
英语原文共 11 页,剩余内容已隐藏,支付完成后下载完整资料
基于PLC控制的振荡式气动卸料机械手设计
摘要:针对传统U形冰箱外壳生产效率低的问题,设计了一种基于PLC控制的振荡式气动卸料机械手。在分析其功能和工作原理的基础上,详细介绍了机械系统和气动驱动系统的设计方案。采用振荡式气动卸料机械手,实现了大型钣金件的平稳卸料。利用西门子S7-300 PLC,设计了机械手的自动控制程序,实现了生产设备的自动化生产。实践结果表明,该设备生产的产品不超过35s,产品外观美观,尺寸精度满足使用要求。它改善了劳动条件,降低了劳动者的劳动强度,提高了劳动生产率。该技术可推广并应用于其它工业机械手的设计。
关键词:气动机械手、结构设计、钣金件、PLC
1简介
机械手是工业生产中使用的基本设备。程序控制机械手的抓取、搬运和释放,代替工人的繁重劳动,实现生产过程的自动化,提高劳动生产率。气动机械手是典型的机电气一体化装置。它具有成本低、操作维护方便等优点[1]。U形冰箱外壳为金属板结构,板料厚度约为0.5mm。冰箱外壳生产线传统上采用人工卸料,生产效率低,人力成本高。本文以U形冰箱外壳卸料为任务,设计了一套气动卸料机械手装置。生产控制采用西门子S7-300可编程控制器,实现了生产任务的自动化。
2019年瑞士自然杂志
K. Deng等人(编辑): ICMIR 2018, AISC 856, pp. 810-820, 2019.
https://doi.org/10.1007/978-3-030-00214-5_101
2气动机械手总体方案及工作原理
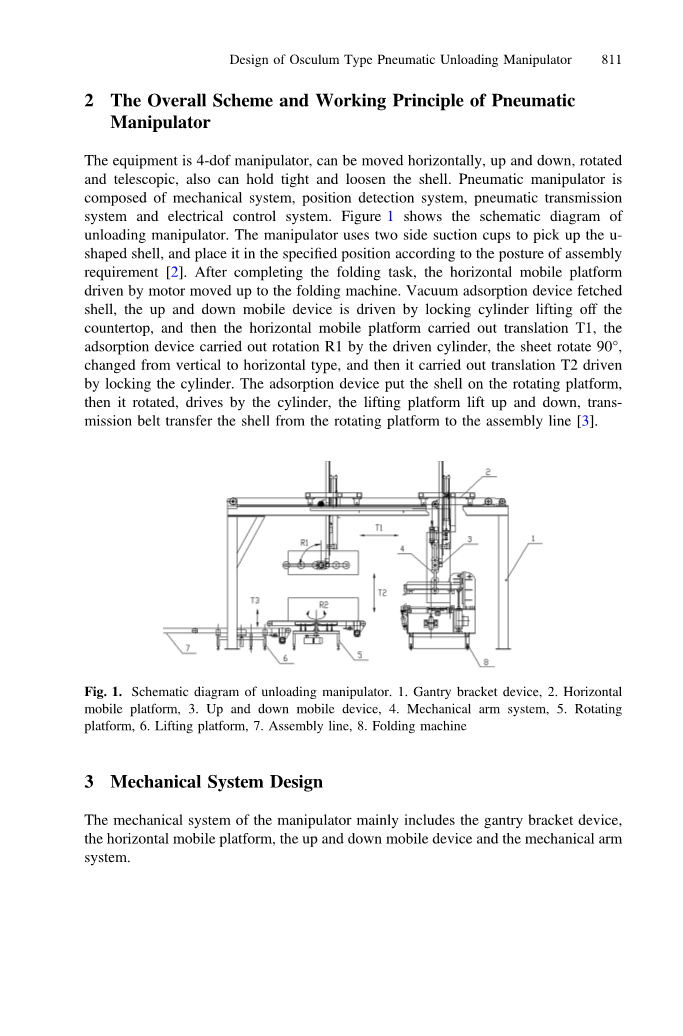
该设备为四自由度机械手,可水平、上下、旋转、伸缩,还可吸紧、松开壳体。气动机械手由机械系统、位置检测系统、气动传动系统和电气控制系统组成。卸料机械手示意图如图1所示。机械手用两个侧面吸盘将U形壳吸起,并根据装配要求[2]的姿态将其放置在指定位置。完成折叠任务后,由电机驱动的水平移动平台向上移动到折叠机上。真空吸附装置取壳,上下移动装置通过锁紧缸带动抬离,然后水平移动平台进行T1平移,吸附装置由从动缸带动旋转R1,板材旋转90°,由垂直式变为水平式,然后在锁紧气缸的驱动下进行T2平移。吸附装置将壳体放在旋转平台上,然后旋转,由气缸带动,升降平台进行升降,传动带将壳体从旋转平台转移到装配线上[3]。
图1卸料机械手示意图
1.龙门支架装置, 2.水平移动平台, 3.上下移动设备, 4.机械臂系统, 5.旋转平台, 6.升降平台, 7.装配线,8.折叠机
3机械系统设计
机械手的机械系统主要包括龙门支架装置、水平移动平台、上下移动装置和机械臂系统。
3.1龙门支架装置
龙门架装置由龙门架、链条传动机构和减速机组成。门架采用方管与Q235钢板焊接而成,为水平移动平台提供移动导向和结构支撑。链条传动机构由链条、链轮、传动轴和轴承座组成。链条驱动机构驱动水平移动平台的水平运动,水平移动平台由SEW减速电机驱动。
3.2水平移动平台
水平移动平台由轮架、驱动缸、四组移动轮、四组限位滑轮和限位轴承组成。轮架用于安装其他部件,与钢管和Q235钢板焊接,用于固定其他部件。水平移动平台位于门架导轨上,由四个移动轮组成。链条固定在链板上,拉动水平移动平台移动。驱动缸选用SMC公司的CDNSI125-1000DZ73锁芯,驱动上下移动装置上下移动。上下运动导向槽固定在V形限位滑轮与限位轴承之间,防止自身水平晃动,保证上下运动平稳(图2)。
图2 水平移动平台示意图
1.轮架, 2.驱动缸, 3.活动轮, 4.限制滑轮, 5.轴承, 6. 8.螺栓轴, 7.极限轴承, 9.链板
