超高强度硼钢热冲压模具淬火回弹
摘要:对具有超高强度硼钢的U形部件进行了热弯和模具淬火试验,模拟了模具几何参数对回弹的影响及其机理。结果表明,通过热接触弯曲和模具淬火,可以实现具有比冷冲压强度高的弯曲部件,抗拉强度可达1500MPa。热弯部分的回弹角随着模具半径的增加而增加,冲头和模具之间的间隙也随之增加。回弹主要由不同的冷却速率和热恢复力矩的影响引起。这为控制复杂形状零件生产中应用的热冲压工艺提供了依据。
关键词:超高强度硼钢;烫金;淬火;弯曲;弹回
1简介
为了实现人类社会的可持续发展,人们对安全,环保和节能问题提出了更严格的汽车产品要求。在这种情况下,汽车车身部件通过使用变薄的高强度钢材实现轻量化是一般趋势。但随着材料强度的增加,成型性将大大降低,使传统的室温冲压过程难以保证成型件的质量和形状精度。因此,对超高强度硼钢进行了新的热冲压工艺。将硼钢加热至高于再结晶温度的适当温度,硼钢板处于奥氏体状态,然后在热冲压模具中形成部分,最后通过模具冷却和冷却部件,冷却系统,达到超强的实力。新型烫印技术与普通烫印技术的最大区别在于,片材热成型后,通过冷却系统的模具实现快速淬火冷却,而不是通过空气冷却获得马氏体,使冲压件与抗拉强度达到1500MPa以上[1,2]。近年来,世界不同国家的汽车工业和钢铁工业以及欧美,日本以及中国的主要汽车制造商都积极开展超高强度硼钢和热冲压技术的开发研究,并且开始使用热冲压技术生产超高强度硼钢部件,如侧门梁,保险杠梁,A,B,C柱等[3,4]。热成型方法是提高超高强度钢的成型性,降低变形抗力以及回弹量的有效方法[5]。为了检验热成型过程中HSS钣金的热机械流动性能,通过实验建立了描述流动应力与温度,应变和应变率之间关系的模型[6]。由于超高强度硼钢的热冲压是与材料非线性,热效应,几何非线性相关的复杂成型工艺,难以通过分析和实验方法预测结果[7,8]。由于热冲压件的超高强度,烫印后的成型几乎不会发生变化,因此热冲压件需要更高的精度。在本文中,对模具几何参数对热接触弯曲回弹的影响进行了研究,分析了热弯曲的回弹机理。
2热弯曲实验和数值模型
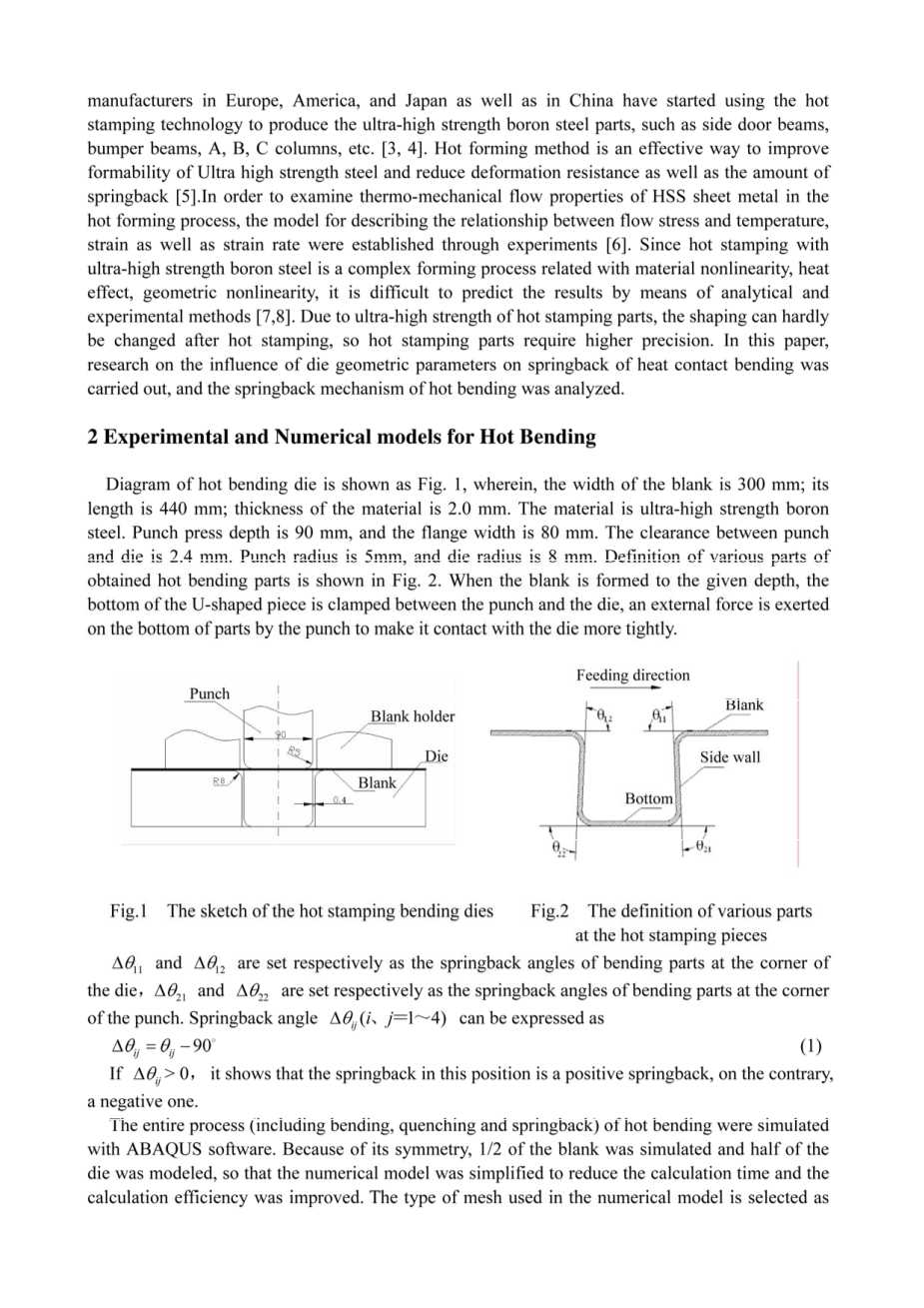
热弯模示意图如图1所示。 1,其中,坯料的宽度为300mm; 其长度为440毫米; 材料的厚度为2.0mm。 该材料是超高强度硼钢。 冲压深度为90 mm,法兰宽度为80 mm。 冲头和模具之间的间隙为2.4 mm。 冲孔半径为5mm,模具半径为8mm。 所获得的热弯曲部件的各部分的定义如图1所示。 2.当坯件形成给定的深度时,U形件的底部夹在冲头和模具之间,外力通过冲头施加在零件的底部,使其与模具接触更紧密。
Delta;theta;11和Delta;theta;12分别设置为模具角部处的弯曲部分的回弹角度,Delta;theta;21和Delta;theta;22分别设置为冲头角部处的弯曲部分的回弹角度。回弹角Delta;theta;ij 可以表示为(1)
