002年10月11日提交的美国申请No. 10 / 269,927(7031)。2000年2月15日提交的美国专利申请No.09 / 503,832(7053),美国申请Ser。2000年9月7日(7060)提交的美国专利申请序列号09 / 656,846。2001年12月3日提交的美国申请No. 10/006,504(7068)和美国申请No.2002年3月19日提交的第10 / 101,278号(7070)。
[0003]发明背景:背景技术已经开发了具有流量控制机构的注射成型系统,该流量控制机构在注射循环的过程中控制阀销的运动,以使销在注射循环的过程中在上游或下游移动,以便升高或者降低流体材料流入空腔的流速,以对应于注射循环长度内的预定的流体流速分布。传感器用于感测流体材料或设备的状态,传感器向控制器中包含的程序发送指示所感测状况的信号,该控制器使用该信号作为变量来控制阀销的运动。具有预定的轮廓。
[0004]发明概述根据本发明,提供了一种在注射成型装置中执行注射成型循环的方法,包括:
[0005]注射成型机和从注射器接收注射成型材料的歧管该成型机,具有输送通道的歧管,该输送通道在注射器下输送模具材料压力到模腔的第一个浇口,
[0006]与阀销相互连接的致动器,所述阀销从第一位置驱动阀销,其中阀销的尖端阻塞闸门以防止喷射流体材料流入腔体,上游至闸门上游的第二位置其中模具材料以最大速率流过浇口并且从起始位置连续上游通过第一位置和第二位置之间的一个或多个中间位置,其中阀销的尖端限制注塑模具材料的流动到一个或者超过最高费率的费率,
[0007]用于可控地驱动阀销的阀系统,该阀系统可控制地从起始位置移动到一个或多个中间驱动速率位置和高驱动速率位置,高驱动速率位置驱动上游的销高行驶速度,中间行驶速率位置以小于高行驶速率的一个或多个中间行驶速率驱动销上游,
[0008]该方法包括:
[0009]选择一个或多个时间长度以使阀系统操作或驻留在一个或多个中间驱动速率位置中的相应一个中,
[0010]开始注射循环,其中阀销的尖端处于第一位置并且阀系统处于起始位置,
[0011]调节阀系统以在一个或多个选定的时间长度的一个或多个中间驱动速率位置处操作以连续地向上游驱动阀销,
[0012]调节阀系统以在高驱动速率位置操作,以在一个或多个选定的时间长度到期时以高行程速率连续地向上游驱动阀销的尖端。
在一个替代实施例中,该方法和装置可以执行阀系统或速度的单个调节,以使阀销在整个注射循环期间从闸门一直以小于最大速度的速度行进关闭位置到行程位置的最大值。
通常调节阀系统以在模具材料已经通过另一个浇口注入腔体并且已经穿过腔体经过第一浇口之后在一个或多个中间驱动速率位置处操作。可以调节阀系统以在单个中间驱动速率位置操作一段选定的时间。
阀系统通常互连到电信号产生装置,该电信号产生装置可操作以产生可控制地可变输出的电信号,阀系统可在驱动速率位置调节,以将驱动流体的流量增加到与程度成比例的程度。在输出电信号时,调节阀系统的步骤包括操作电子信号用于产生电信号的信号发生装置,该电信号根据所选择的输出程度的电信号调节阀系统的驱动速率位置。阀系统的每个驱动速率位置优选地具有一定程度的开度,阀系统的驱动流体以与开启位置的开度成比例的速率驱动致动器和阀销。阀系统,一个或多个中间驱动速率位置,其开度小于
高驱动率流动位置的开放程度。沿着驱动路径的第一位置和一个或多个中间位置之间的行程长度通常在约1mm和约5mm之间。
