英语原文共 12 页,剩余内容已隐藏,支付完成后下载完整资料
在电阻点焊(2毫米片)下,低碳钢,不锈钢和两种钢混合接头的材料特性
摘要电阻点焊是在汽车工业中将两个或更多金属片连接在一起的基本焊接机构。这些机械组件很容易通过集中区域的大电流流入不连续点。通过使用铜电极帽将基础金属压缩到一定压力,并允许高电流流过相关区域,可以实现这一目标。由于电流流动而产生的热量导致金属片熔化并因此在基础金属之间形成结合。当电流完全停止时,基本金属的熔化区域自行进行固化过程。基本上,任何接头中的焊缝生长都由其工艺控制参数确定,特别是焊接电流,焊接时间,电极力和电极头。在这些实验中,针对主要用于不锈钢,低碳钢和两种钢混合接头的三种接头的焊接电流和焊接时间变化进行了表征。使用气动驱动的75千伏安点焊机完成整个焊接过程,焊接后的样品随后进行拉伸,硬度和冶金测试,以测量直径增长,拉伸测试期间的负载力,失效裂纹萌生,失效裂纹扩展方向,宏观和微观结构的变化,以及硬度的变化凝固过程。 评估2毫米厚度材料的实验结果表明,就剪切强度和硬度分布以及微结构取向而言,焊接区域的特性已经从其原始状态变化到富集状态。
关键字不锈钢焊接。小钢筋焊接材料。类似接头
介绍
用于通过熔合将两个或更多金属片接合在一起的常用金属接合技术称为点焊。这是通过允许高电流流过金属片在离散点完成的。焊接电流和焊接时间导致金属之间的根部渗透,同时电极压力和电极尖端在焊接过程中牢牢固定焊点[1]。该过程基本上使用两个铜电极将薄片压缩在一起,并通过接触电极提供大量的电流(通常为kA)。对于电阻(电极片的阻力,体电阻和片对电阻)的电流的焊接流形成高电流的电阻路径。这些电流的量值导致热量随着焊接过程中时间的推移逐渐熔化母材金属表面[2,3]。对于类似的基本金属,最高电阻区域将首先熔化,并且熔体本身在所有方向上均匀增长或扩大。对于不同的焊缝,焊缝几何形状中会出现热量不平衡,导致不同的焊缝直径[4]。一旦电流完全停止,融合区域就会凝固。低碳钢和不锈钢之间的凝固区域的直径增长相互不同,因为低碳钢的临界直径增长为3t0.5,而不锈钢的临界直径增长为4t0.5;不要以毫米为单位的基础金属的厚度[5,6]。基本金属的熔化和凝固区域从此处称为焊接块,它由四个主要区域组成。它们分为熔合区(FZ)或焊接熔核,热影响区(HAZ),热扩区(HEZ)和基本金属(BM)。