3.3上下移动设备
上下移动装置由移动支架、气缸接头、V形导轨、轴承、传动轴、链轮、链条、驱动缸和调整螺钉组成。移动支架采用钢管焊接,用于安装其它部件。上下移动装置通过气缸连接器与水平移动装置的驱动气缸连接。旋转机构包括
用于机械臂旋转的传动轴、链轮、链条、传动缸、调整接头、调整螺钉及机械臂系统。旋转机构由传动缸驱动,用于传动比为1的链条传动。左右臂同步旋转通过轴传动实现。调节螺杆采用两端内螺纹。通过调整两端的接头来调整链条的松紧(图3)。
图3 上下移动装置示意图
1.移动支架, 2.V形导轨, 3.轴承, 4.传动轴, 5. 7.调整接头, 6.调整螺栓, 8.链轮, 9.传动链, 10.气缸接头, 11.驱动缸, 12.气缸接头
链轮直径:
链轮的旋转角度:
公式的含义:
p—链条节距,
z—链轮齿数,
L—传动缸作用距离.
链条为10B的链条,链条节距为15.875mm,链轮齿数为25,节径为126.66mm,气缸选用SMC CDA2WL80-100双向作用气缸,作用距离为100mm,可通过链轮带动左右臂同时旋转90°[4]。
3.4机械臂系统
机械臂系统包括左机械臂和右机械臂,分别从U形冰箱外壳的左右两侧固定。左右臂的结构组成和工作原理相同,如图4所示。机械臂通过滑块固定在上下移动装置上。球花键轴副由球花键轴和凸形球花键组成,具有结构紧凑、装配方便、刚度高等特点。在链轮的驱动下,可以实现机械臂的转动和与转动方向的零间隙。它还作为直线滚珠轴承的衬套,在推力缸的作用下进行直线运动,实现机械臂的伸出和后退[5]。左机械臂采用MDBL50-575-D-Z73型双向锁芯,动作距离75mm。右机械臂采用MDNBL50-575-D-Z73型双向锁芯,动作距离575mm,具有任意位置停车功能。适用于不同宽度冰箱侧板的生产。
图4 机械臂结构示意图
1.滚珠花键轴, 2.链轮, 3.轴承, 4.凸型球花键, 5.铰链销, 6.推力缸, 7.推力臂, 8.真空吸盘, 9.滑块, 10.旋转臂关节, 11.旋转臂, 12.可调套筒
4设计气动系统
机械手气动原理如图5所示,由气源、过滤器减压值、三片气动、气动控制阀和各种气缸组成。气动控制装置选自日本SMA公司。真空吸盘由二位三通电磁阀控制,选用VP342-5D-02A型,在真空吸盘前安装过滤器,每个电磁阀都装有消声器。提起锁芯垂直安装件。活塞拉力用来平衡产品的重力。右机械臂锁紧油缸的拉力水平安装。为了保证活塞两侧的平衡,在换向阀和无杆缸之间安装了加油减压阀,确保无杆缸的压力低于有杆缸。当气缸锁紧时,活塞两侧保持平衡。
锁紧缸通过二位五通单电磁阀控制锁紧和释放动作,二位三通中间电磁阀控制缸动作。升降锁紧缸由二位五通电磁阀驱动,选用VS7-8-FPG-D-3NA03型。右机械臂锁紧缸也由二位五通电磁阀驱动,选用型号为SY7320-5DZ-02。另一个电磁阀选择型号为SY7220-5DZ-02[6]。
图5 机械手气动原理图
1.气源, 2.过滤减压阀, 3.三件气动, 4.二位三通电磁阀, 5.真空发生器, 6.过滤器, 7.真空吸盘, 8. 10.11.12.二位五通电磁阀, 9. 13.三位五通电磁阀, 14. 15.减压阀, 16.左机械臂锁紧缸, 17.右机械臂锁紧缸, 18.旋转气缸, 19.提升锁紧气缸
真空吸盘的吸附对象是板料,其材料为冷轧钢板。最大的板材尺寸是5200mmtimes;1000mmtimes;0.6mm。
板材的重力:
吸盘直径的计算公式[7]:
公式含义:
W—吸附物的重力,
K1—安全系数,通常K1=1.2-2,取K1=2,
K2—工况系数,通常K2=1-3,取K2=3.
