
英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
在立式螺旋输送机物理比较模型的研究领域,DEM对于摩擦参数测定中的应用
J. Rozbroj,*原始的科学论文 收到日期:2014年10月31日
J. Zegzulka和J.Nečas 接受日期:2015年2月28日
俄斯特拉发ENET VSB-TU中枢,11月17日15/217,708 33,
俄斯特拉发 - Poruba,捷克共和国
本文介绍了DEM在螺旋输送机散装材料的应用,运输和物业领域的实验和实验室活动
散装材料可以通过使用DEM预期可以获得的输入参数。这些运输设备主要涉及描述流动特性的摩擦参数。没有这些知识,就会限制DEM的使用。随着散装材料和接触几何形状的机械和物理特性的知识的完善,DEM的使用逐渐适用于模拟输送物料的真实行为。这种状态只能通过检查仿真的一致性或者通过校准来实现模拟真实状态,校准必须基于在实验室环境中确定的输入值的范围。之后,有必要通过来自DEM模拟的实验来获得输出参数,例如
在垂直螺旋输送机运输过程中的颗粒速度。同样的方法是在需要通过PIV方法从实际设备中获取值时使用,在此基础上对DEM模型进行优化。
关键词
离散单元法,粒子图像测速仪,垂直螺旋输送机,验证DEM的校准,DEM的校准
介绍
有关垂直和倾斜螺旋输送机功能的理论描述将在文章由罗伯特1,欧文2负责。使用DEM来比较横向和垂直螺旋运输机的运输效率。这种比较解决了垂直螺旋运输机的运输面积问题。DEM用于研究当前螺旋输送机或送料机的优化。
在实践中,使用DEM的输送系统的设计基于对输入参数的了解,主要要求是以最低的经济需求及时完成运输量。这种系统的关键输入参数是关于待输送材料的机械 - 物理特性的知识。理论输送机设计是通过使用理想模型和经验计算来实现的。测得的运输材料的性能对于设计运输公司来说是一个重要的输入。公司将其公司标准用于特定设备的特定应用,但在非传统输送机的情况下,这些程序可能并不总是足够的。如今,精度,开发速度,经济需求和可靠性要求越来越高。这一趋势由计算机支持,在短时间内完成设备设计和优化设计。在散装物料运输过程中,科学活动在研究颗粒物质及其机械和物理特性的行为时是不同的。DEM有助于模拟由粒子组成的散装材料与其接触的设备几何形状的行为。这些观察到的行为特性需要应用于DEM并进行校准。校准过程意味着实现这样一种情况,其中特定物质的计算机DEM模型接近真实的大块材料行为。实验室检测到的实际散装物料的机械和物理性质的参数范围在DEM中进行了优化,直到DEM和PIV获得的输出数据之间达到一致。
方法
DEM和真实模型的验证
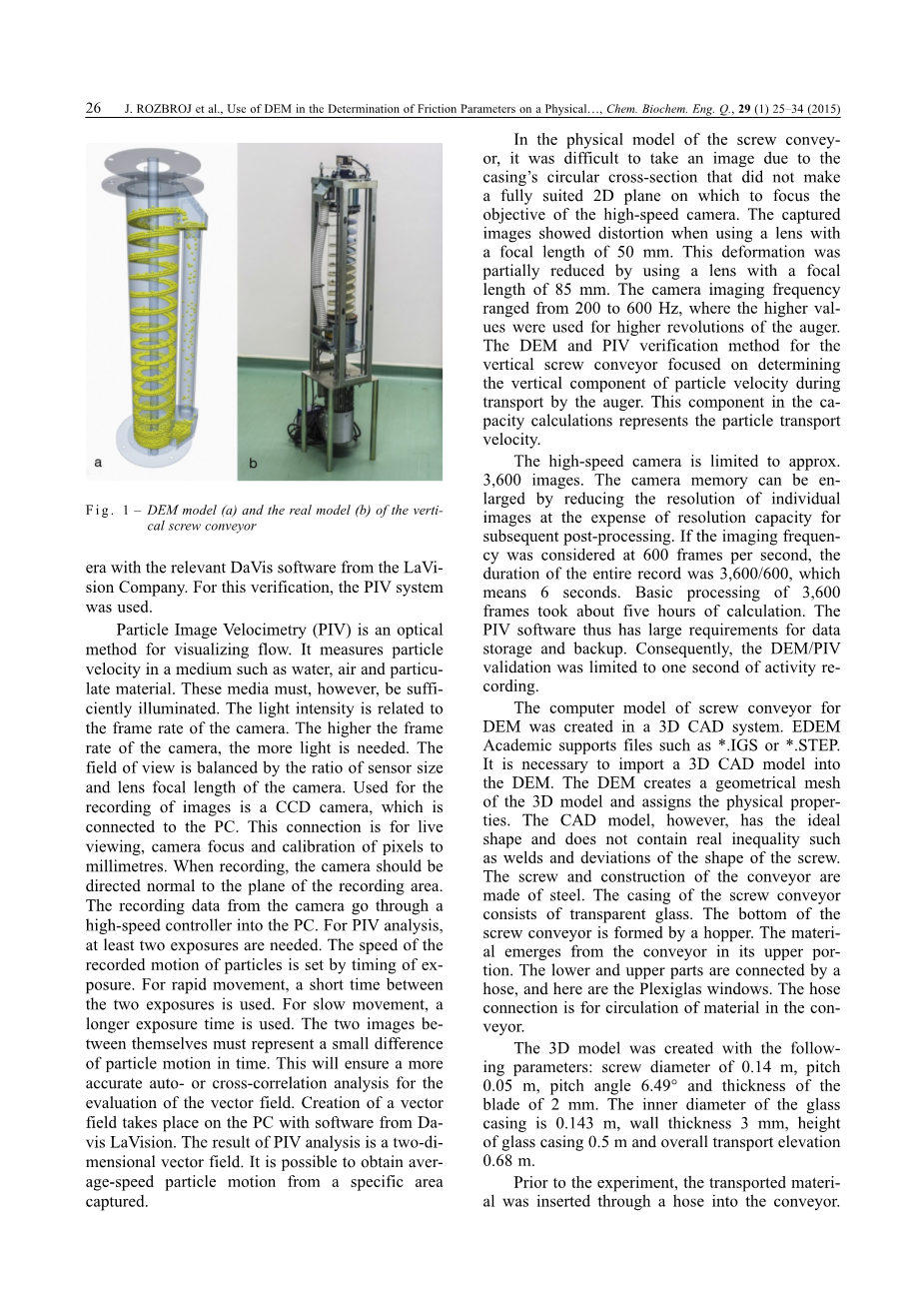
