
英语原文共 8 页,剩余内容已隐藏,支付完成后下载完整资料
表面与涂料技术311 (2017)357-364
目录可以在ScienceDirect上找到
表面及涂层技术
杂志主页:www.elsevier.com/locate/surfcoat
利用多孔金属阴极对微酒窝进行三明治式电化学微加工
方Xifang张Ningsong⁎曲枭龙aa,b,a,b
a 南京航空航天大学机电工程学院,南京210016
b 2 .江苏省精密与微制造技术重点实验室,江苏南京210016
a r t i c l e n f o
文章历史:
2016年10月10日
2017年1月9日
2017年1月10日接受修改后的表格,2017年1月11日在网上可用
关键词:
Micro-dimples
多孔金属阴极电化学微加工与三明治式电化学微加工相似
a b s t r a c t
微韧窝作为一种表面纹理被广泛应用于摩擦学中,以改善机械部件的界面性能,从而减少摩擦、磨损、振动和噪声。电化学微加工是一种常用的微韧窝加工方法。夹芯式电化学微加工可以产生微酒窝,但由于气泡和不溶性的电解产物堆积在封闭的电化学反应单元上,微酒窝往往较浅。在本研究中,我们使用多孔的金属阴极来去除电解产物,并使用一个开放的反应单元而不是封闭的反应单元来产生深的微酒窝。实验结果表明,多孔金属阴极可以去除气泡和一些不导电的不溶性电解产物,从而产生深的微窝。此外,金属阴极的孔径越小,微韧窝的尺寸均匀性越好。
copy;2017爱思唯尔公司保留所有权利。
1.介绍
表面纹理通过减少各种机械部件的摩擦磨损[1]和振动噪声[2],对提高界面性能起着重要的作用。它在许多先进领域具有相当重要的意义,如涉及航空航天、汽车、光学和生物医学技术的领域[3-5]。
现代微加工技术可以通过精确控制表面纹理的形状和尺寸来优化界面性能。反应离子刻蚀[6]、常规微车削[7]、化学刻蚀[8]、超声加工[9]、电化学加工(ECM)[10]等方法已被开发出来。
通过掩模电化学微加工(TMEMM)是电解加工中产生微窝的主要方法之一。Madore et al。[11]使用该方法在钛表面生成微酒窝用于生物应用。Chauvy et al。[12]是TMEMM的一个新发展,在钛上形成一个被动膜作为掩膜,用激光获取图形。钱等。[13]开发了一种改进的TMEMM技术来制备微模数,其中一个图案绝缘板涂层金属膜作为阴极是密切附在工件上。介绍了一种用于制备微酒花阵列[14]的柔性PDMS掩模。
⁎通讯作者:机电工程学院,南京航空航天大学、南京210016年,中国的公关。
邮箱:nsqu@nuaa.edu.cn (N。曲)。
摘要采用夹层式电化学微加工技术可以减少微酒窝直径的过切,提高微酒窝阵列[15]的尺寸均匀性。然而,积聚在工件上的气泡和不溶性电解产物抑制了封闭SLEMM过程中工件表面的溶解。本研究以多孔金属为阴极,在SLEMM过程中去除电解产物,使电化学反应单元由封闭状态变为开放状态。由于多孔金属的低密度、大比表面积和优良的能量吸收特性,它们通常被用作清洁能源应用的存储介质、药物传递和成像的伪生物材料以及热交换器[16-19]。在封闭的SLEMM加工过程中,多孔金属中的微孔有助于去除气泡和一些不导电的不溶性电解产品。本文试图从实验上揭示孔径和加工性能对微韧窝尺寸的影响。