一些研究人员将热影响区和热膨胀区组合为一个区域,但我将其分开处理,以便与SORPAS模拟结果进行比较。通常在凝固过程中完全发生显微组织变化的熔合区形成合适的焊接接头或片材之间的结合。由于熔融区周围的热传导,热影响区确实存在,并且也部分改变了微结构。然而,由于材料的导热率,热扩区确实存在。由于局部或部分时间的微观结构变化,该区域仍然归入热影响区。与不锈钢相比,除了不相似的焊缝外,这些区域在低碳钢中也是可以看到的。整个基本金属的其他部分保持不变。焊点的生长主要由控制参数决定,主要是焊接电流,焊接时间,电极压紧力和电极头直径[7]。这些是使焊接生长成为可能的四个常用参数,因为它会影响焊缝以延长任何金属接头的刚度。在这个实验中,电流和焊接时间是变化的,电极力和尖端保持不变,以表征2mm厚的不锈钢和低碳钢基本金属的焊接成长,因为2mm厚度在用于点焊的研究中非常少见。 因此,本文将介绍对RSW中更高厚度材料的新理解。
2实验
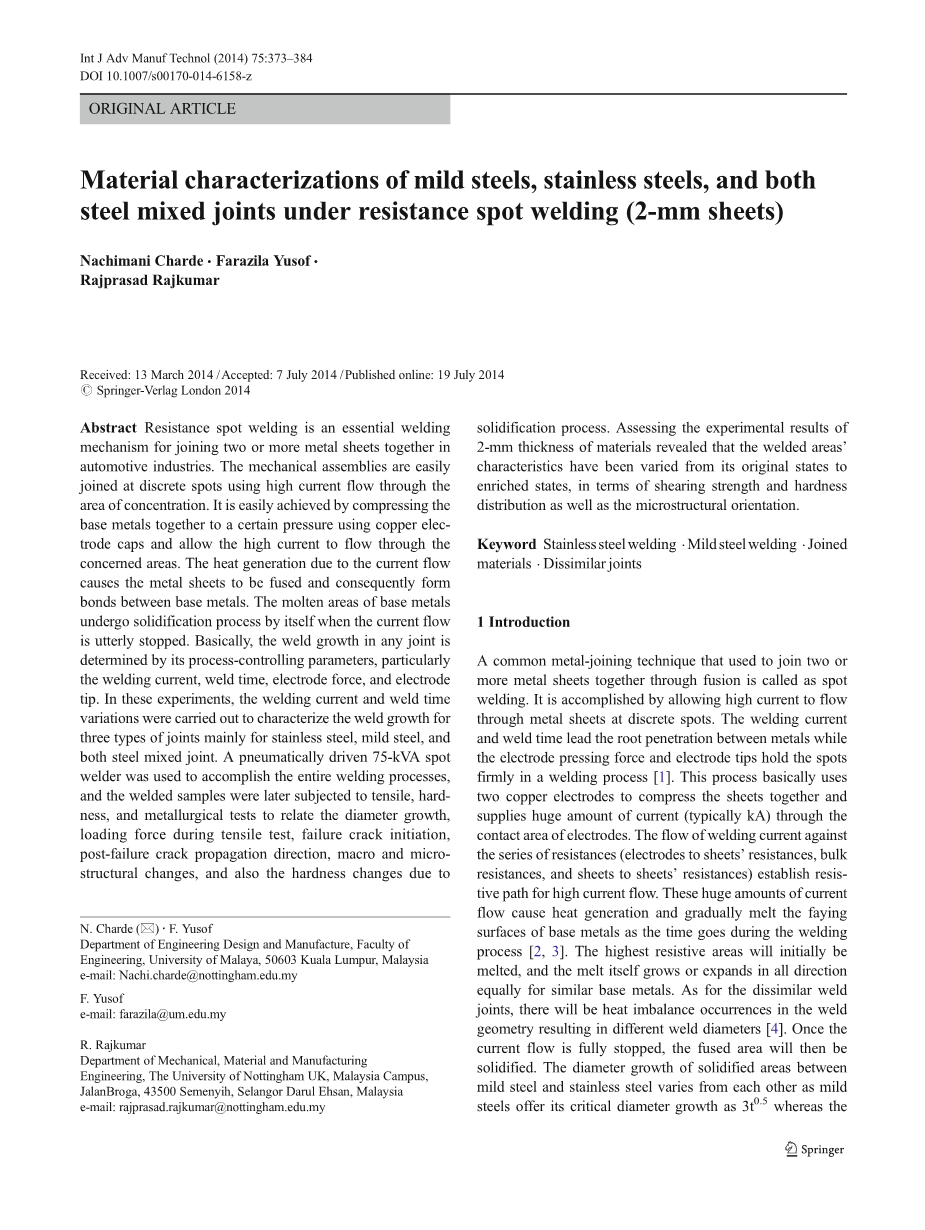
如图1所示,将试样制成矩形金属片(200mmtimes;25mmtimes;2mm),其化学和机械性能列于表1中。表1中示出了具有截头尖端直径的一对水冷铜电极的5毫米用于连接这些从RWMA的二级(铜和铬)类别中选择的金属片。最初将两个单独的样品放置在点焊机下部电极顶部的顶部(交流波形,75kVA),彼此重叠60mm,然后按压起始踏板以挤压60mm的重叠中间部分。焊接过程立即开始电极压力达到其预设力的当前值。焊接电流以正弦波形的千安培范围为单位,波形的重复次数为焊接周期。所以焊接电流在给定焊接时间内持续。此后,气动驱动电极的加压机构需要一定时间进行冷却(固化过程)并最终返回到电极组件的原始位置。焊接过程控制参数(电流,焊接时间和力)在焊接过程开始之前设置,以便焊接按照预设值进行。同时,挤压循环为35次,保持循环为20次,冷却循环为20次。
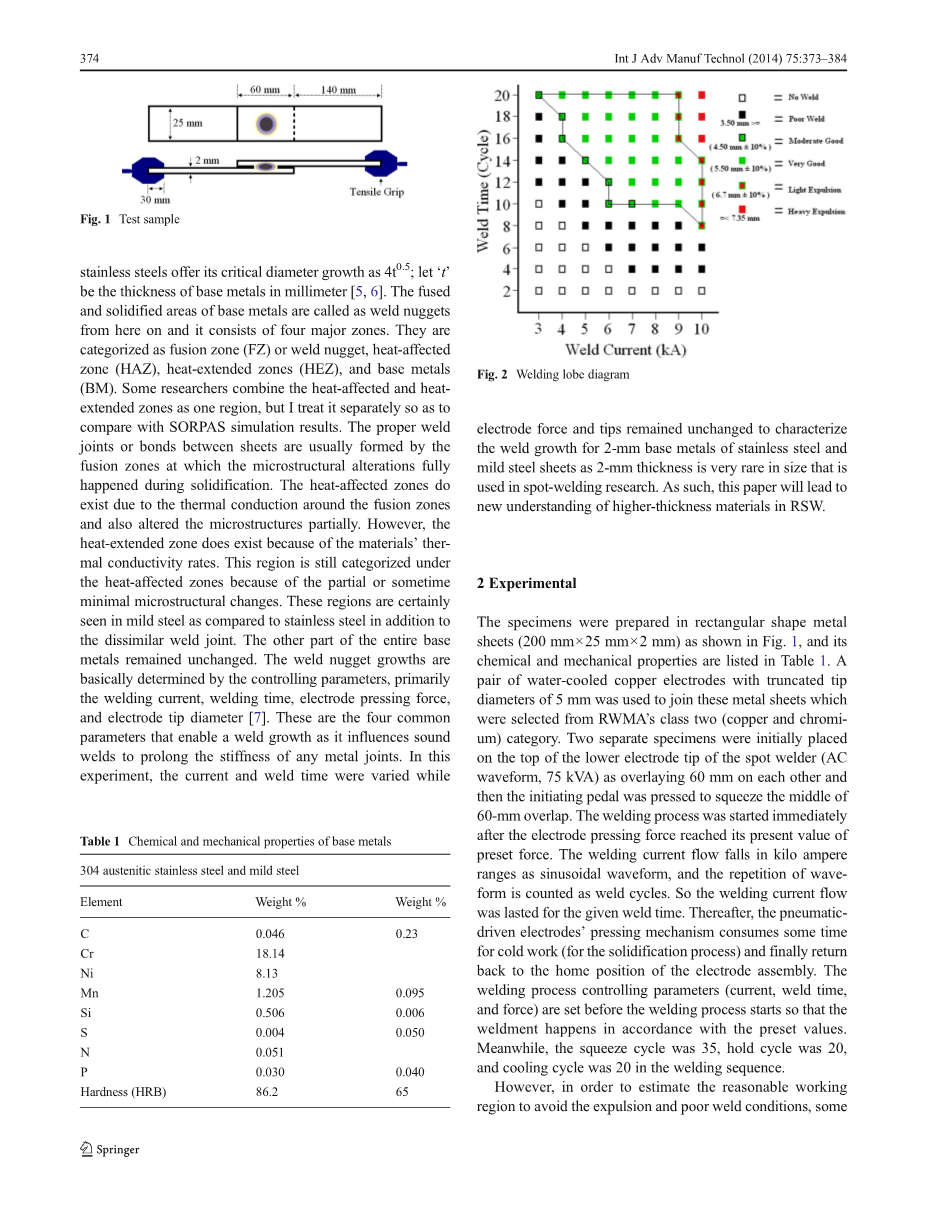
然而,为了估计合理的工作区域以避免驱逐和不良的焊接条件,一些人在最终实验之前进行焊接工艺。 通过这样做,预测了良好的工作区域,结果如图2所示。
