英语原文共 12 页,剩余内容已隐藏,支付完成后下载完整资料
激光切割机的平面宏观微机械手轨迹设计
Emre Uzunoglu, Mehmet Ismet Can Dede Gouml;khan Kiper
土耳其伊兹密尔理工学院机械工程系
摘要
目的–在行业中,一直存在着缩短任务完成时间以实现运营效率最大化的需求。这项工作的重点是利用一种特殊类型的运动学冗余进行宏微观操作,以尽量缩短任务完成时间。本文的目的是开发最方便的轨迹规划器,以集成工业计算机数控(CNC)系统,解决运动冗余的任务持续时间最小化。
设计/方法/方式– 主要利用两种具有不同优点的运动学机构,即宏观机构和微观机构,设计了一种特殊类型的运动学冗余。在这种情况下,在设计包括轨迹规划在内的控制设计时,应考虑两种机构的不同优势。针对所构造的平面激光切割机,设计并实现了一种新的轨迹规划算法,并对一些基准零件进行了切割。
发现– 离线方法在实际应用中有一些限制,比如假设每个轴的运动有无限的挺举限制。使用在线轨迹生成技术消除了这一限制。实验测试结果表明,为缩短任务持续时间而开发的宏微观机构在线轨迹规划技术是成功的
实际意义–虽然新的轨迹规划算法是为激光切割机实现的,但它也可以用于其他制造系统,需要比传统机器更高的加速度和精度水平。新算法与商用数控系统兼容
创意/价值– 本文利用宏微观操作的概念,提出了一种减少平面加工作业任务持续时间的新方法。这项工作的核心创新之处在于设计轨迹规划算法,使这些算法能够部署到大多数数控系统中,同时在宏观和微观操作的加速度限制方面获得最大的效率。
关键词宏 微观机械手,冗余解析,冗余机械手,轨迹规划
论文类型 研究论文
|
1. 介绍 . 多年来,制造业的自动化已经证明能够提供精确和快速的制造结果。工具设计新技术的引入进一步推动了制造系统的发展。在这些工具中,光纤激光技术在平面和三维(3D)切割和焊接操作中得到了应用。由于光纤激光技术可以部署相对大量的聚焦能量,因此被选择用于高精度、省时的制造系统(Hugel, 2000)。 虽然光纤激光切割是金属板材和塑料板材尤其是平面切割作业中速度最快的技术之一,但制造业对缩短制造任务完成时间仍有需求。在光纤激光切割操作的当前状态下,切割速度主要由激光光源、材料类型和材料宽度决定(Steen和Mazumder, 2010) |
因此,要想超过传统激光切割机的任务完成时间,在不改变刀具组成的情况下,唯一的选择就是尽快达到最大的切割速度。这种策略可以获得大量的时间,特别是当刀具的切削路径有大量的小轮廓和锐边时 传统的平面激光切割机通常是建立在覆盖整个钣金区域的基础上,因此其工作空间相对较大,通常在1-2 mtimes;2-3 m的范围内。摘要在许多小轮廓工件的切削加工过程中,由于机床在x轴和y轴上运动时的惯性特性较大,刀具的最大允许转速往往是传统机床无法达到的。在使用更大的执行机构与更大的扭矩能力的情况下,可以预见,系统将失去精度,而增加加速度能力。 |
|
The current issue and full text archive of this journal is available on Emerald Insight at: www.emeraldinsight.com/0143-991X.htm |
This study is granted by Republic of Turkey Ministry of Science, Industry and Technology and Coscedil;kunouml;z Metal Form Inc. (Project code: |
01,668.STZ.2012-2). The authors thank to Coscedil;kunouml;z who provided the test equipment and Mr Ercan Mastar from Coscedil;kunouml;z for his collaboration and valuable support.