用真实模型验证DEM模型(图1)是通过LaVi公司的相关DaVis软件通过高速摄像头进行的。为了验证这一模型,使用了PIV系统。
图1 - 垂直螺旋输送机的DEM模型(a)和真实模型(b)
粒子图像测速(PIV)是一种可视化流程的光学方法。它测量介质中的颗粒速度,如水,空气和特殊材料。但是,这些媒体必须充分照亮。光强度与相机的帧速率有关。相机的帧率越高,需要的光线就越多。视野的大小与相机的传感器尺寸和镜头焦距之比保持一致。用于图像记录的是CCD相机,它连接到PC。此连接用于实时查看,照相机聚焦和像素以毫米为单位的校准。录制时,相机应垂直指向录制区域的平面。摄像机的记录数据通过高速控制器进入PC。对于PIV分析,至少需要两次曝光。粒子记录运动的速度由曝光时间设定。为了快速移动,使用两次曝光之间的短时间。对于慢速移动,使用较长的曝光时间。这两个图像本身必须代表粒子运动的微小差异。这将确保为矢量场的评估提供更准确的自相关或互相关分析。使用 Davis LaVision软件在PC上创建矢量场。PIV分析的结果是一个二维向量场。可以从捕获的特定区域获得平均速度质点运动。
在螺旋输送的物理模型中,或者由于外壳的圆形横截面而难以拍摄图像,因为它没有形成一个完全适合的2D平面,在该平面上聚焦高速摄像机的目标。使用焦距为50 mm的镜头时,拍摄的图像会显示失真。通过使用焦距为85 mm的镜头,部分减少了这种变形。摄像机成像频率范围为200至600赫兹,其中较高的值用于螺旋钻的较高转速。垂直螺旋输送机的DEM和PIV验证方法侧重于确定螺旋输送过程中颗粒速度的垂直分量。容量计算中的这个组件代表了粒子的运输速度。
高速摄像机仅限于约3,600张图片。可以通过降低分辨率来降低相机图像的分辨率,从而降低相机的内存容量,以便进行后续处理。如果成像频率被认为是每秒600帧,则整个记录的持续时间是3,600 / 600,则整个时间为六秒。基本处理3,600帧需要大约五个小时的计算。因此PIV软件对数据存储和备份有很高的要求。因此,DEM / PIV验证仅限于一秒的活动记录。
用于DEM的螺旋输送机的计算机模型是在3D CAD系统中创建的。EDEM Academic支持* .IGS或* .STEP等文件。这需要我们有必要将3D CAD模型导入DEM。DEM可以创建3D模型的几何网格并分配物理特征。然而,CAD模型具有理想的形状,并且包含偏差,例如焊接和螺钉形状的偏差。输送机的螺杆和结构由钢制成。螺旋输送机的外壳由透明玻璃组成。螺旋输送机的底部由料斗构成。物料从上部传送带中出现。下部和上部通过软管连接,这里是树脂玻璃窗。软管连接用于在运输机中循环物料等。