如果,这表明在这个位置上的回弹是一个积极的回弹,相反,是负面的。 使用ABAQUS软件模拟热弯曲的整个过程(包括弯曲,淬火和回弹)。由于其对称性,模拟了1/2的模具,模具的一半被模拟,从而简化了数值模型,减少了计算时间,提高了计算效率。数值模型中使用的网格类型选择为CPE4RT,并采用惩罚方法来处理工具和空白之间的接触。基于上述方法,开发了数值模型进行数值模拟。
炉中的淬火钢加热至奥氏体相,然后在装有水冷却系统的模具中冲压,并通过淬火获得马氏体。高强度钢板冲压件在高温下如图所示。3,零件底部的微观结构见图。4,是均质和密闭的马氏体颗粒。因此,热烫后,材料的拉伸强度比热烫前提高2.5倍,达到约1500MPa。
3模具半径对热弯部件回弹的影响
在相同的试验条件下,仅在仅改变5mm,6mm,8mm和10mm的模头半径之后对热冲压进行数值模拟,并测量角度以计算回弹。通过模具半径()与其回弹角()之间的模拟和实验获得的关系如图5所示。根据图5,随着模头半径的增加,模头1和圆角2的回弹绝对值的U形零件增加。造成这种负面回弹的原因是在热冲压过程中,片材的内侧与圆角的模具接触,外侧与空气接触,使内侧冷却速度快,外侧冷在淬火过程中,圆角处的片材承受一定的热收缩应力,因此发生负回弹现象。随着模具圆角半径的增加,与空气接触的圆角外侧的金属片增加,U形零件的模片1和2的热收缩应力增加,回弹的绝对值将相应增加。
4模具间隙对热弯部分回弹的影响
在与其他试验相同的条件下,通过调整模具上的间隙调整块的厚度来改变模具间隙,并分别进行不同间隙的弯曲,分别为2.15mm,2.35mm,2.5mm和2.75mm。测量所得热弯部分的角度,计算回弹角度;由于测试部件的回弹角度绝对值相对较小,因此计算中应考虑由模具间隙变化引起的角度变化值,即,实际角度的值减去由模具间隙的变化引起的角度变化值的和与90°的角度,所获得的角度将是实际的回弹角度。由模具间隙的变化引起的理论角度alpha;的变化值,即,当冲压完成时,由片材侧壁和模具的侧壁形成的楔形角度如图1所示。通过模具间隙和回弹角度(△theta;1)之间的模拟和实验获得的关系如图7所示。
从试验结果可以看出,回弹角的绝对值随着模具间隙的增加而增加,回弹均为负回弹。负反弹现象的原因是,在模具的圆角处,金属板的内侧与模具接触,其外侧与空气接触,因此内侧的冷却速度更快,在冷却过程中外侧较慢,内外冷却速度的差异导致其收缩量和速度的差异,并且模具圆角处的片材承受一些热收缩应力,导致回弹现象。随着模具间隙的减小,一方面,材料片的内侧和外侧之间的温差降低,负回弹也相应地降低。另一方面,在模具间隙减小之后,进入模腔的材料片之后形成的角度减小,并且冲头圆角处的材料的包角增加,并且弯曲形成面积增加,因此,成形力增大,导致由于片材在片状物上的拉伸应力增加,并且该应力与该位置的热收缩应力的方向相反,减少了热收缩应力对材料板的回弹的影响,因此回弹角的值随着模具间隙的减小而减小。
5热冲压回弹机构
如图8所示,热冲压回弹主要有三个原因:
(1)弹跳造成的弹力
模具圆角处的钣金在内侧具有压缩应力,外侧具有脆性应力。图8a展示出了在模头卸载后产生的恢复力矩M,M的方向。同时,冲孔下方的金属板弯曲成圆柱形。在底部卸载后产生的恢复力矩M的方向如图8a所示,恢复力矩M,M和M将增加冲头和模具角部的角度,从而产生正回弹。
