The BarrettHand grasper –
programmably flexible part handling and assembly
Abstract
This paper details the design and operation of the BarrettHand BH8-250, an intelligent, highly flexible eight-axis gripper that reconfigures itself in real time to conform securely to a wide variety of part shapes without tool-change interruptions. The grasper brings enormous value to factory automation because it: reduces the required number and size of robotic workcells (which average US$90,000 each – not including the high cost of footprint) while boosting factory throughput; consolidates the hodgepodge proliferation of customized gripper-jaw shapes onto a common programmable platform and enables incremental process improvement and accommodates frequent new-product introductions, capabilities deployed instantly via software across international networks of factories.
Introduction
This paper introduces a new approach to material handling, part sorting, and component assembly called “grasping”, in which a single reconfigurable grasper with embedded intelligence replaces an entire bank of unique, fixed-shape grippers and tool changers. To appreciate the motivations that guided the design of Barrett’s grasper, we must explore what is wrong with robotics today, the enormous potential for robotics in the future, and the dead-end legacy of gripper solutions.
For the benefits of a robotic solution to be realized, programmable flexibility is required along the entire length of the robot, from its base, all the way to the target workpiece. A robot arm enables programmable flexibility from the base only up to the toolplate, a few centimeters short of the target workpiece. But these last few centimeters of a robot must adapt to the complexities of securing a new object on each robot cycle,capabilities where embedded intelligence and software excel. Like the weakest link in a serial chain, an inflexible gripper limits the productivity of the entire robot workcell.
Grippers have individually-customized, but fixed jaw shapes. The trial-and-error customization process is design intensive, generally drives cost and schedule, and is difficult to scope in advance. In general, each anticipated variation in shape, orientation,and robot approach angle requires another custom-but-fixed gripper, a place to store the additional gripper, and a mechanism to exchange grippers. An unanticipated variation or incremental improvement is simply not allowable.
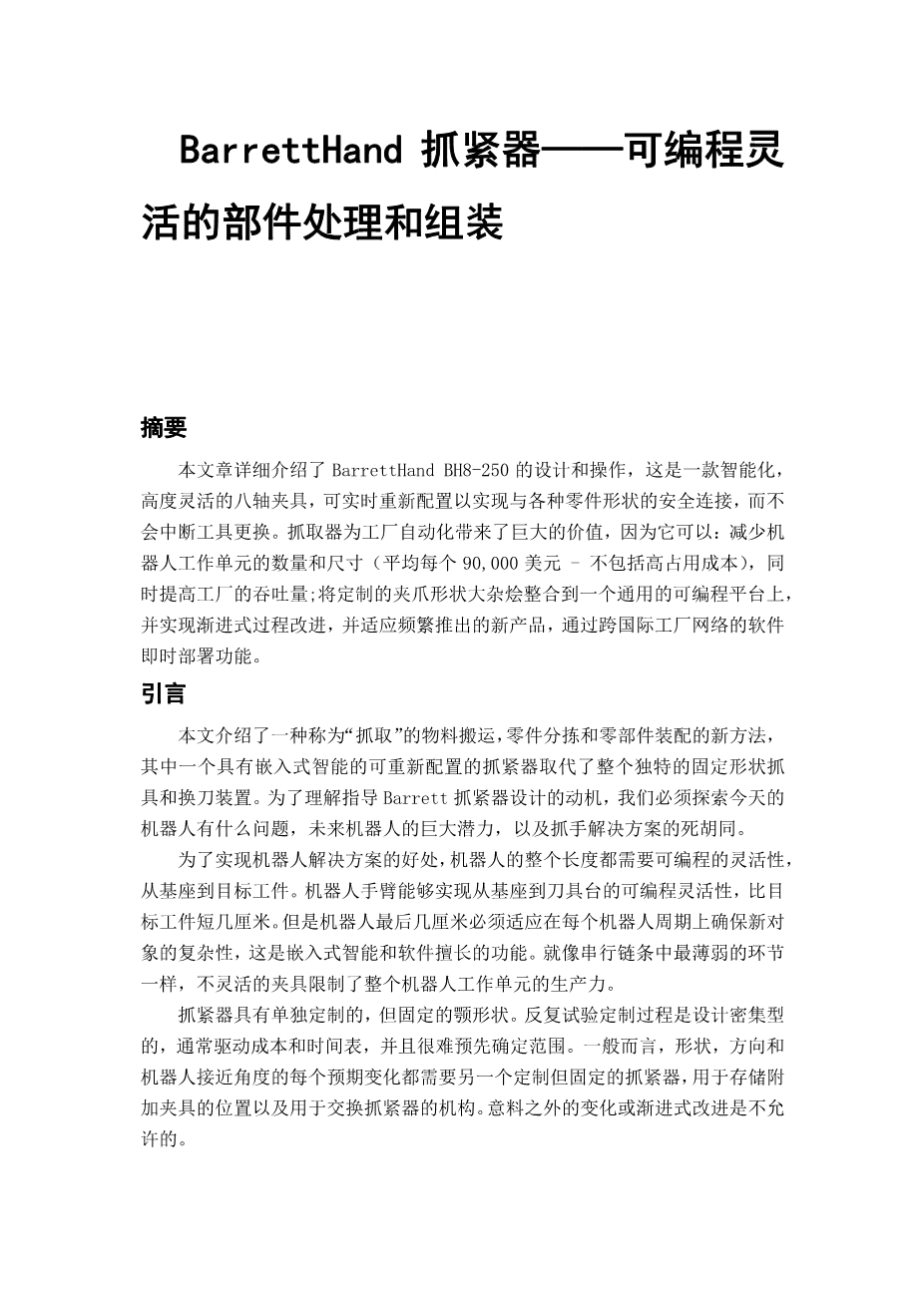
Figure 1 Graspers automatically conform to any part shape in any orientation
By contrast, the mechanical structure of Barrett’s patented grasper, illustrated in Figure 1, is automatically reconfigurable and highly programmable, matching the functionality of virtually any gripper shape or fixture function in less than a second without pausing the workcell throughput to exchange grippers.
