英语原文共 12 页,剩余内容已隐藏,支付完成后下载完整资料
运用电阻焊模拟软件节约时间和成本
N. Scotchmer, K. R. Chan
Huys Welding Strategies, Weston, ON, Canada
1.引言
采用可以模拟仿真电阻焊的工艺过程的软件可以节约大量生产的时间和成本,本文提供了一个特殊的例子来说明怎么样使用一个被称为SORPAS的有限元模拟仿真软件是怎样做到这一点的。该软件已经应用在电阻焊工件和接头的辅助设计中,SORPAS软件知道怎么去确定焊接参数,针对各种各样的实际生产条件,该软件知道怎样去优化焊接参数,并且可以优先在施焊之前,对焊接后微观结构做出预测。
目前,该软件在世界各地已被许多著名汽车企业和制造企业应用,例如:通用汽车、福特汽车、本田汽车、大众汽车、克莱斯勒、梅赛德斯·奔驰、沃尔沃、标志、雪铁龙、博世、西门子、英格索兰、罗曼塞立格、施耐德、丹佛斯、麦格纳、江森自控、宝钢、塔塔集团、住友商事等等。这些企业及其它的一些公司都在使用该软件,因为它可以帮助减少试验次数、文件选取以及过程制造,而且它还有助于使用者将他们的时间集中在需要花时间的地方。
我们将回顾一些世界著名公司如何使用该软件来减少电阻焊时间和成本,以从设计阶段,到产品试验到优化为例重点说明。
2.背景
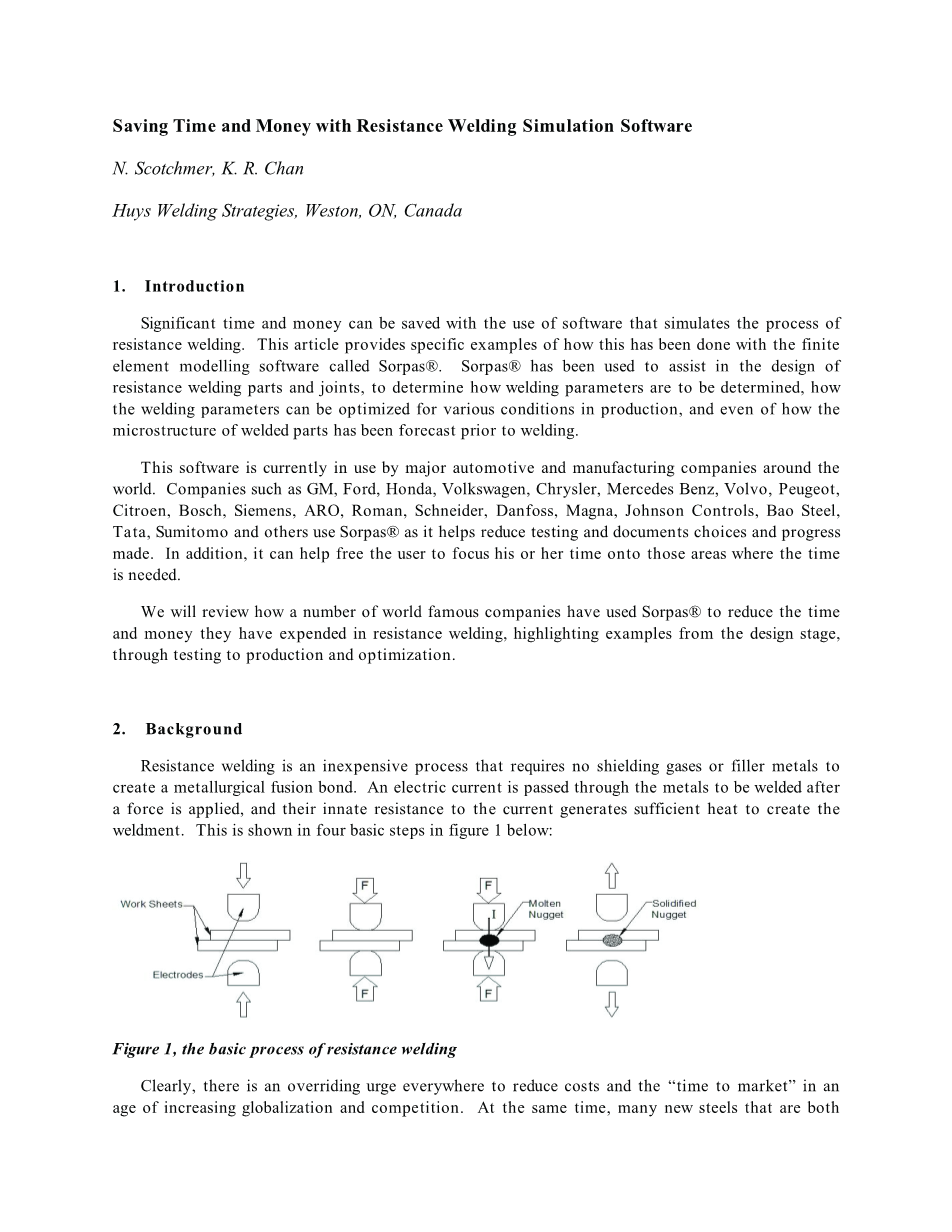
电阻焊是一种成本非常低的焊接方法,焊接过程中进行冶金连接时,它不需要任何保护气体或填充金属。焊接时,电极先对被焊工件产生一个压力,然后电极电流通过被焊工件,电流通过工件时会产生足够的电阻热促使接头熔化并形成焊接接头。这个过程可分为4个基本步骤,其过程如下图1所示。
图1 电阻焊的基本过程原理
很明显,在市场全球化的发展和竞争加剧的情况下,使得很多企业都有一种不断追求降低成本、节约生产时间来压倒一切的冲动。同时,为了提高燃油经济性和提高在意外事故中的应急保护能力,许多性能更强、重量更轻的新型钢材也在不断得到应用。但是当使用这些新型钢材时,不断提高的设计水平和焊接的复杂性又带来了各种各样的问题,因此,这就迫切需要不断地改进和提高焊接的工艺方法。
3.模拟过程
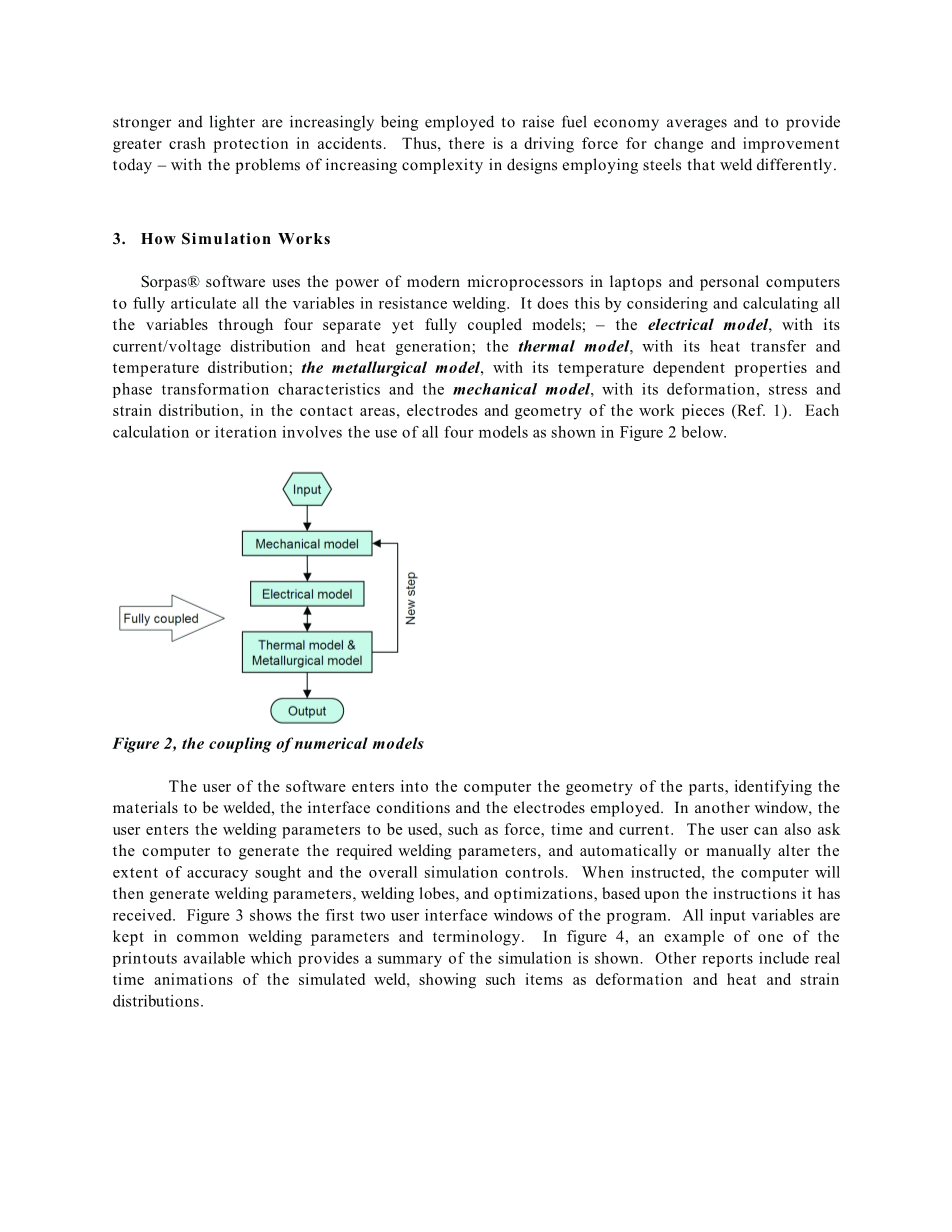