(2)由热接触弯曲引起的回弹
在热接触弯曲结束时,U形件的底部沿相反方向夹在冲头和模具之间。在底部卸载后产生的恢复力矩M的方向如图8b所示,该方向为M正方向。恢复力矩M将减小冲头和模具角落处的角度,从而产生负回弹。
(3)由回火造成的回弹
负反弹现象的原因是,在模具的圆角处,片材的内侧与模具接触,其外侧与空气接触。因此,在淬火过程中,内侧的冷却速度更快,外侧的冷却速度更慢。内部和外部冷却速度的差异导致其收缩量和速度的差异。在圆角卸载后产生的恢复力矩M和M的方向如图8c所示,它们与M和M正方向。时刻M和M导致负面回弹。在热冲压中,钣金处于奥氏体状态的升高温度。其屈服强度和弹性模量值非常低。这导致在冲头和模具的圆角处以及在冲头的底部的小的恢复力矩。然而,热冲压中金属板材的快速冷却速度对恢复力矩M和M有更大的影响。因此,热冲压件的回弹通常是负的。
综合教学设计在冷冲压成型技术与模具设计教学中的应用研究
摘要:目前冷压成型技术和模具设计教学过程中存在许多问题,包括模糊教学目标,学习效果差,学生无法独立完成学习任务等。这些问题可以有效的解决,通过学习设计与在线学习模式相结合。学生可以在综合学习环境中有效地开展学习任务,提高课程学习质量。
关键词:冷冲压成型技术与模具设计;综合教学设计
1介绍
综合学习设计最初由vanMerrieuml;nboer于1997年提出,被认为是提升国际培训教学世界教学效率的最具竞争力的教学设计理论之一。综合教学设计是一种整合设计方法,综合了声明学习,程序学习和情感学习[1,2]。学生必须通过全面的学习掌握一系列全面的学习目标,知识,技能和态度,在互联互通的系统中,更好地转向在日常生活和工作环境中学到的知识。冷冲压成型技术和模具设计是模具设计与制造专业的核心课程[3,4]。课程的综合应用非常强大[5]。传统教学过程中存在的许多问题,包括学生无法全面掌握,学生的模具设计技巧无法有效改善。为了更好地把握这门课程的学习目标,迫切需要解决这个问题。学习者试图将综合教学设计应用于冲压成型技术和模具设计的教学过程。并进行了设计蓝图的设计过程和评估模型。
A.冷冲压成形技术和模具设计综合教学设计的教学目标
冷冲压成型技术和模具设计是模具设计与制造专业的必修课程之一,在整个教学体系中非常重要。课程是一门特殊课程,与知识,技术和实践相结合。引导学生逐步完成任务,实现知识挖掘,解决模具设计冲压问题,有效提高学生模具设计能力。
B.冷冲压成型技术与模具设计综合教学设计课程
综合教学设计按照综合教学设计的十个步骤完成。首先,应该选择一个真正的学习任务。例如,消隐模具设计有三个部分,从简单到复杂。最后一部分应该使用UG软件完成,需要给出冲裁模具的具体绘图部分。综合教学设计的场景类别如图1所示。每个类别都有具体的教学设计蓝图。例如,最后一个类别的蓝色打印如表1所示。
场景类别1.垫片的单次冲裁模具在这种情况下,学生应在冲切模具设计过程的基础上完成模具设计的垫片工艺流程。
场景类别2.制动片的复合冲裁模具设计在这种情况下,学生应在冲裁模具设计过程的基础上完成复合冲裁模具设计。