For tasks requiring a high degree of flexibility such as handling variably shaped payloads presented in multiple orientations, a grasper is more secure, quicker to install,and more cost effective than an entire bank of custom-machined grippers with tool changers and storage racks.
For uninterrupted operation, just one or two spare graspers can serve as emergency backups for several workcells, whereas one or two spare grippers are required for each gripper variation – potentially dozens per workcell. And, it’s catastrophic if both gripper backups fail in a gripper system, since it may be days before replacements can be identified, custom shaped from scratch, shipped, and physically replaced to bring the affected line back into operation. By contrast, since graspers are physically identical, they are always available in unlimited quantity, with all customization provided instantly in software.
Gripper legacy
Most of today’s robotic part handling and assembling is done with grippers. If surface conditions allow, vacuum suction and electromagnets can also be used, for example in handling automobile windshields and body panels. As part sizes begin to
exceed the order of 100gms, a gripper’s jaws are custom shaped to ensure a secure hold.As the durable mainstay of handling and assembly, these tools have changed little since the beginning of robotics three decades ago.
Grippers, which act as simple pincers, have two or three unarticulated fingers,called “jaws”, which either pivot or remain parallel during open close motions as illustrated in Figure 2. Well organized catalogs are available from manufacturers that guide the integrator or customer in matching various gripper components (except naturally for the custom jaw shape) to the task and part parameters.
Figure 2 Gripper variations are limited
Payload sizes range from grams for tiny pneumatic grippers to 100 kilograms for massive hydraulic grippers. The power source is typically pneumatic or hydraulic with simple on/off valve control switching between full-open and full-close states. The jaws typically move 1cm from full-open to full-close. These hands have two or three fingers,called “jaws”. The part of the jaw that contacts the target part is made of a removable and machinably soft steel or aluminum, called a “soft jaw”.
Based on the unique circumstances, an expert tool designer determines the custom shapes to be machined into the rectangular soft-jaw pieces. Once machined to shape, the
soft-jaw sets are attached to their respective gripper bodies and tested. This process can take any number of iterations and adjustments until the system works properly. Tool designers repeat the entire process each time a new shape is introduced.
As consumers demand a wider variety of product choices and ever more frequent product introductions, the need for flexible automation has never been greater. Ho
剩余内容已隐藏,支付完成后下载完整资料
英语译文共 13 页,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[477793],资料为PDF文档或Word文档,PDF文档可免费转换为Word

