英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
超高强度钢制车门梁热冲压模具设计
节能和安全是汽车工业发展的永恒主题。超高强度钢制汽车车身的热冲压结构具有在减轻车身重量的同时提高其安全性能的双重优势,因而得到广泛应用。本文以车门横梁为例,对整体式模具的成型与淬火进行了研究,特别是通过对模具强度、管道布置等相关因素的数值模拟,对模具整体结构和热冲压工艺进行了优化,并用该模具制备了拉伸强度为1550 MPa,延伸率为6.5%,成形精度为plusmn;0.3mm的横梁样本。此外,其刚度比原管梁提高了2.2倍,强度提高了3.8倍,从而在C-NCAP碰撞试验中获得了满分。与原管梁相比,通过减小截面厚度和拉拔深度,可使门横梁重量降低9.32%,因而具有良好的节能减排效果。
系统命名法
Rm = 抗拉强度
A11.3 =伸长率
- 介绍
轻量化车身和乘客被动安全已成为汽车工业的发展趋势,节能环保也日益受到重视。超高强度钢具有重量轻、安全性能高的双重优势,同时具有高强度和高精度的特点,应用发展迅速,已成为业界的热点。
一方面,成形工艺参数是热冲压工艺的关键,另一方面,热冲压模具需要设置冷却系统,以保证模具的冲压和淬火性能,这与普通冲压模具差别很大。主要工艺参数包括加热温度、保温时间、成型速度、脉冲压力、保持时间、开模温度、流速等,在热冲压过程中,应对这些主要工艺参数进行优化,
以保证成形件的高强度、高精度。本文以中国自主品牌轿车车门横梁为例,对超高强度钢热冲压工艺及轻量化设计进行了研究。
2.超高强度钢制车门横梁的热冲压模具研制
2.1 热冲压模具的材料优化
在热冲压过程中,零件成形后的相变强化在模具内进行,因此需要在模具内部构建冷却管,以实现冷却淬火功能。从材料性能的角度来看,模具材料必须具有较高的导热系数,从而获得快速均匀的冷却效果,更好的热疲劳性能,冷热状态长期交替作用下较高的热强度,原件及氧化层较高的耐高温及耐高温磨损性质。
采用含高铬成分的HHD热作模具钢材料(如表1所示)来提高其耐蚀性。在常温下,HHD的硬度在
表1 HHD组成(wt-%)
|
C |
Cr |
Mo |
Ni |
V |
W |
Si |
Mn |
|
0.2~0.35 |
8.0~13.0 |
1.0~2.0 |
0.7~1.3 |
0.4~1.0 |
0.3~1.0 |
0.7~1.3 |
0.2~1.0 |
图1 门梁
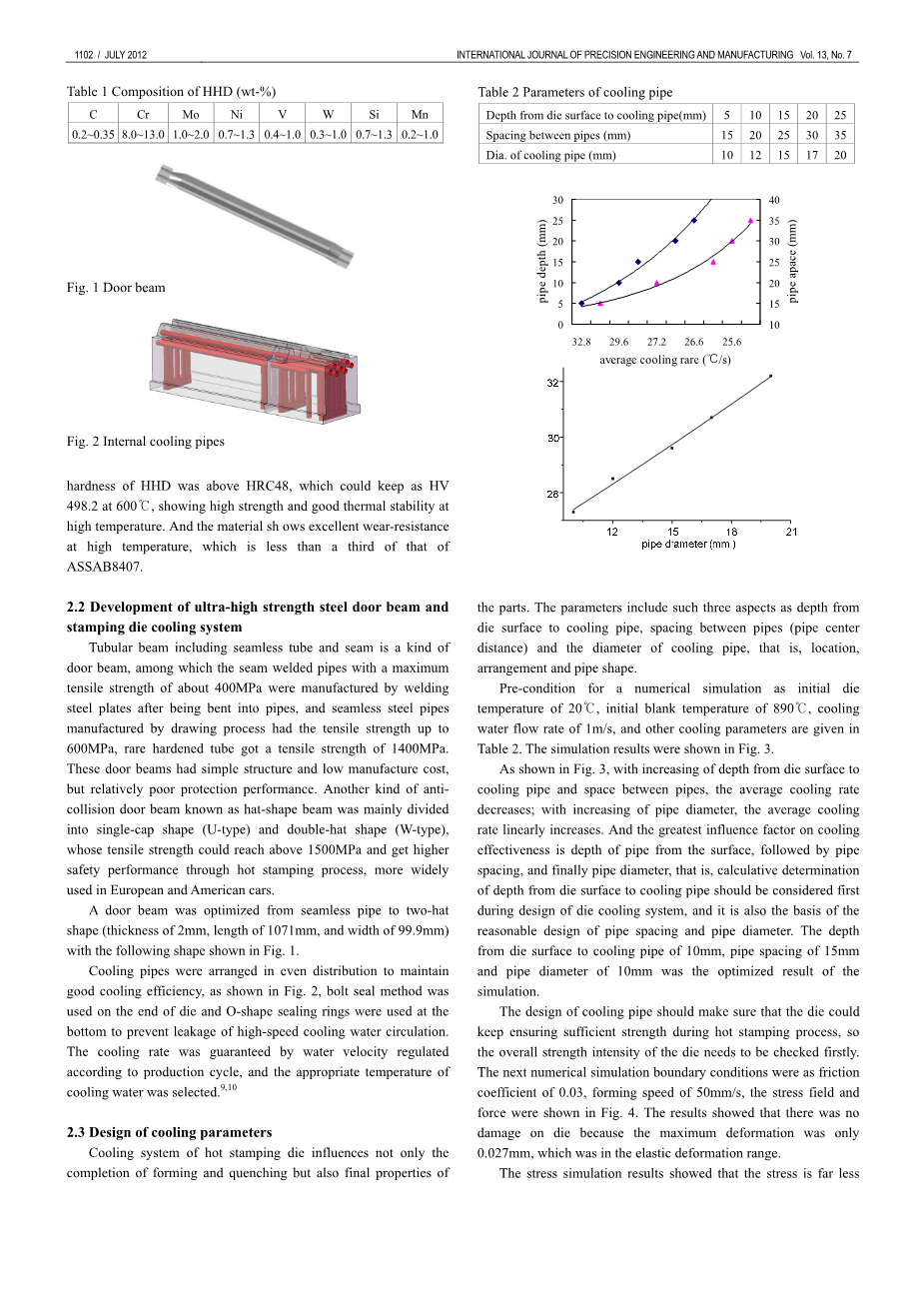
图2 内部冷却管
HRC 48以上,在600℃时仍能保持硬度在HV 498.2,在高温下表现出较高的强度和良好的热稳定性。且该材料在高温下表现出优异的耐磨性,比ASSAB 8407的磨损减少了三分之一。
2.2超高强度钢制门梁及冲压模具冷却系统的研制
管状梁作为门梁的一种,包括无缝管及有缝管,其中有缝焊接管最大抗拉强度约400MPa,用焊接钢板弯曲成钢管制成;经拉深加工而成的无缝钢管,拉伸强度可达600 MPa,稀有硬化管的抗拉强度可达1400 MPa。这些门梁结构简单,制造成本低,但防护性能相对较差。另一种称为帽形梁的防撞门梁,主要分为单帽形(U型)和双帽型(W型),其抗拉强度可达1500 MPa以上,同时通过热冲压工艺获得较高的安全性能,在欧美汽车中应用越来越广泛。
门梁从无缝管优化为双帽形(厚度2mm,长度1071mm,宽度99.9mm),形状如图1所示。