Industrial Robot: An International Journal
43/5 (2016) 513–523 Received 1 February 2016
copy; Emerald Group Publishing Limited [ISSN 0143-991X] Revised 20 March 2016
[DOI 10.1108/IR-02-2016-0057] Accepted 19 April 2016
常规平面激光切割机的加速极限一般设定在1-1.5 g。
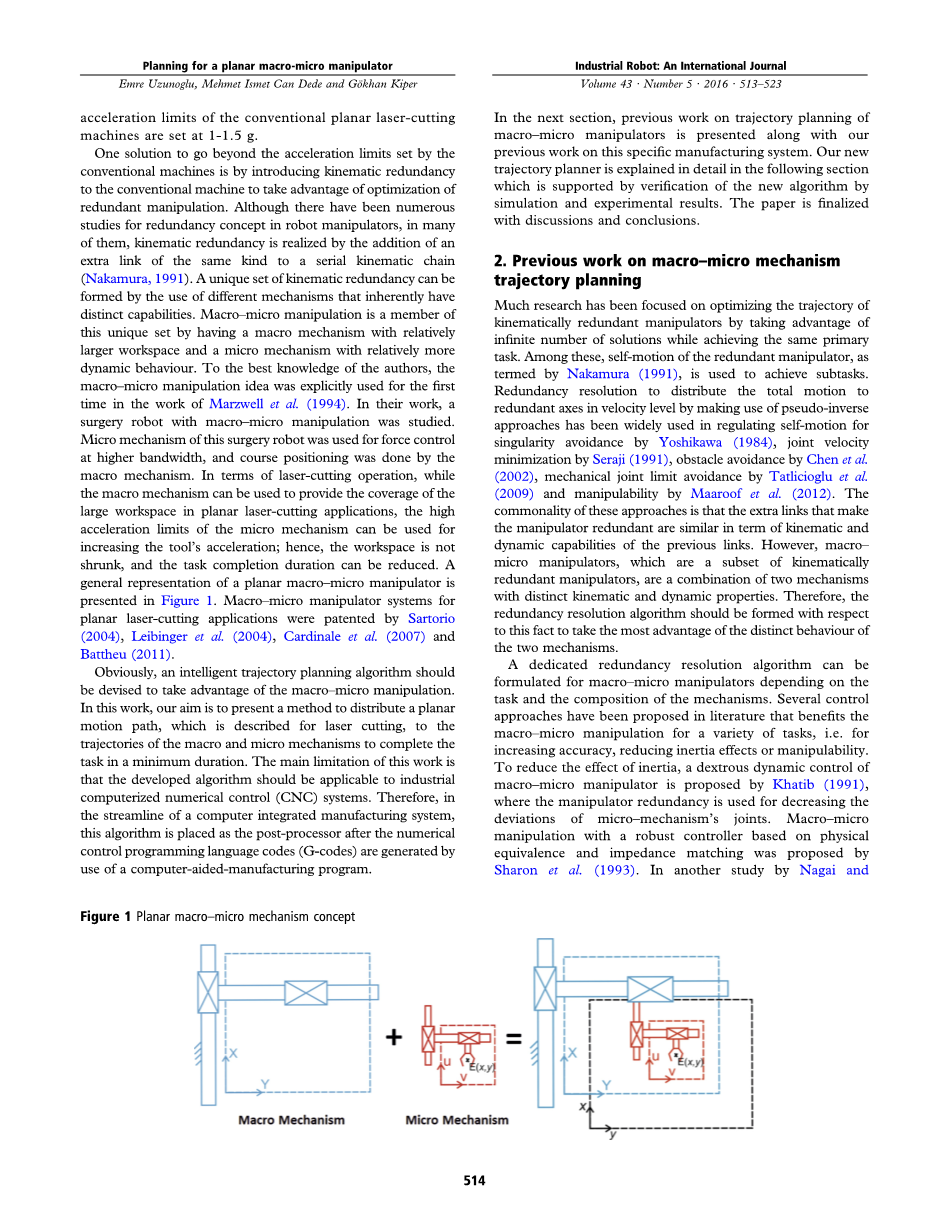
在传统机床上引入运动冗余,利用冗余操作的最优化,是一种超越传统机床设定的加速度限制的解决方案。虽然关于机器人机器人冗余概念的研究已经有很多,但在很多研究中,运动学冗余是通过在串联运动链上增加一个同类型的额外链接来实现的(Nakamura, 1991)。通过使用具有独特功能的不同机构,可以形成一组独特的运动学冗余。宏微观操作是这一独特集合中的一员,它具有相对较大的工作空间的宏机制和相对较动态的行为的微观机制。据笔者所知,在Marzwell等人(1994)的工作中,首次明确使用了宏观-微观操纵思想。在他们的工作中,研究了一种具有宏微观操作的手术机器人。采用该手术机器人的微机构在较高带宽下进行力的控制,采用宏机构进行航向定位。在激光切割操作方面,宏观机构可以在平面激光切割应用中提供大工作空间的覆盖,而微观机构的高加速度极限可以用来增加刀具的加速度;因此,工作区不会收缩,并且任务完成时间可以缩短。图1给出了平面宏微机械手的一般表示。Sartorio(2004)、Leibinger et al.(2004)、Cardinale et al.(2007)和Battheu(2011)为平面激光切割应用的宏微观机械手系统申请了专利
显然,应该设计一种智能轨迹规划算法来利用宏微观操作。在这项工作中,我们的目标是提出一种方法来分配一个平面运动路径,这是描述的激光切割,到宏观和微观机构的轨迹,以完成任务在最短的时间。本工作的主要局限性是所开发的算法应适用于工业计算机数控系统。因此,在计算机集成制造系统的流线中,利用计算机辅助制造程序生成数控编程语言代码(g代码)后,将该算法作为后处理程序 。图1为平面宏微观机构概念图
在下一节中,我们将介绍宏微操作器轨迹规划的前期工作,以及我们在这个特定制造系统上的前期工作。我们的新轨迹规划器将在下一节详细解释,并通过仿真和实验结果验证了新算法。通过讨论和结论,论文最后定稿。
2宏观-微观机械轨迹规划的前期工作