2.SLEMM的理论分析
SLEMM的原理图如图所示。1 [15]。为了分析累积气泡对封闭SLEMM过程的影响,我们做了以下假设:
(1)累积气泡由理想气体的状态方程控制。
(2) SLEMM工艺中电解液温度均匀。
(3)体电解质中的浓度梯度可以忽略不计。
(4)电流效率100%。
http://dx.doi.org/10.1016/j.surfcoat.2017.01.0350257-8972/copy;2017爱思维尔B.V.保留所有权利。
X。Zhang et al。/表面与涂层技术311 (2017)357-364
358
阴极
面具
电解液
阳极
无花果。1.SLEMM的原理图。
在SLEMM过程中,电极的电化学反应描述如下:
eth;1THORN;
eth;2THORN;
eth;3THORN;
eth;4THORN;
电解液电导率与气泡率的关系为
eth;8THORN;
kappa;电解液电导率,kappa;is初始电解液电导率,和m的电阻率指数是气体和液体的混合范围1 - 2 [23]。0 电流密度为
eth;9THORN;
其中i为电流密度,U为施加电压,d为电极间间隙。单位时间内气体的摩尔数是
其中M为阳极工件的金属。阳极金属溶解的电流效率为
eth;5THORN;
eth;10THORN;eth;11THORN;
eta;是多大的规模的实际电流用于阳极溶解的过程。用法拉第定律计算了金属溶解的实际质量,用法拉第定律计算了金属溶解的理论质量。autual theory 在ECM的建模过程中,eta;通常被假定为100% (20、21)。
理想气体的状态方程是
eth;6THORN;
PVfrac14;nRT;
V是气体的体积,P是气体的压强,n是气体的摩尔数,R是气体常数,T是热力学温度。
气泡比为
eth;7THORN;
式中,Qis为气体体积,Qis为液体体积,[22]。g l
表1参数值。
|
参数 |
价值 |
|
外加电压U |
15 V |
|
电极间的差距, |
50mu;m |
|
通孔直径D 电子电荷,问e |
100年mu;m 1.602times;10minus;19°C |
|
阿伏伽德罗常数NA 6.02年times;10摩尔minus;123 |
|
|
初始电解液电导率,kappa;0 |
8.7 S / m |
|
电阻率指数,米 |
1.5 |
其中S为加工区域,q为电子上的电荷,Nis为阿伏伽德罗常数,D为干膜掩膜通孔的直径。e A 因此,
eth;12THORN;
dnfrac14;
eth;13THORN;
初始电解质电导率为8。7s /m,硝酸钠电解液,浓度为100g /L,温度为25℃。常用的电阻率指数为1.5。表1列出了所有参数的值。
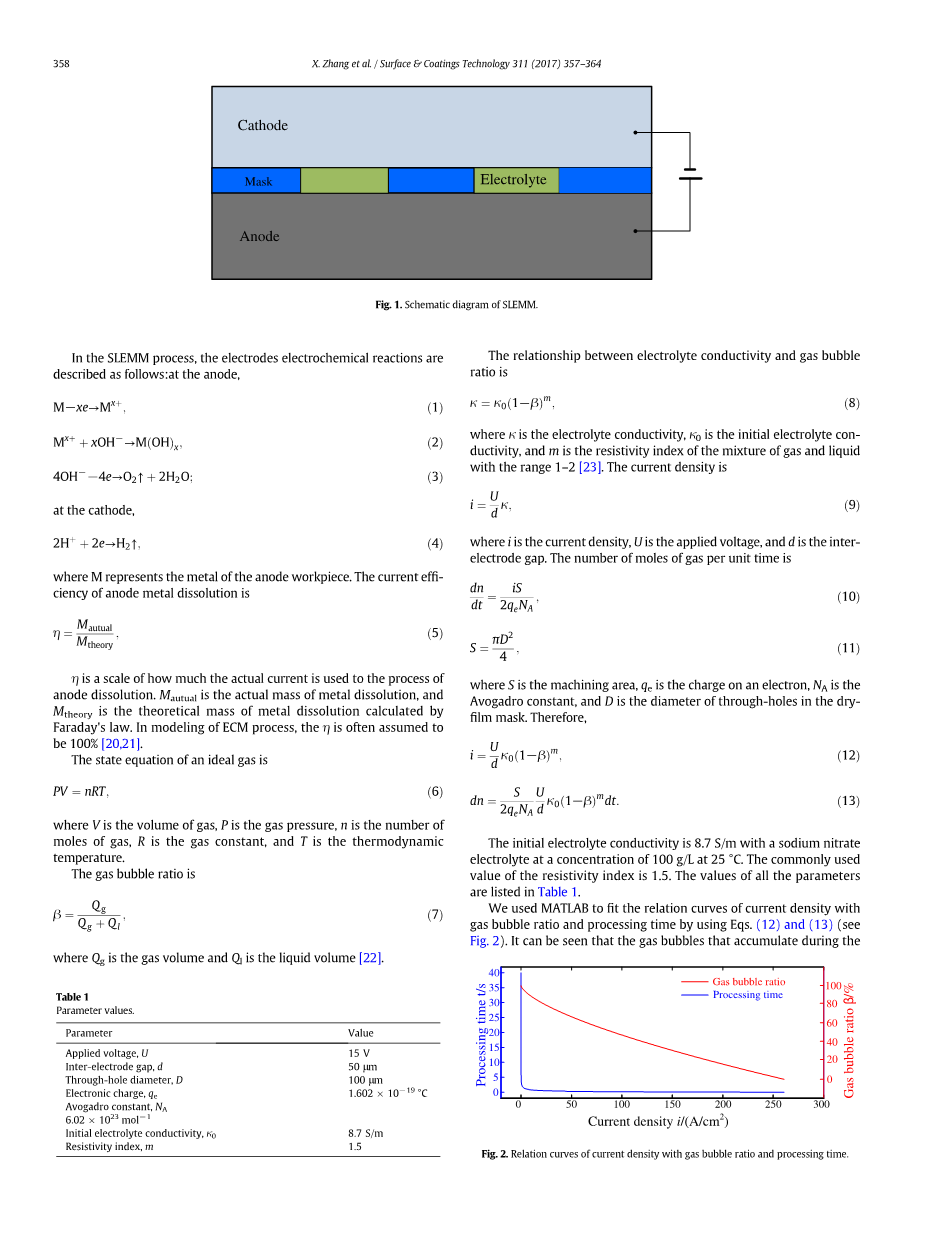
利用MATLAB软件,利用Eqs软件拟合电流密度与气泡比和处理时间的关系曲线。(12)、(13)(见图)2)。可以看出,气泡是在一定的时间内积聚起来的
处理时间t / s
气泡比处理时间长
气泡比/%
0
50
电流密度i/(A/cm)2
250
One hundred.