电阻焊模拟仿真软件SORPAS利用笔记本电脑和私人电脑现代微处理器的强大数据处理功能,使电阻焊中所有变量建立稳定可靠的连接,它通过四个完全独立但又相互关联的模型,并且计算、考虑所有变量来进行电阻焊模拟这个过程。这四个模型分别为:电模型,其主要模拟电流、电压分布的分布情况和热量发生过程;热模型,其主要模拟热量的传递过程和温度的分布;冶金模型,其主要模拟材料随温度变化的特性和相变特性;力学模型,模拟在接触面上电极和工件的几何形状的变化、受力、变形以及应变的分布[1]。每一步的计算或循环都包括如下图2所示的四个模型的应用。
图2 数值模型的耦合
操作者将工件的几何形状尺寸、被焊材料标记(型号)、结合面情况、使用电极等信息输入计算机,在下一个窗口中,操作者输入要用到的焊接参数,如焊接压力、焊接时间、焊接电流等。操作者也可以让计算机自动生成所需的焊接参数,自动或手动地改变精确程度,全面地控制整个模拟过程。当信息输入完毕后,计算机会根据输入的信息生成相应的焊接参数、焊接范围以及最佳条件等选择。如图3所示为第一个用户界面。所有的输入变量通常保存在焊接工艺参数和专用名词中。如图4所示,是一个输出参数报告其中一个实例,它显示了模拟的最终结果。其他的输出报告还包括模拟焊接的动态变化情况,以变形、热分布和应力分布的形式显示出来。
图3 几何输入页面(左)和焊接参数输入页面(右)
图4 一个典型的软件模拟报告
4.设计步骤
在设计阶段,各种各样的连接工艺以及材料的性能特点与局限性特别重要,需要着重考虑和选择。工程师们会考虑工件、工件的设计以及该如何连接这些工件等实际问题。如今,尤其是在汽车制造业这块儿,受到将来石油供应的不确定因素的影响,人们把越来越多的关注放在更薄、强度更高的的合金钢上,以至于高强度合金钢在汽车制造业中扮演了很重要的角色。而且,一般情况下,所有上面的这些分析都需要比过去更加快速的完成。本文所提及下面的这些例子是关于三个制造业公司:大众公司(一个微型焊接件制造商)、丹佛斯和本田公司,是如何在产品设计阶段运用该电阻焊模拟软件SORPAS来节约成本与时间的,他们运用该软件观测焊接工艺过程的内部机理,因此减少了测试过程并且节约了成本,同时也优化了焊接参数,保证了长久稳定的焊接性能和焊接质量。
大众公司的凸焊模拟
大众公司所拥有的专利“辅助元素电阻焊”就是通过模拟软件SORPAS所获得的成果[2]。这项专利是在工作贴合面里加入辅助元素,该专利也可以用于异种材料的焊接。通过同样的辅助单元法来模拟凸焊,SORPAS能够减少对他们假设的测试步骤,大众公司认为在万种不同材料间进行凸焊时考虑热力、焊接压力以及焊接电流的影响非常浪费时间,而且成本也不低[3]。这种软件能大大减少测试项目。大众公司的图纸,如下图5,说明了在创新过程中凸焊的建模与模拟仿真是如何帮助实现生成焊接参数的。
图5 大众公司的专利“使用辅助单元的电阻焊接”