如图2所示,冷却管均布,以保持良好的冷却效率。模具末端采用螺栓密封,底部采用O形密封环密封,防止高速循环的冷却液泄漏。根据生产周期调节冷却液流速以保证冷却速度,并选择合适的冷却液温度。
2.3冷却参数设计
热冲压模具的冷却系统不仅影响成形和淬火的最终结果,而且会影响零件的最终性能。
表2 冷却管参数
|
模具表面到冷却管深度(mm) |
5 |
10 |
15 |
20 |
25 |
|
管间距 (mm) |
15 |
20 |
25 |
30 |
35 |
|
冷却管直径 (mm) |
10 |
12 |
15 |
17 |
20 |
图3 冷却参数影响
冷却参数包含三个方面:模具表面到冷却管深度、管间距(管中心距离)和冷却管直径,即冷却管的位置、布局和管形。
数值模拟的初始条件为:模具初始温度为20℃,初始坯料温度为890℃,冷却液流速为1m/s。其它冷却参数见表2。仿真结果如图3所示。
如图3所示,随着模具表面到冷却管深度及管间距的增加,平均冷却速率减小;随着管径的增大,平均冷却速率线性增加。影响冷却效果的最大因素是模具表面到冷却管深度,其次是管间距,最后是管径。这也意味着在模具冷却系统的设计中,应首先考虑模具表面到冷却管深度的计算确定值,这同时也为合理设计管道间距和管径提供了依据。模拟的优化结果:模具表面至冷却管的深度为10 mm,管间距为15 mm,管径为10 mm。
冷却管的设计应保证模具在热冲压过程中能保持足够的强度,因此首先要对模具的整体强度进行校核。数值模拟边界条件:摩擦系数0.03,成形速度50 mm/s,应力场和力如图4所示。结果表明,由于模具的最大变形量仅为0.027mm,处于弹性变形范围内,故模具无损伤。
应力仿真结果表明,应力远小于毛坯的机械强
图4 热冲压模具的应变场仿真
图5 不同冷却系统设计的热冲压模具
度,不会出现裂纹。相应的门梁模具实体如图5所示。
3. 热冲压工艺应用
3.1热冲压模拟
热冲压工艺主要关注板材的高温形变,这与工艺参数的优化密切相关。宝钢热轧BR1500HS(成分如表3所示)的硬度为HV 193,抗拉强度为666 MPa,对其铁素体和珠光体显微组织进行了实验测试。 从CCT曲线(图6)可以看出:AC3为811,AC1为736,临界冷却速率为15/s,上马氏体点为350~380℃,下马氏体点为280~300℃。
用Gleeble-3800热模拟器进行流变特性的实验研究。试样在15/s的速度下加热至950℃,在此温度下加热5分钟,以获得均匀奥氏体组织,然后在70/s的速度下快速冷却至实验温度,完成等温拉伸试验。在数据分析过程中,采用诺顿-霍夫定律建立模型:
sigma;=50.12ε 0.31εamp;0.07 exp(25/42 T ) (1)
根据性能参数和材料模型进行了热冲压数值模拟,结果如图8所示.。由于防撞梁的大部分区域都是弯曲的,少数区域属于拉伸区,所以大部分区域的厚度相同。材料在图7所示的A区流动快,会产生较大的形变,因此该区具有最大的减薄率(20%)及容易产生应力集中的最大应力。B区为最后接触模具的部位,故该区材料流动形式为挤压,温度最高,厚度增加。最低温度在侧面,该区在最大压力下冷却明显,并且首先与模具接触。
表3 BR 1500 HS的组成(wt-%)
|
C |
Mn |
B |
Si |
Cr |
S |
P |
|
0.21 |
1.35 |
0.0033 |
0.28 |
0.23 |
0.004 |
0.0055 |