图2显示了具有恒定力(3 kN)和未改变的圆形电极尖端(5 mm直径)的2 mm样品片的焊接凸角曲线。电极力和电极尖根据制造商的手册进行选择。因此,根据图2,由连续的黑色线表示的焊缝边界划定了所有可接受的焊接区域。彩色符号表示产生的焊接质量,并且不产生任何焊接的条件由白色框表示。带黑色边框的绿色框代表中等到良好的焊缝;完全绿色的盒子代表非常好的焊缝;以绿色为边界的红色框表示发生光排出的焊缝;红色框表示大量驱逐;黑色框代表不良的焊接点。由于本文的范围是研究良好工作区域的焊接生长情况,因此焊接时间表最初是基于焊接凸角开发的,以避免排出和焊接条件差。因此,焊接电流和焊接时间的工艺参数在它们的区域之间是等距的。假设遵循焊接波形轮廓,因此有三个等级的焊接电流(7,8,9 kA)和焊接时间(10,15,20周期)。 基于这个简单的预测,九个焊接工艺进度表如表2所列。在焊接过程中,为每个焊接工艺制定了七对基础金属。 七个中的五个用于拉伸测试,并且针对该特定焊接时间表考虑相应的平均值。 一对样品用于硬度测试,最后一对样品用于冶金测试。
拉伸剪切试验采用100kN拉伸试验机器进行,试样的强度可以达到最大值。如图1所示,十字头速度保持在70mm / min,金属板保持原始长度为200mm的30mm拉伸夹具。 强度(UTS)被测量为焊接样品自身开裂后的最大焊接强度(图3)。 将每个焊接程序的五个样本的平均强度值作为该特定焊接程序的最终值[8]。
使用洛克威尔硬度计在20kg的压力下使用刻度“B”进行硬度测试。 从基体金属的左侧通过焊接区域测量二十二点,并在右侧基体金属处结束。 图4显示了不同焊接接头的硬度测量点。 测试进行了对于焊接接头的两侧。然而,对于不锈钢,只有一侧的测量被考虑到了,尽管两侧都被测量了。
将不锈钢和混合钢的焊接样品切割成其直径线,并在热压机上使用树脂粉末进行安装。 安装的样品(图5)使用1,200 / 800p和600/200p的硅纸粗略抛光,并连续进一步抛光使用0.05微米悬浮液的Metadi抛光布。 对每个样品进行该抛光过程约30分钟至1小时直至看到光亮的表面。 随后将经过良好抛光的样品保存在充氮室中以减少氧化效应,然后进入SEM扫描仪。 最后,使用氯化铁(500ml,10个样品)将这些准备好的样品在罐中浸蚀约30-45分钟。 之后,使用普通水冲洗样品并使用吹风机吹干。由于低碳钢对大气湿度非常敏感,因此不需要任何延迟就可以对SEM进行扫描。
- 结果与讨论