其他制造业公司,例如丹佛斯,也已经在实际生产中应用该软件辅助设计工作[4]。在下图6中,可以看到在工件中(左侧)设计不同的绝缘体(蓝色)进行焊接情况模拟,将会生成不同的焊缝性能(右侧)。不同工件构形的建模和模拟仿真能够显示工作中生成热量的差异,相应地也能显示出焊缝生成和长大的过程。因此,工程师可以选择其中看起来最理想的构形设计,并进行后续试验。因此,很容易地看到简单的模拟是怎样大大减少投放市场的时间的,而且同时产生一份记录文件,记录相应的选择情况和详细模拟结果。
图6 不同绝缘体焊接情况产生不同焊接特性的实例
这种模拟可以缩短产品上市时间,同时产生一份记录文件,记录相应的选择情况和详细模拟结果。这种文档的缺失是传统的“碰运气”的方法来设计电阻焊的明显不足之处;值得庆幸的是,这个阶段已经随着SORPAS的采用结束了,文档形成和测试更容易了。
本田公司采用该软件减少了一个常见汽车难题所需的测试次数,怎样找到一种更加便宜而且无需再对车门外表面进行标记的方法进行车门外框卷边和内板连接?本田使用的方法是采用SORPAS软件对直接卷边凸焊的焊点的设计进行焊接参数和辅助设计优化。在这个例子中,许多不同的构形的物理原型设计和实际工件的测试明显不够经济[5]。如果没有模拟,将很难选择卷边凸焊的焊接参数,也很难焊接新型覆层合金钢。然而,利用该软件间接管理电阻焊很容易,因为它能够配置电极和工具,以适应任何电阻加热过程,同时非常人性化。如图7和图8所示就是大众公司的一些设计实例。SORPAS软件能够令人信服和精确地估计出不同焊接参数的效果以及可能产生外表面的凸点波纹高度。
SORPAS能够通过改变某些变量进行一系列的模拟来做到这一点。许多这些变量可以在一夜之间测试和模拟,腾出实验室,工程师们可以用于工作更紧迫的事情,注重于可以从他们的时间里得到最大回报的研究。
图7 软件生成的有限元网格几何模型
图8 一个结合了焊接参数和凸焊设计模拟的最终结果
5.新材料前景
一些新型的TRIP和DP钢材的性能特点在焊接时是会发生变化的。当制造这些具有复杂相结构的新型钢材时,其强度和性能特点的提升源于其独特的微观组织,这些微观组织是通过小心地控制冷却和加热过程来生成的,这些微观组织又决定了他们的强度和特性。在焊接过后,形成熔核和焊接热影响区,表明在焊点周围,整个温度经历了从熔点到轻微加热的变化范围。这种加热形成焊件有效地破坏了精心营造的微观结构,这些微观组织首先会影响钢材性能,也可能导致其他问题,如硬化和开裂。高级钢的冷却速率对钢材性能和微观组织有至关重要的影响。另一个问题是DP钢与高强低合金钢(简称HSLA)的焊接中,会在焊缝中形成含两种合金成分的不明混合物。