80
60
40
20.
0
300
40
35
30.
25
20.
15
10
5
0
无花果。2.电流密度与气泡比、处理时间的关系曲线。
X。Zhang et al。/表面与涂层技术311 (2017)357-364
359
多孔金属阴极
面具
电解液
阳极
(a)多孔金属SLEMM的原理模型
阴极
气泡
面具
多孔金属
阴极
面具
气泡
阳极
不溶性产品
阳极
不溶性产品
(b) SLEMM中产品积累的示意图模型
(c)多孔阴极SLEMM中产物逸出的原理模型
无花果。3.(a)利用多孔金属的SLEMM的原理模型(b) SLEMM中产物积累的原理模型(c)利用多孔阴极的SLEMM中产物逸出的原理模型。
封闭的SLEMM工艺对电流密度有较大的影响,电流密度随气泡比的增大而减小。这意味着电解质的电导率也会随着气泡的增多而降低。此外,由于SLEMM单元是封闭的,并且生成气泡的摩尔数等于在硝酸钠电解液中消耗的水的摩尔数,所以电流密度随处理时间的增加而减小。因此,随着气泡产量的增加,硝酸钠电解液中的水减少,这意味着封闭的SLEMM中积累的气泡抑制了电化学反应。
3.采用多孔金属阴极的SLEMM模型
在本研究中,在封闭的SLEMM中,采用多孔金属阴极来去除电解产物,使得电化学反应单元不是封闭的,而是开放的(如图所示)。3)。这样,与气泡和不溶物在SLEMM中的积累相比(见图)。(3b),气泡会从多孔金属阴极中逸出,同时带走一些使用多孔金属阴极的不溶性电解产物(见图3)。3 c)。我们使用GPM220干膜(美国杜邦公司),这是一种负性的光刻胶,具有良好的附着力、内在的平面化和柔韧性。我们在之前的研究中报道了干膜掩膜的光刻工艺。
4.实验调查
实验系统已在之前的研究中报道过。直流电源(3050DM, SOYIPOWER,中国)
表2
实验参数。
|
掩模通孔直径 |
100年mu;m |
|
面具厚度 |
50mu;m |
|
电解液浓度 |
100 g / L NaNO3 |
|
电解液温度 电解液电导率 |
25°C 8.7times;10minus;3 S/m |
|
工件材料 |
不锈钢304 |
|
多孔金属 |
多孔不锈钢304 |
实验中使用了最大输出电流50和最大输出电压30 V。详细的实验参数如表2所示,多孔不锈钢304的孔径如表3所示。金属通过高温烧结制成多孔的球形小体(粉末)。微酒窝是在25℃下用浓度为100 g/L的硝酸钠电解液加工而成,电解液电导率为8。7times;10minus;3 S/m。电流数据采集采用闭环霍尔电流传感器(CSM050NPT5, Chahua,中国)和数据采集卡(NI PCI- 6221,美国)。采用三维轮廓仪(DVM5000,德国莱卡)和扫描电子显微镜(SEM: S-3400N,日本日立)测量型材表面纹理。
5.结果与讨论
5.1。多孔金属阴极厚度对微韧窝尺寸的影响
调查的影响厚度的多孔金属阴极micro-dimple维度,micro-dimples与相同的加工多孔阴极孔隙大小的5mu;m,不同厚度的多孔阴极这里是2毫米,5毫米,分别为8毫米和10毫米。在相同的加工参数下(10v外加电压,30 s加工时间),产生微韧窝。微凹的平均尺寸和标准偏差见表4。这表明在5、8和10毫米厚度的多孔介质中,微酒窝的平均尺寸和均匀性
表3
多孔不锈钢304的孔径。
|
孔隙大小(mu;m) |
孔隙度(%) |
|
1 |
28.7 |
|
3. |
29.8 |
|
5 |
29.0 |
|
7 |
30.3 |
|
10 |
29.5 |
|
15 |
30.1 |
X。Zhang et al。/表面与涂层技术311 (2017)357-364
360
表4
多孔阴极厚度对微韧窝尺寸的影响。
|
厚度 |
加工 |
的意思 剩余内容已隐藏,支付完成后下载完整资料 资料编号:[421358],资料为PDF文档或Word文档,PDF文档可免费转换为Word |
|