3.1模拟和真实焊接接头的比较研究
在真正的实验开始之前,使用SORPAS(点焊工艺软件)对类似和不同的焊缝(轻度和不锈钢)进行仿真程序。在SORPAS中,电 - 热特性方程式或边界条件或接触电阻的特性都在内部建立,因此用户无法选择基本金属的厚度,材料类型,电极尖端直径,工艺参数等参数。作为对轻度,不锈钢和混合钢的模拟工作的结果,获得了用于相似钢的对称焊接区和用于不同钢的不对称焊接区。由于可能导致不同热流特性的基材的不同电性能,这些可能性很大(表3)。因此,焊接区的模拟结果被分为四个区域,以便与真正的焊接样本进行精确比较。明显的区域首先是融合区,其次,热影响区,第三,热扩区,第四,基底金属。
表3列出了轻度和不锈钢的一般性能。 从表格本身可以清楚地看出,熔化过程中,两种材料的熔点在融化过程中不同的温度下开始熔化的熔点始于不同的温度。
对于低碳钢焊接接头(图6),模拟8 kA,15个周期和3 kN的力。 与不锈钢相比,导热率更高,因此在低碳钢焊缝中可以观察到更大范围的热影响区(HAZ)和热扩区(HEZ)[9]。 然而,由于热膨胀率,低碳钢的熔合区似乎比不锈钢的直径更短。 它可以从两种钢的模拟结果进行比较(图7)。
另一方面,与低碳钢相比,不锈钢的热导率较低,导致热影响区和热扩散区较短。 然而,与钢板相比,焊接区域的直径看起来更宽,而且这两种板材焊接在一起时都会发现这种现象。 图8显示了不对称焊缝区域,因为它包含温和和不锈钢的不同金属片[11]。 因此现在可以清楚地看到,异种钢中的焊接区域具有热量不平衡并导致不对称的焊道。
3.2直径增量和拉伸剪切试验
直径增量和拉伸剪切力彼此直接相关。 当焊接电流和焊接时间根据焊接极限而增加时,焊接直径也相应增加。 直径增量会在两者之间产生更强的联结,
因此需要更多的拉伸剪切力来破坏焊接接头。 图9,10和11显示了试样的焊接时间增量。对于焊接时间增量,所有三种不同的焊缝和相应的拉伸破坏模式的比较如图12所示。
类似地,图13,14和15示出了受到焊接电流增量影响的样本。 所有三种不同的焊接接头和相应的拉伸破坏模式的比较如图16所示,用于焊接电流增量。
