
英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
超声波椭圆振动切削创新装置的研究
周明,胡林华
(哈尔滨工业大学机电工程学院 黑龙江省 哈尔滨市15501西大直街92号)
摘要:本文提出了一种具有纵向振动第一谐振模式和弯曲振动第三谐振模式的创新性超声椭圆振动切割(UEVC)装置,与以往的UEVC装置相比,可以提供更高的输出功率。使用有限元方法(FEM),纵向和弯曲振动的共振频率被调整为尽可能接近以便利用在单一频率下的两相驱动电压来激发这两种振动,而纵向和弯曲为了将设备安装在一个固定点上,振动也被调整为尽可能重合。基于仿真分析结果制作了原型装置,然后通过阻抗分析仪和激光位移传感器评估其振动特性。在超声波频率为20.1 kHz时,采用480 Vp-p的两相正弦驱动电压,开发的原型器件实现了纵向振幅为8.9 lm,弯曲振幅为11.3 lm的椭圆振动。开发的UEVC装置的性能通过使用单晶金刚石工具的硬化钢的切削测试来评估。实验结果表明,与普通的切割工艺相比,使用所提出的装置显着降低了刀具磨损。
关键词:超声波椭圆振动切割装置 超声波椭圆振动切割 振动切割 振幅
- 引言
超音波椭圆振动切割(UEVC)是Shamoto和Moriwaki首先提出的一种有前途的切割技术,特别是在切割难切削材料,弱刚度部件和高精度部件方面。 切割技术的工作原理是,设置在UEVC装置末端的工具在由切割方向和切屑流动方向形成的平面中的椭圆轨迹中振动,如图1所示。工具的相对运动轨迹 可以表示为:
(1)
(2)
图1 超声波椭圆振动切割
其中vc是切削速度,a是切削方向振动的振幅(即,x轴),b是切屑流动方向振动的振幅(即,y轴),f是工具的振动频率,u是振动的相移。
当刀具在切削方向上的振动速度高于切削速度(方程(3))时,UEVC的好处变得明显。 这允许间歇切割,因此刀具在每个循环中都与工件分离。
(3)
(4)
其中(vt)max是刀具在切削方向上的最大振动速度。
与单向超声振动切削相比,在UEVC中,由刀具的椭圆轨迹加工的向上拉动提高了刀具的前角,避免了刀具的凸面与工件的加工面之间的摩擦 在刀具的垂直振动运动过程中协助将切屑从工件上拔出,并且显着降低切削力和切削能量[1-4]。 因此,在大量具有间歇切割的工作中获得了UEVC的显着优点,总结如下:节省刀具寿命[5,6],改善表面精度和形成精度[2,7,8],使得使用金刚石刀具切割亚铁 材料[5,9],提高切割稳定性[3,5,10],并抑制毛刺和再生颤振[5,11,12]。