. 利用无穷多个解来优化运动冗余度机器人的运动轨迹,同时实现相同的主要任务,已成为当前研究的热点。其中,利用中村(Nakamura, 1991)提出的冗余机械手的自运动来完成子任务。冗余决议分发总运动冗余轴速度水平利用伪逆方法已广泛应用于调节自动避免奇点的Yoshikawa(1984),联合速度最小化Seraji(1991),避障,Chen等人(2002),机械联合限制避免Tatlicioglu et al。(2009)和可操纵性Maaroof et al。(2012)。这些方法的共同之处在于,使机械手冗余的额外连杆在运动学和动力学能力方面与以前的连杆相似。然而,宏微机器人是运动冗余机器人的一个子集,是两种具有不同运动学和动力学特性的机构的组合。因此,应该针对这一事实形成冗余分辨算法,最大限度地利用两种机制的不同行为
针对宏微机械臂的冗余度求解问题,提出了一种基于任务和机构组成的冗余度求解算法。文献中已经提出了几种有利于宏微观操作的控制方法,用于各种任务,即提高精度、减少惯性效应或操纵性。为了减小惯性的影响,Khatib(1991)提出了一种宏微机械臂的右旋动态控制方法,利用机械臂冗余度来减小微机械关节的偏差。Sharon等人(1993)提出了一种基于物理等效和阻抗匹配的鲁棒控制器宏微操作。在Nagai和Yoshikowa(1994)的另一项研究中,采用阻抗控制器来控制冗余宏观微机械臂,不仅要控制所需的机械阻抗,还要考虑施加在宏观机械臂顶端的内力。Sadigh和Salehi(2004)提出了一种基于人工约束运动的外环控制方法来消除偏差。在Quan等人(2006)的研究中,运动是由宏观微观机构的动能与操纵性之间的关系产生的,而宏观微观机构是为模仿人的手和手臂运动而开发的
在本工作范围内,主要关注的是在保持宏观机构加速度为1g的前提下,增加将要开发的宏微机械手刀具轨迹的加速度限制。设置宏机构的限制是为了避免由于宏机构惯性大而产生的高振幅振动行为,否则会导致运动不精确。针对刀具轨迹的总加速度极限设定为6g,宏观机构和微观机构的工作空间分别限制为3m 1.5 m和0.1 m 0.15 m。216/5000
宏观微观机构设计细节如图2所示,其中宏观和微观机构轴线分别用X-Y和u-v表示。在我们之前的作品出现在(Uzunog˘luet al , 2014)和(Uzunog˘lu et al., 2015), 针对这一宏观微观机制,我们提出了两种不同的轨迹规划方案。
我们之前开发的算法的主要区别是,其中一个是离线后处理器(Uzunogluet al ., 2014)而另一个微观机制生成的轨迹在线(Uzunogluet al ., 2015)。然而,在这两种方法中,最初都使用为刀具路径行为生成的g代码。离线方法基于Sartorio的专利(2004)和详细解释(Uzunogluet al ., 2014)。一旦将轨迹段划分为行走段和加工段,就可以确定每个段的速度极限。在行走段中,将刀具移动到下一个加工段,以宏观机构的速度极限作为刀具的速度极限。