在考虑了拉伸剪切试验后,焊接电流和焊接时间增量已成比例地增加了焊接区域的直径,并且需要更多的拉伸剪切力来打破金属板(焊接接头)之间的接合,而不考虑基体金属[12]。 例如,当电流从7到8kA和8到9kA增加时,焊接熔核的直径增加,因此拉伸的拉力更大,从而破坏焊接接头。 注意到焊接时间类似的拉力增量。 因此,当焊接时间从10到15个循环和15到20个循环的时间逐渐增加时,焊接工具的直径增加,并且需要较高的拉伸力来打破边界,就像我们在焊接电流增量中看到的那样。 从焦耳定律可以回想,从数学上理解,热量与平方焊接电流和路径电阻以及焊接时间(Q = I2Rt)成正比。 此外,由于天然材料强度,不锈钢的拉伸剪切力似乎比低碳钢高。 然而,如图3所示,两种钢的强度之间的混合钢强度下降。图3为不锈钢,不锈钢和两种钢的混合接头的拉伸试验结果(图17)。
3.3拉伸试验的失效模式
在考虑了拉伸试验的失效模式之后,按照焊接类型遵循传统的检查裂纹萌生的方式。例如,一个不合适的或不足的焊接接头将自身断裂为界面破坏,而更好的焊接接头将自身断裂为拉断断裂[13,14]。仔细检查,尽管可用于区分不良故障和最佳焊接接头之间的差异(如果)。因此,在该实验中观察到裂纹后初始扩展,以区分更好和最好的焊接接头。以这种方式,界面断裂(IF)仍然作为界面破坏(IF)而保留,但拉拔破坏分为部分断裂(PF)和全压断裂或按压拉伸(TF)两种。因此,受影响区域和由此产生的基础金属部分断裂(PF)。这些类型的骨折作为良好的焊接接头是可以接受的,但是对于测试中的破坏有很好的适应性。然而,当焊接时,非常好的焊缝具有更好的焊接结合,并且可以在焊接时产生足够的焊缝(TF)进行故障测试。 因此,研究了裂纹后引发传播以区分更好和最好的焊接接头。 此外,当不同的焊缝接受拉伸剪切试验时,较弱的一面(低碳钢)先断裂,然后继续坚固的一面(不锈钢)。 在这个实验中,所有三个不同的焊接接头都发现了后裂纹失效。 图18a显示了拉伸试验过程中裂纹萌生的确切位置,下图(图18b-d)分别显示了低碳钢,不锈钢和两种钢的混合后裂纹失效。
3.4冶金研究
对轻度,不锈钢和混合钢的焊接接头的冶金学研究给出了焊接熔核直径及其显微结构组织的清晰图像。 低碳钢的熔合区似乎是粗晶粒,而受热影响的区域似乎是细晶粒,而不管控制参数的变化。 这些图案的宏观和显微照片在图19a-d中已被注意到。