Ma和Hu设计了一种双弯曲共振模式的UEVC设备,其振动幅度在6-18 lm范围内[13]。 工作中采用了PZT陶瓷的d31相对低效率的工作模式,并且PZT陶瓷被粘合到装置的金属基座上。PZT陶瓷的拉伸强度和胶层的剪切强度都将限制UEVC装置输出能力的进一步提高。 采用PZT陶瓷的d33模式,Suzuki等人设计了一种具有纵向振动的第二谐振模式和第五谐振模式的弯曲振动的UEVC装置,其谐振频率约为39kHz[7]。但是,铃木等人设计的装置的振动幅度 根据公式2,两个方向都是2lm。(3),该装置的加工效率太低,该装置主要适用于超精密切割。
在这项研究中,开发了一种使用纵向和弯曲复合换能器的创新UEVC装置。在这种新设计中,UEVC装置工作在纵向振动的第一谐振模式和弯曲振动的第三谐振模式。与之前的设计相比,改进了开发设备的输出功率和振幅。UEVC装置的较高功率和较大振动幅度可能有助于提高加工效率。在制造原型之后,通过实验研究开发的器件的特性。
- UEVC设备的设计配置和结构
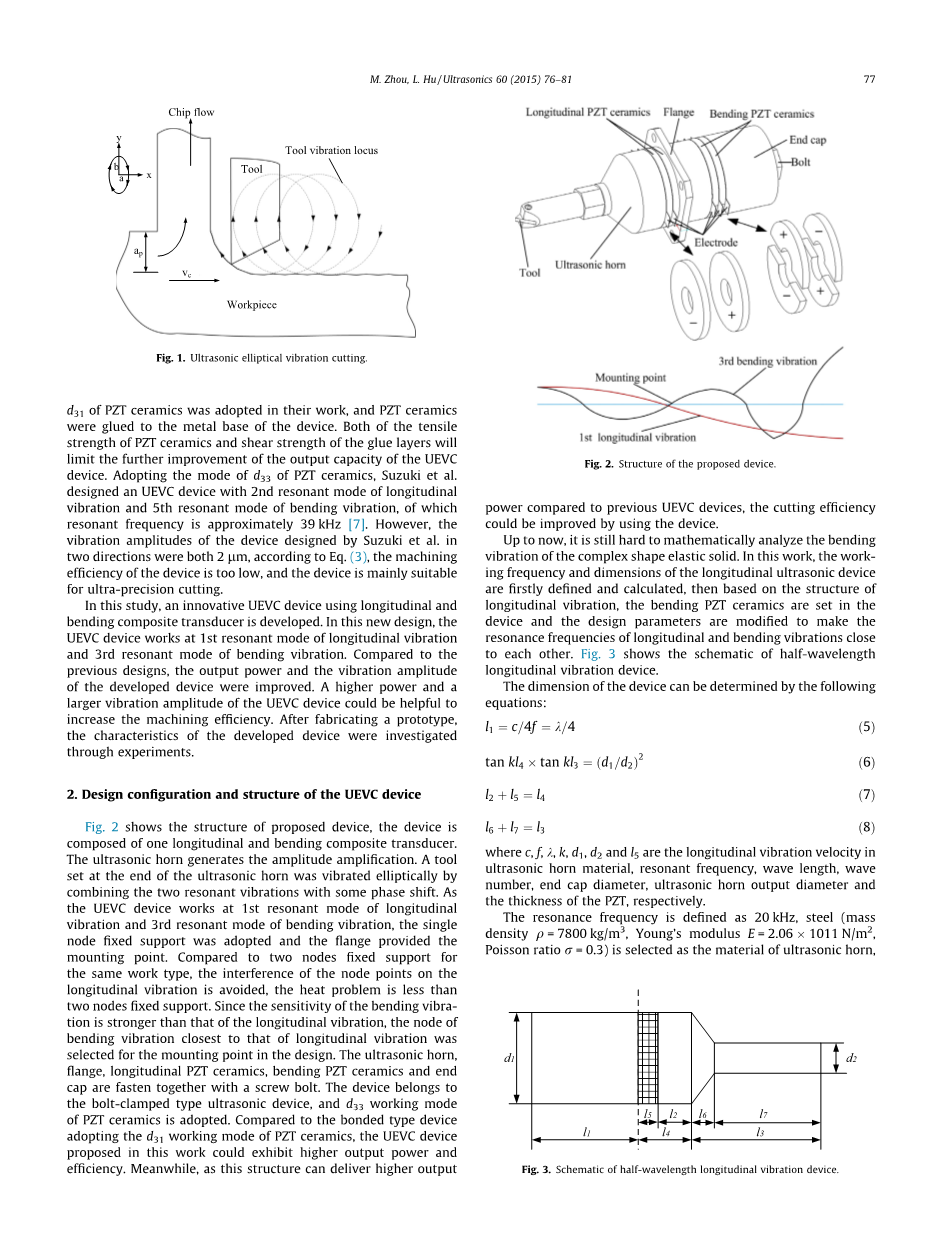
图2显示了所提出的装置的结构,该装置由一个纵向和弯曲复合换能器构成。超声波喇叭产生振幅放大。通过将具有一些相移的两个共振振动组合在一起,将超声变幅杆末端的工具设置成椭圆形振动。由于UEVC装置工作于纵向振动的第一谐振模式和弯曲振动的第三谐振模式,单节点固定支撑被采用,并且凸起提供了安装点。与相同工作类型的两个节点固定支持相比,避免了节点对纵向振动的干扰,热量问题小于两个节点的固定支持。由于弯曲振动的灵敏度比纵向振动的灵敏度要高,所以在设计中选择弯曲振动最接近于纵向振动的节点作为安装点。超声波焊头,凸缘,纵向PZT陶瓷,弯曲PZT陶瓷和端盖用螺栓紧固在一起。该装置属于螺栓夹紧式超声波装置,采用PZT陶瓷的d33工作模式。与采用PZT陶瓷的d31工作模式的键合型器件相比,本文提出的UEVC器件可以表现出更高的输出功率和效率。同时,由于与以前的UEVC设备相比,该结构可以提供更高的输出功率,因此使用该设备可以提高切割效率。
图2 拟议设备的结构
到目前为止,对复杂形状弹性固体的弯曲振动进行数学分析还很困难。 本文首先对纵向超声波装置的工作频率和尺寸进行了定义和计算,然后根据纵向振动的结构,在装置中设置了弯曲PZT陶瓷,并对设计参数进行了修改,以使谐振频率 纵向和弯曲振动彼此接近。 图3示出了半波长纵向振动装置的示意图。
该设备的尺寸可以由以下公式确定:
(5)
(6)
(7)
(8)
图3 半波长纵向振动装置示意图
其中c,f,k,k,d1,d2和l5分别为超声变幅杆材料的纵向振动速度,共振频率,波长,波数,端盖直径,超声喇叭输出直径和PZT的厚度。