因此,先进的高强钢的焊缝冷却速度会对失效钢材性能产生负面影响。根据这些问题的类型,滑铁卢(Waterloo)大学正在采用有限元模拟软件(Sorpas)预测模拟焊缝的微观组织及焊缝性能[6]。
图9是在大学进行的一个组合的焊缝的金相分析图像,左边是焊缝的实际形貌,右边是事先模拟焊缝的图片,两者相比较能够证明软件的可靠性。图中虚线表明模拟的总精度。模拟图像中有一些节点,右端图表中给出了这些节点各自的峰值温度。
图9 晶相组织图片及显示焊缝不同区域和热影响区峰值温度的模拟图
然后,通过SORPAS获得的这些峰值温度如图10所示,图中标出了热影响区的粗晶区,熔化区以及临界热影响区。之后,将这些数据引入到连续冷却转变图(constant cooling transformation diagram ,简称CCT),如图11,图示中彩色的小圆点与图9 和图10中的线条颜色一致,根据峰值温度的不同显示焊缝的不同区域。值得注意的事,焊缝的模拟峰值温度与CCT曲线和焊缝的金相照片报告一致。
图10 焊接过程中特定位置、节点及焊缝的时间和温度的关系曲线
图11 图9和图10的峰值温度冷却曲线
6.生产阶段
上述内容描述了在新产品和新材料设计的制样过程中电阻焊模拟软件SORPAS是如何帮助节省时间和降低成本的。然而,在日复一日的使用过程中证明了该软件最大的用途体现在提高产品的稳定性、一致性和优化焊接参数等方面。
举个例子来讲,如图9、10和11所示的工件。想象一下,我们可以通过改变焊缝的峰值温度和控制其冷却速率,使软件根据线能量或者脉冲输入数量的变化预测出最后的微观组织变化(图13)。图12是粗晶热影响区域焊接热循环模拟结果,随着第二个脉冲时间的增加,相应的峰值温度和冷却速度发生变化。所以,在实际的生产中,该软件易于调节和记录焊接模拟变化和改进情况[7]。
图12 焊后回火脉冲频率变化时峰值温度和冷却速率关系
图13 最终微观组织变化
当然,生产环境主要关注的是优化焊接工艺参数,以最大限度地提高和稳定生产。生产环境的改善是考虑到优化焊接参数和追求大规模稳定的生产效率。焊接参数优化是一个持续的过程,因为产品在配合和转配过程中有间隙变化,同时,材料本身也会因为经常受到表面处理、清理和外观等情况的差异等因素的影响而不同,也会因其材料本身从制造开始就产生了不同 [8],所以,这真的是工程师们的幸运能够在这么大的焊接区间内找到一个最好的焊点来获得整体的一致性。带着这个想法,我们为制造商选了最后一个SORPAS软件节约时间和成本的例子。