K3—吸盘体位系数,垂直位置,K3=1/mu;,mu;:吸盘与吸附物之间的摩擦系数,通常mu;=0.4-0.8,取mu;=0.5,K3=2;
n—吸盘个数,本装置中:n=12;
p—吸盘真空度,取真空发生器最大真空的60-95%,取65%,选用ZH15DS真空发生器。
真空吸盘直径:
经计算,选用日本Convum公司生产的PUTSB-80-30型万能旋转真空吸盘,直径80mm。
5 PLC控制系统的设计
采用PLC控制,不仅可靠性高,而且控制灵活。当操作顺序发生变化时,控制程序可以快速重用,只需修改和上传即可。它不仅提高了生产率,而且降低了成本[8]。卸料机械手的主要任务是完成U形冰箱外壳的自动卸料。它主要控制平台的水平运动、机械手的上下运动和关节运动、旋转平台的旋转和传动以及状态检测[9]。
5.1 PLC选择和I/O端口分配
在机械手中,用跳闸开关检测并判断移动平台是否到位,用接近开关判断机械手是否刮伤产品,用磁力开关检测并判断气缸是否到位。每个气缸有两个需要检测的位置,因此每个气缸上安装两个磁限位开关,需要17个输入节点。吸盘、电机和所有气缸的运动需要手动操作,需要11个输入节点。增加系统手动/自动开关、启动、停止和复位按钮,需要28个输入节点。输出侧,需要气缸上下移动,机械臂转向和反转,机械臂伸出和缩回,运行指示灯,停车指示灯和故障指示灯信号,变频电机变频输出,变频电机故障及真空吸盘通断信号,需要14个输出节点。
该机械手是U形冰箱外壳生产线的一个工作站,生产线的每个工作站都有几十个地址信号。它涉及大量的输入和输出数据,需要一个能够支持强大操作的PLC,西门子S7-300
满足要求[10]。仪表接线采用总线和分界线。控制总线从主控柜或PLC的输入输出模块引入,通过各站的电气分线箱,连接到各传感器、空气阀等执行机构上[11]。设备的I/O口与气动机械手、控制操作箱连接。PLC的I/O分配表如表1所示。
表1 机械手PLC的I/O地址分配表
|
名字 |
代码 |
地址 |
名字 |
代码 |
地址 |
|
手动/自动 |
SA1 |
I33.0 |
左臂前限位检测 |
SB10 |
I36.1 |
|
启动操作 |
SA2 |
I33.1 |
右臂前限位检测 |
SB11 |
I36.2 |
|
停止操作 |
SA3 |
I33.2 |
右臂后限位检测 |
SB12 |
I36.3 |
|
复位操作 |
SA4 |
I33.3 |
左臂后限位检测 |
SB13 |
I36.4 |
|
平台左移 |
SA5 |
I33.4 |
检测右臂吸力 |
SB14 |
I36.5 |
|
平台右移 |
SA6 |
I33.5 |
检测左臂吸力 |
SB15 |
I36.6 |
|
提升气缸下降 |
SA7 |
I33.6 |
检测旋转气缸上升 |
SB16 |
I36.7 |
|
提升气缸上升 |
SA8 |
I35.0 |
检测旋转气缸下降 |
SB17 |
I37.0 |
|
左臂气缸伸出 |
SA9 |
I35.1 |
变频输出1 |
U |
Q29.0 <!--剩余内容已隐藏,支付完成后下载完整资料
资料编号:[238808],资料为PDF文档或Word文档,PDF文档可免费转换为Word |