共振频率定义为20 kHz,选用钢材(质量密度q = 7800 kg / m3,杨氏模量E = 2.06times;1011 N/m2,泊松比r = 0.3)作为超声波喇叭,弹簧,端盖 和螺栓。 表1列出了纵向振动装置的参数。 根据以前的计算尺寸,弯曲PZT陶瓷,其尺寸与纵向PZT陶瓷的尺寸相同,设置在超声波装置中,如图2所示。弯曲振动频率通过改变结构参数 超声波装置,同时确保装置的纵向振动频率保持几乎不变。
- UEVC设备的设计分析
本研究采用有限元法(FEM)完成工作,采用ANSYS软件。 在模态分析过程中,采用SOLID227单元进行网格划分,电极节点施加电压为零。采用Lanczos方法提取振型模态和共振频率。 工具,电极和胶水层被忽略,错误是可以接受的。
PZT陶瓷材料为宝德鼎恒声声学电子仪器有限公司在中国提供的PZT-8。 PZT陶瓷的机械和物理参数如下:
(9)
(10)
(11)
该设备的有限元模型采用ANSYS参数化设计语言建立,开发模态分析以获得设备纵向和弯曲振动的共振频率。 该装置的工作原理表明,在刀尖产生椭圆轨迹的关键在于将装置的两个振动模式的谐振频率调谐为相同。 调整装置的结构参数,使纵向振动和弯曲振动的共振频率接近[14-17]。基于模态分析,根据装置的振型模式和振动频率,优化设计 并确定设备的参数,例如喇叭的振幅转换和正确的安装位置。
表2列出了通过模态分析获得的UEVC设备的参数。 表1和表2中的数据存在一些差异。其中差异的原因之一是在数学分析中忽略了PZT陶瓷效应,另一个原因是由于在有限元分析中根据特定结构稍作修改 到如图2所示的实际应用结构。
表1 通过计算超声波装置的结构参数(mm)
|
l1 |
l2 |
l5 |
l6 |
l7 |
d1 |
d2 |
|
64.6 |
16 |
8 |
15.5 |
45.5 |
45 |
14 |
表2 通过有限元分析的UEVC装置的结构参数(mm)
|
l1 |
l2 |
l5 |
l6 |
l7 |
d1 |
d2 |
|
64 |
15 |
8 |
13.5 |
45.5 |
45 |
14 |
图4所示的模态分析结果表明,UEVC装置的纵向振动和弯曲振动的共振频率分别为20.343kHz和20.301kHz。这两个共振频率之间的差异为0.042kHz,其为大约0.2%的 共振频率。 纵向和弯曲模式的共振频率彼此非常接近,这表明纵向模式和弯曲模式之间的良好匹配已经实现。
图4 UEVC设备的振动模式