参数的变化直接影响到晶粒的两个方面:渗漏区和热影响区。基底金属的微观结构在其区域中具有更多的珠光体和更少的铁素体,因为与其他两个区域相比,小晶粒是如何形成的。 热影响区由珠光体和铁素体组成的珠光体相变化成细晶粒。 此外,热扩区对这种转变也有轻微的影响,但渗流区看起来很粗糙,并且与其它区域相比,尺寸更大和更大。这个区域的马氏体形成最多,珠光体模块面积很小[15]。除了热影响区以外,奥氏体不锈钢的结果类似。 热影响区被认为是一个非常狭窄的区域靠近熔合区,并且热扩区并不完全可见[16]。 图20显示了2毫米奥氏体不锈钢的焊接和未焊接区域的完整微观结构图。 在焊接过程中,铬(Cr)与镍(Ni)的比例发生了变化,这导致在经历冷加工时,镀层铁素体增加。 在凝固过程中,它转化为奥氏体,使铁素体枝晶的核心为骨架(蠕虫状)[17]。 柱状树突随机重新排列。从图21中可以清楚地看到热不平衡(不对称焊接区),因为温和和不锈钢具有不同的热和电特性,如模拟工程[18]所示。 美国焊接学会表示,热平衡问题可以通过使用基于伺服的力执行器或使用额外的电阻板和电极来克服。 回顾文献,与不锈钢(16.2 W / m.K(min))相比,软钢的导热系数(54 W / m.K(min))更高; 因此,更广泛的热影响区(HAZ)被注意到。 但是,热膨胀系数(12times;10-6 / K)比较低,这使得母材中的热量流动,从而熔合区的宽度和高度在这一侧较短。 另一方面,不锈钢似乎具有较高的热膨胀系数(17.2times;10-6 / K)但导热性较低。 所以热影响区(HAZ)较小,但与低碳钢相比,熔合区较宽。 从技术上讲,这种现象称为热不平衡,在焊接过程中可以通过使用不同类型的电极头来克服。
3.5硬度测试结果
对软钢,不锈钢和两种钢混合焊缝进行了硬度试验[15-17]。 从左侧通过热影响区然后再熔化区然后再次热影响区测量硬度,并以贱金属的右侧结束。 焊接区域在硬度方面似乎有所增加,但从一种材料到另一种不同。 因此,在涉及低碳钢时,未焊接区域(BM)似乎具有65(HRB)的平均硬度,但焊接区域似乎约为115(HRB)。 这是非常明显的硬度差不多当它固化时,软钢会翻倍。 然而,热影响区(HAZ)(95 HRB)的硬度低于熔合区,但高于基本金属(BM)。 图22显示了低碳钢的硬度分布。
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[478738],资料为PDF文档或Word文档,PDF文档可免费转换为Word