在本发明的另一个实施例中,提供了一种用于控制模具材料流到模腔的流速的装置,该装置包括:注塑机和从机器接收注塑的模具材料的歧管,歧管具有输送通道,该输送通道以一个或多个流速将模具材料通过浇口输送到模腔, [0018]致动器互连到具有尖端的阀销,致动器可驱动以沿着阀芯移动阀销。行进路径从下游闸门关闭位置连续上游开始并且通过一系列连续上游中间上游闸门打开位置并且进一步连续上游连接到高上游闸门打开位置,[0019]阀系统与致动器流体连通。用一个或多个行进速率驱动流体驱动致动器,阀系统具有一个起始位置,一个或多个中间驱动速率位置s和高驱动速率位置,将阀销保持在闸门关闭位置的起始位置,高驱动速率位置以最大值驱动上游执行器阀系统能够驱动致动器的一个或多个中间驱动速率位置,一个或多个中间驱动速率位置以小于最大速度的一个或多个相应速度向上游驱动致动器,
[0020]与阀系统互连的控制器,控制器适于控制阀系统在起始位置,一个或多个中间驱动速率位置和高驱动速率位置之间的运动,
[0021]控制器包括电信号gen驱动阀系统从起始位置移动到一个或多个中间驱动速率位置并保持在一个或多个中间驱动速率位置一个或多个相应的预定时间量并且进一步驱动阀系统移动的erator从一个或多个interme在一个或多个预定时间量到期时,驱动速率位置到高驱动速率位置。
[0022]阀系统的位置优选地各自具有相应的开度,控制器适于产生可选择的输出程度的电信号,阀系统的位置的开度与所述程度成正比。输出由控制器产生的电信号。
电信号的输出可以是电能,电功率,电压,电流或电流中的一个或多个。
阀系统的位置的开度程度各自具有驱动流体的相应流速,其与阀系统的相应开度程度成比例。
[0025]阀销的尖端通常阻塞浇口以防止模具材料在第一位置流入腔体,模具材料以最大速率流过第二位置的浇口和尖端阀销限制模具材料的流动小于第一位置和第二位置之间的一个或多个中间上游位置的最大速率,并且其中
[0026]阀销处于一个或多个中间当阀系统处于一个或多个中间驱动速率位置时,上游位置。对应于阀系统的一个或多个中间驱动速率位置中的最高位置的致动器的行进速率小于对应于高驱动速率位置的致动器的行进速率的约75%。阀门系统。
阀系统的每个位置都是优选的具有相应程度的开放性,致动器以与阀门系统的位置开度成比例的速度驱动,控制器产生的电信号各自具有调节阀系统的输出程度。一定程度的开放度,与电信号的输出程度成正比。
控制器是可编程的,以自动产生一个或多个第一电信号,该第一电信号具有一个或多个相应的第一选定输出程度,其将阀系统移动到一个或多个中间驱动速率位置,以在一个或多个上游连续地驱动致动器。相应的第一速度小于最大速度,控制器在一个或多个预定器到期时产生第二电信号在开采的时间量内,第二电信号具有第二选定输出程度,其将阀系统移动到高驱动速率位置以以最大速度驱动致动器。
[0030]控制器通常包括电气或电气与电信号发生器互连的音速指令,其自动指示电信号发生器产生电信号,该电信号驱动阀系统从起始位置移动到一个或多个中间驱动位置并保持在一个或多个中间驱动位置对于一个或多个预定时间量并且进一步指示电信号发生器产生电信号,该电信号驱动阀系统在一个或多个预定量到期时从一个或多个中间驱动位置移动到高驱动位置时间
阀系统的每个位置具有相应的开度,致动器以与阀系统的位置的开度成比例的速度驱动,由控制器产生的电信号各自具有一定程度的输出,将阀门系统调节到与电信号输出程度成比例的开度。电信号的输出可以是电能,电功率,电压,电流或电流强度中的一个或多个。