以北美Tierl汽车器材制造商为例来讲,该企业有一条焊接DP600钢的新生产线,他们发现这类焊接钢材的原始可焊接区较为狭窄,而且温度非常高,这样不仅导致了电极寿命的缩短,而且导致了变压器占空较大。此外,公司也没有额外的时间和资源去处理质量差的焊缝、焊缝检测及焊缝修复等问题,这是这个时代常常抱怨的事情。
电阻焊模拟仿真软件SORPAS具有根据所要求的焊接熔核大小自动生成最佳焊接电流参数的功能。模拟软件计算出的焊接性范围完全符合ISO14327:2004的标准。通过SORPAS软件模拟出来的可焊接区域都有固定的颜色,这些不同的颜色分别表明飞溅危险和熔核大小,它也能显示出焊接时间和焊接电流共同作用下的熔核宽度。紫色显示为电极熔化,红色表明钢板接触面有飞溅产生,绿色表明可形成焊点,灰色表明无焊点形成,如图14所示。
这些生成的焊接性范围最后被该公司用作初始指南来指导专用焊接设备的调整,他们发现模拟结果的准确度约为90%。该公司也采用了以碳化钛金属基复合材料为基镀层的电极,最后发现此电极比没有镀层的二类电极具有更宽的可焊接区域。
图14 可焊区表
公司相信,应用模拟软件可以节约100000美元的成本。这些节约来自以下几点:
1)使用SORPAS软件可减少试验次数以节约生产成本;
2)经过SORPAS软件的模拟仿真可减少废料,节约时间;
3)降低产品生产维修问题而产生的维护成本;
4)减少应对OEM要求作出响应的时间;
5)减少了生产流通、方案确定和参数优化的时间;
6)提高了焊接质量和生产的稳定性;
7)减少了问题和误断,增加了准确性,制定了合理的工艺规范。
7.结论
如果合格的质量工程师掌握了电阻点焊模拟仿真软件SORPAS的使用,将会在创新设计和新型材料的开发中大量地减少生产时间和降低生产成本,建立更好的工艺参数规范,提高焊接质量和故障排查的能力。
8.参考文献
[1]. Zhang, Wenqi. Design and Implementation of Software for Resistance Welding Process Simulations, SAE,2004.
Zhang, Wenqi;电阻焊接工艺过程模拟软件的设计和实现.SAE, 2004.
[2]. Patent number DE 102 51 414 A1; published 05.19.2004.
全文共6864字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[154405],资料为PDF文档或Word文档,PDF文档可免费转换为Word