进行瞬态分析,以研究具有不同交变电压和相移(频率20.301kHz,周期数20)的超声变幅杆的输出端的运动行为。 将VL设为施加于纵向PZT陶瓷上的电压的有效值,将VB设定为施加于弯曲PZT陶瓷上的电压的有效值。 选择超声波喇叭输出端的中心节点,提取轴向(切削时切屑流向)和径向(切削切削方向)的位移。 图5显示了最后一个模拟周期中所选节点的运动轨迹,并表明所选节点的运动轨迹是椭圆或者不同电压和相移的直线,这与设备的工作原理相一致。 所以不同的运动轨迹可以通过不同的电压和不同的相移来处理。
图5 超声波喇叭上节点的运动轨迹
- 实验结果
根据仿真分析结果,如图6所示,制作了一个原型设备来验证所提出的设计的可行性。
图6 制造的UEVC设备
如图7所示,UEVC设备的频率响应采用阻抗分析仪(PV70A,Beijing Band Era Co.,Ltd.,China)进行测量。设备的纵向模式具有20.0kHz的谐振频率, 谐振频率为20.525kHz,装置的弯曲模式具有20.1kHz的谐振频率和20.289kHz的反谐振频率。 设备的频率响应测量数据与FEM模态分析得到的结果不同,分别为0.343 kHz和0.201 kHz。 差异主要是由于真实材料和理想模型之间的差异造成的。 另一个原因是忽视了工具,电极和胶水层。 加工误差和索具误差也是导致这些差异的原因。 这两个谐振频率之间的差异是0.1kHz,这小于谐振频率的0.5%。
图7 UEVC设备的阻抗测试结果
使用激光位移传感器(日本Keyence的LK-G5000)测量安装在UEVC装置的输出端上的工具尖端的位移幅度。 UEVC设备由自制超声波电源驱动,产生具有相同频率的两个通道正弦信号。电源每个通道的电压可单独调节,两个信号之间的相移可以从0连续调节。到180 ?.图8显示了在一系列测量过程中观察到的刀具尖端相对于电压幅值的位移幅度,相移。在20.1kHz的超声频率下,对于弯曲振动和纵向振动,UEVC装置的测量的位移振幅分别为11.3lm和8.9lm,激励电压为480Vp-p。从图中可以看出,位移振幅对电压存在线性关系。通过减少加工误差和索具误差,改善匹配电路和使用钛合金,设备的性能将得到改善。
图8 针对电压幅值绘制的刀尖位移幅值
为了评估开发的UEVC装置的性能,在具有静压轴承主轴(CGW6125C,上海仪表机床厂)的精密车床上进行硬化钢的金刚石切削实验。 通过不同的方法,即椭圆振动切割和普通切割,切割硬度为HRC43的硬化钢AISI:420S45。实验条件总结在表3中。
表3 切削硬化钢的实验条件
|
- |
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[478740],资料为PDF文档或Word文档,PDF文档可免费转换为Word |