在加工段中,刀具是被用来加工的,因此速度极限是由激光功率、工件材料和厚度等因素决定的。在发展宏观和微观机构的轨迹,以达到这些速度在两段,最大的加减速组合设置为6 g。这样就可以离线确定两种机构的运动轨迹,然后由数控系统进行操作。该方法的实际问题是,在一定的时间内,各机构的冲击均设为无穷大,不能满足实际系统的要求,从而导致加工精度不高通过离线规划提高刀具轨迹的加速度极限,初步提出了包含微机构在线轨迹生成的轨迹规划算法。然后,利用角约简和平滑算法,离线开发宏机构的轨迹。最后,在线计算刀具轨迹与宏观机构运动的差值,为微观机构提供在线轨迹。这个算法详细解释Uzunog陆˘et al。(2015)和在此基础上,我们的新算法是在下一节中解释。
3将在CNC上部署新的轨迹规划算法
提出了一种新的轨迹生成算法,揭示了宏观机构或主要机构(PM)和微观机构(SM)的能力,前者在x-y轴上运行,后者在u-v轴上运行。该算法对宏观机构在全局空间的运动轨迹进行连续平滑运动(运动永不停止),对微观机构的运动轨迹保留高加速度运动。这是轨迹规划算法的离线部分,其中输出的是宏观机构的颠簸有界轨迹。宏机构的轨迹现在已经准备好在数控机床控制器中使用时间序列数据,采样率为0.5 ms。这个采样率是根据这项工作中使用的CNC的能力来确定的。轨迹信息的流线如图3所示。轨迹生成算法的每一步将在下面的小节中进行解释。
3.1 离线轨迹生成算法
离线轨迹生成流程从注册函数输入开始。必要的输入包括从g代码中提取的段数据和手工输入的输入,这就是运动限制。由于运动是在有颠簸边界的s形剖面上产生的,所以加速度和颠簸极限都应在运动极限内指定。此外,该功能可以输入不同的限制旅行,切割和领先/穿孔过程。在引用了机器工作空间中的工件之后,还应该输入初始坐标作为全局工作空间的输入。在本研究中,没有使用超前或超前过程,但是所开发的算法允许用户在需要时输入超前或超前时间
这段数据由g代码获取,用于轨迹生成,在“g代码到分割解释器”函数块中转换为序列格式。此顺序格式稍后用作“筛选函数”函数块中的输入。从g代码中接收到的段数据在阵列图3中流线的新轨迹生成算法
Figure 2 Macro–micro laser-cutting machine design denoting each mechanismrsquo;s axes
格式为[N G M X Y Z I J],其中数组中的字母表示
:N: # of line.
G: 外形描述(0:移动, 1: 直线切割, 2: CW 切割, 3: CCW 切割).
M:功能 (3:激光开, 5: 激光关30: 项目完成, 34:导入 35: 导出, 4:穿洞).
X, Y, Z: x, y
全文共14971字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[1963]