3D模型创建的参数如下:螺旋直径0.14米,螺距0.05米,螺距角6.49°,叶片厚度2毫米。玻璃外壳的内径为0.143米,壁厚为3毫米,玻璃外壳高度为0.5米,总运输高度为0.68米。
在实验之前,运输的物料通过软管插入输送机。运行传送带后,这种材料沿着螺丝向上移动。高速摄像机反映了材料通过玻璃外壳的运动。
没有DEM校准的验证
通过得到DEM模型与PIV结果的一致性,从而提供对运输材料的摩擦和机械 - 物理参数的测量。DEM(表1和表2)的输入参数是先决条件。表1中给出的DEM输入参数对于检测和测量力是必需的。虽然本文不重点关注这一测量,但表中列出的值具有参考价值。表2给出的数值在实验室用于测量直径6毫米的塑料球形颗粒。这些是用于气枪武器的弹药。
表1 - EDEM Academic中测量力的输入参数
|
材料 |
钢 |
玻璃 |
塑料 |
塑料玻璃 |
|
泊松比m [ - ] |
0.3 |
0.19 |
0.39 |
0.48 |
|
剪切模量G [Pa] |
8.077·1010 |
2.857·1010 |
8.993·108 |
8.74·108 |
|
密度[kg m-3] |
7850 |
2180 |
1780 |
1180 |
PIV的DEM验证通过拍摄vy在垂直螺旋输送机上进行。对于拍摄,选择了一个与DEM模型和真实模型几乎相同的区域(图2)
表2 - 通过EDEMA Academic的实验室测量检测的输入参数
|
与塑料颗粒的相互作用 |
钢 |
玻璃 |
塑料 |
塑料玻璃 |
|
恢复系数 |
0.82 |
0.93 |
0.48 |
0.85 |
|
静摩擦系数 |
0.44 |
0.32 |
0.35 |
0.41 |
|
滚动摩擦系数 |
0.013 |
0.004 |
0.014 |
0.006 |
从文件数据量和大量测试的角度来看,V DEM / PIV的拍摄时间在1秒内限制为100个值。得到的恶性疟原虫的平均值和病程记录在图表中(图3)
螺旋速度设定为148rpm的PIV / DEM和传送中使用的颗粒数量约为6.645。为了实现准确的螺旋转速,真正的模型配备了变频器和增量传感器。DEM和PIV模拟测量的vy平均值的结果非常相似。第一次验证是在没有校准的情况下进行的。
表3列出了DEM和PIV的测量标准偏差概况。
表3 - 螺杆转速为148 rpm时PIV和DEM结果的变化和变化
|
螺杆速度148 [rpm] |
平均vy [m s-1] |
标准偏差 [m s-1] |
变异系数 |
速度波动 [%] |
|
DEM |
0.0290 |
0.0032130 |
0.1108 |
11.1 |
|
PIV |
0.0287 |
0.0024683 |
0.0860 |
8.6 |
图2 - 检测DEM(a)和PIV(b)的vy
图3 - 测量区域vy的平均值