图6 BR1500HS曲线(宝钢)
厚度分布
温度分布
图7 数值模拟结果
淬火前
淬火后
图8 形变零件厚度
模拟结果表明,该零件的最低温度在600℃以上,能够满足马氏体相变的要求。在整个工艺中,模具最高温度低于200℃,淬火15s后成形件温度低于150℃,
图9 损坏部分
表4缓冲梁最佳热冲压工艺参数
|
加热温度 |
加热时间 |
压紧速度 |
压紧力 |
加热时间 |
流速 |
|
930 |
4.5min |
75mm/s |
7MPa |
15s |
1.1m/s |
图10 超高强度钢制门梁
模具温度低于60℃,零件成形良好,无褶皱和裂纹。
淬火时间对成形件的马氏体相变和厚度分布有帮助,如图8所示。结果表明,热冲压后的厚度约为2mm(92.21%),淬火后的厚度较为均匀(2mm,93.34%)。
3.2热冲压工艺及优化
钢板高温拉伸强度仅为100 MPa,如果有压边力(简称BHF),那么由于零件的抗拉强度不足以维持摩擦阻力,材料流动加快,零件就会断裂,图9中可以看到这一现象。几乎所有的起皱热冲压零件都会出现压边力,因为零件在高温下可以自由拉伸,强度低。
实验表明,加热参数对显微组织相变的影响较大,同时成形参数对热冲压件力学性能的影响较大。因为在合理的冷却速度下,淬火时间对马氏体相变很至关重要,而冲压力对冲压件成型有影响。此外,毛坯的转移时间是一个重要因素,即随着时间的延长,初始变形温度降低,完成冲压加工需要的压力会增加。与此同时,马氏体相变不会完成。
最佳工艺参数汇总如表4,并在实际应用中获得了质量优异的防撞梁,如图10所示。
3.3 力学性能测试与分析
拉伸试验、硬度试验、厚度试验、残余应力试验和精度试验的结果见表5,由此可以得出以下结论:抗拉强度达到1550 MPa,是冷作弯曲梁管抗拉强度的3.8倍(约400MPa);最大减薄率为17%,满足冲压厚度要求;如图5所示,白光扫描显示梁
表5 热冲压门梁性能参数
|
HRC |
Rm/MPa |
A11.3/% |
最大减薄率 |
最大残余应力(MPa) |
尺寸精度 (mm) |
|
48 |
1550 |
6.5 |
17% |
264 |
plusmn;0.3 |
图11 扫描试验和均匀显微组织的结果
图12 三点弯曲试验的比较
图13冷作弯曲管(左)与热成型门梁的车辆侧面撞击对比(右)
两端焊缝表面尺寸精度完全满足焊接装配精度要求(plusmn; 0.5mm);显微组织呈均匀板条马氏体。
三点弯曲试验如图12所示,当位移超过20mm时,冷作弯曲管梁不能继续承受更大的力,而热冲压弯曲管梁能够承受更大的力且弹性好,是冷作弯曲管梁的2.5倍。
根据GB20071-2006汽车侧面撞击标准,图13给出了冷作弯曲管和热成形门梁的汽车侧面撞击对比图。按照C-NCAP条例进行评估,冷作弯曲管汽车的评分为10.85分,而热冲压门梁汽车的评分为16分(满分)。超高强度钢在提高整车侧面碰撞安全性能方面发挥了重要作用,保证了各项指标均能达到国家标准的碰撞要求。
与冷作弯曲管相比,厚度为2mm的W型热冲压门梁的安全性有明显提高,而重量只增加了38%。为了满足轻量化车身的要求,对这种梁的厚度和深度进行了两种优化设计。
16000
14000
全文共7364字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[13211],资料为PDF文档或Word文档,PDF文档可免费转换为Word