场景类别3.配件的渐进式模具设计在这种情况下,学生们应该通过在冲裁模具设计过程的基础上,通过使用UG软件完成设计的3 D配件冲裁模具设计。
图1综合教学设计现场类别
表一.场景类别中的情境教学设计蓝图3
|
场景类别3 |
配件渐进式模具设计:在这种情况下,学生们应该通过在冲裁模具设计过程的基础上,通过使用UG软件完成配备3 D的配件冲裁模具设计。 |
|||
|
现有知识:案例研究方法为学生提供具有先进模具的典型模具结构。 提供渐进式设计(如布局,工作台设计,导针等) |
视频,PPT |
|||
|
现有知识:案例研究方法在逐行模具设计的过程中向学生提供与UG软件相关的要点 |
视频,PPT, 实际操作 |
|||
|
现有相关知识:现有策略1部件工艺分析2方案确定零件成型3部分图4布局5冲击力和确定压力中心6部件设计工作7定位零件设计和模具装配图 |
视频 |
|||
|
现有相关知识:介绍心灵1如何处理金属部件进行分析,确定成型方案选择2具体部分进行分析,并给出系统设计思想 |
视频 |
|||
|
学习任务3.1案例研究方法为学生提供典型的渐进式模具结构及其特殊功能 |
微课 解释 |
提供学习支持 为学生提供知识和技能 |
微课 解释 |
在线练习 |
|
学习任务3.2案例研究方法为学生提供UG实际操作过程中的渐进式模具设计 |
微课 解释 |
提供学习支持 为学生提供知识和技能 |
微课 解释 |
|
|
学习任务3.3问题解决的模拟方法根据设计过程,模具设计图,为学生提供具有类似问题的渐进式模具设计 |
实践 |
提供学习支持 为学生提供知识和技能 |
微课 解释 |
|
|
学习任务3.4解决问题的纠错方法为学生提供一些具有3D功能的渐进式空白模具。 |
实践 |
提供学习支持 为学生提供知识和技能 |
||
|
评估反馈 |
评价 |
|||
|
主题讨论:如何使用UG设计渐进式模具? |
评价 |
|||
C.冷冲压成型技术和模具设计综合教学设计实施步骤
1)任务安排
在上课前,根据学生的学习情况分析,将学生分为几组。每个小组都有一个组长。 组长负责收集作业,组织其他小组成员参加小组讨论。学生可以分享他们的学习资源。可以在在线学习平台上建立各种课程资源和教学信息教学设计蓝图。这个任务应该在班上的第一次会议上下令给大家。三个场景类别应在规定的时间内逐步完成,从而完成了冲裁模具设计模块的最终任务过程。
2)学习过程
a)任务布局
为完成学习任务,如图1所示,教师应重点关注学生的学习动态,实时掌握学生整体学习过程。应立即向有学习困难的学生提供支持和帮助。要根据学生的学习要求,及时调整学习资源。整个学期可以支持各种形式的学习资源,包括文本,视频,微类,动画等。
b)合作讨论
模具图纸可以在每个类别结束之
剩余内容已隐藏,支付完成后下载完整资料
英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[138137],资料为PDF文档或Word文档,PDF文档可免费转换为Word