用DEM校准验证
在这一年的期间中,对于不同的改进项目中的真实模型,又进行了一系列测量。该假设找到了与未经校准的验证情况相同的状态。经过几次测量系列后,得出的结论是这种状态不能实现。彻底检查时螺钉刀片磨损严重(图4)
通过观察发现螺钉的接触表面的磨损严重。表面粗糙度仅在螺杆的刀刃边缘处发生变化。这部分是最经常接触的部分。这是由于离心力引起的,这会将颗粒推入螺杆的外部。剩余的螺纹表面光滑。长时间使用后,白色塑料颗粒呈黑色,螺旋输送机底部发现金属粉尘。
这种磨损改变了PIV和DEM验证的整个方法。有必要对模拟模型进行校准,以便DEM中的输出vy与PIV测量的结果相对应。
图4 - 在真实模型上发现的螺旋叶片磨损
结果与讨论
图5显示了图3所示的类似测量结果。不同之处在于螺杆的速度。使用的是141转/分,而不是148转/分。如图5所示,DEM和PIV在141 rpm时的平均速度相差约0.0059 m s-1。
来自PIV的vy的平均测量值为0.0206m s-1,来自EDEM Academic的输出数值为0.0265m s-1,使用表1和表2中的值。
校准是通过观测输送的球形颗粒和螺旋叶片之间的静摩擦系数的变化来实现的。由于我们无法直接在螺旋钻上测量静摩擦,所以这种方法是通过EDEM Academic应用中的一系列实验完成的。通过PIV的真实模型的测量是以141rpm的螺旋速度和约6,645个颗粒的数量进行的。与表2中的摩擦值0.44相比,摩擦值必须逐渐增加至0.88。螺旋推进器摩擦的增加导致vy尺寸减小。
图6显示了DEM中摩擦校准后,vy达到0.0210 m s-1的结果。摩擦本身发生在玻璃外壳的底部(在其高度的三分之一的区域内)。这是由于放电前上部末端显示的螺旋的几何误差最高。与DEM模型不同,真实模型在焊接单个元件后还留下了接缝。螺旋叶片和运输颗粒之间的摩擦的双重值被用于其他实验,这些实验旨在验证新的静摩擦系数为0.88的正确选择。
表4列出了螺杆转速141 rpm时测量标准偏差的概况。
此外,对DEM / PIV进行螺杆转速为80rpm和170rpm的比较。如图7和图9所示,DEM / PIV的对比也有差异。这些差异通过DEM的校准来解决,如图8和图10所示。
图5 - 校准前螺杆速度为141 rpm时DEM / PIV的平均值
图6 - 校准后螺杆速度为141 rpm时DEM / PIV的平均值
表4 PEM和DEM结果的方差和变化率的测量
螺杆速度141转每分钟前和摩擦改变后的DEM
全文共9996字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[9234],资料为PDF文档或Word文档,PDF文档可免费转换为Word