[0033]进一步根据本发明,提供了一种在注射成型装置中执行注射成型循环的方法,包括:注射成型机和从注射成型机接收注射的模具材料的歧管,该歧管具有在注射压力下将模具材料输送到模腔的第一浇口的输送通道,
[0034]致动器,其互连到阀销,从第一位置驱动阀销,其中阀销的尖端阻塞闸门以防止喷射流体材料流入腔体,上游到闸门上游的第二位置其中模具材料以最大速率通过浇口流动并且从起始位置连续上游通过第一位置和第二位置之间的一个或多个中间位置,其中阀销的尖端限制模具材料流动到一个或多个更多相应的流量小于最大速率,
[0035]用于可控制地驱动阀销的阀系统,该阀系统可控制地从起始位置移动到一个或多个中间驱动速率位置和高驱动速率位置,高驱动速率位置驱动销上游高行驶速度,中间行驶速率位置以小于高行驶速率的一个或多个中间行驶速率驱动销上游,
[0036]该方法包括:
[0037]预选一个或多个时间长度以使阀系统驻留在一个或多个中间驱动速率位置中,使得销的尖端设置在限制模具材料流过闸门的位置以减少比整个所述预选时间长度内的最大速率,
[0038]开始注射循环,其中阀销的尖端处于第一位置并且阀系统处于起始位置,
[0039]调节阀系统以在一个或多个选定的时间长度的一个或多个中间驱动速率位置操作以连续地向上游驱动阀销,
[0040]调节阀系统以在高驱动速率位置操作,以在一个或多个选定的时间长度到期时以高行程速率连续地向上游驱动阀销的尖端。这种方法通常包括通过具有可编程指令的电子控制器执行自动开始和调整的步骤。
[0042]在本发明的另一个方面,提供了一种在注塑设备中执行注塑循环的方法,包括:
[0043]注塑机和歧管,其接收来自注塑件的注塑模具材料该成型机,具有输送通道的歧管,该输送通道在注射器下输送模具材料压力传递到模腔的第一个浇口,一个与阀销互连的致动器,从第一个位置驱动阀销,阀针的尖端阻塞浇口,防止注射流体材料流入腔体,上游到达浇口上游的第二位置,其中模具材料以最大速率通过浇口流动并且从起始位置连续上游通过第一位置和第二位置之间的一个或多个中间位置,其中阀销的尖端限制注入流体的流量小于最大速率的一个或多个速率,
一种驱动系统,用于以一个或多个选定的中间速度和一个或多个高于中间速度的高速可控地驱动致动器和阀销上游,该方法包括:
选择一个或多个时间长度以使驱动系统以一个或多个中间速度驱动致动器,开始注射循环,使阀销的尖端处于第一位置,
调节驱动系统以在一个或多个中间速度下驱动致动器一个或多个选定的时间长度以连续地向上游驱动阀销,调节驱动系统以一个或多个高速驱动致动器以驱动在一个或多个选定的时间长度到期时,阀销的尖端在一个或多个高速度下连续地在上游。在模具材料已经通过另一个浇口注入腔体并且已经穿过腔体经过第一浇口之后,可以调节驱动系统以在一个或多个中间速度下驱动致动器。
可以调节驱动系统以在单个中间速度下驱动致动器达单个选定的时间长度。
驱动系统可以互连到电信号产生装置,该电信号产生装置可操作以产生可控制的可变输出程度的电信号,该驱动系统可以以驱动速率调节,以将速度调节到与输出程度成比例的程度。电信号,调节驱动系统的步骤包括操作电信号gen用于产生电子信号的比例装置根据具有一个或多个所选输出程度的电信号,调整驱动系统的驱动速率。
沿着驱动路径的第一位置和一个或多个中间位置之间的行进长度在约1mm和约5mm之间。
在本发明的另一个方面,提供了一种用于控制模具材料流到模腔的流速的装置,该装置包括:
[0049]注射成型机和从机器接收注射的模具材料的歧管,该歧管具有输送通道,该输送通道以一种或多种流速将模具材料通过浇口输送到模腔,
[0050]致动器
资料编号:[4919]

