英语原文共 10 页,剩余内容已隐藏,支付完成后下载完整资料
对于机床轴承的改进的热模型
徐米娜,江书运,蔡莹
机械工程,东南大学,南京,210096中国P.R.的aDepartment
无锡机床总公司,无锡,214061,中国P.R.
2005年11月28日收到;2006年2月24日收到修订后的表格;2006年2月27日接受
2006年可在线4月19日
摘要
用于机床主轴热模型的机床设计具有重要意义。传统上,接触热阻固体关节和与轴承温度的发热功率的变化之间常常被忽视时的热一机床主轴的特性进行了分析。这已经引起了热模型不准确。与热源模型从Bossmanns土族[制造科学与工程123(2001)495-501的传热模型,国际期刊机床与制造39(1995)1345年至1366年],包括固体接触热阻模型基于分形模型和热发电电力的变化,即关节。每秒的发热体的量,与轴承温度升高显影。完整的热模型用于模拟在磨削的温度分布机壳体与常规主轴轴承。与实验进行比较,它示出了完成的模型是更准确比它忽略了上述两个重要因素的传统模式。住房制度的热膨胀进行分析。保留R 2006年爱思唯尔有限公
关键词:机床主轴;热特性;滚动轴承;联合;发热功率
1.简介
近年来,随着高速加工的发展,许多研究人员已连续举办多次关于机床热特性的会议。它是影响机床系统性能的重要因素之一。已经有一些热或热 - 机械的模型来调查机床主轴的热性能和动态响应。Bossmanns以及Tu [1,2]开发有限差分模型表征的发热体,传热和散热高速电主轴汇。 Lin等人,带有为研究各种thermomechanical-和敏感性分析动态行为主轴高速实验验证的集成模型。里和Shin 研制了更全面的使用高速主轴热动力学模型有限元集成方法,其耦合与主轴动态通过轴承发热和热模型扩展整个系统。他们也研究轴承配置在热动力的影响。
如上所述,在模型中,热传递和热传导,这是热分析的重要边界条件,但他们都忽视在固关节和接触热阻轴承用的发热功率在温度升高时的变化。他们假设两个接触面的温度不变或设置各类接头的发热功率为恒定的。有许多关节存在于机床主轴系统,例如在轴承和之间的界面
轴,轴承和轴承支撑,该壳体和盖等。当两个表面相接触,在关节该表面粗糙度的存在会产生接触不良,不管有多大的表面间的压力存在。该接触不良导致跨关节的温度急剧降低。这样的温度跃升对该系统起着热特性的显著作用。另一方面,由于轴承发热功率是与润滑脂的基油粘度成比例的,并且粘度地变化随温度而变化,热发电电力的变化是显著的。有时,发热体的功率的降低甚至达到50%,温度升高时。忽略这两个方面,以前开发的车型不能为系统提供一个精确的分析结果。
本文的热特性给出研磨机壳体与常规的主轴轴承进行了实验和数值研究,采用有限元法。与热源模型从Bossmanns土族传热模型,本文开发了在基于分形模型关节稳固性,发热功率为轴承温度变化的热模型。
2.磨床建模
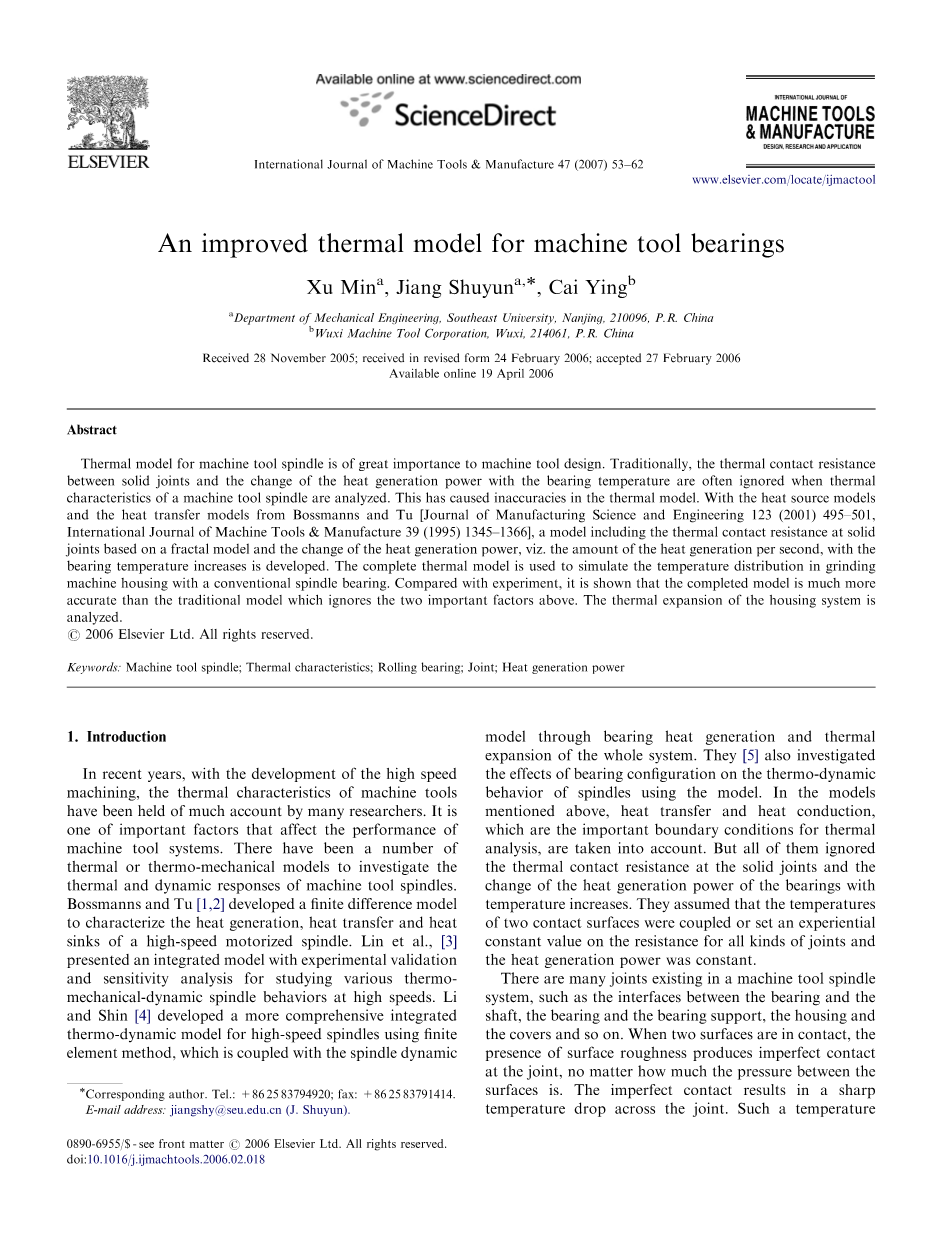
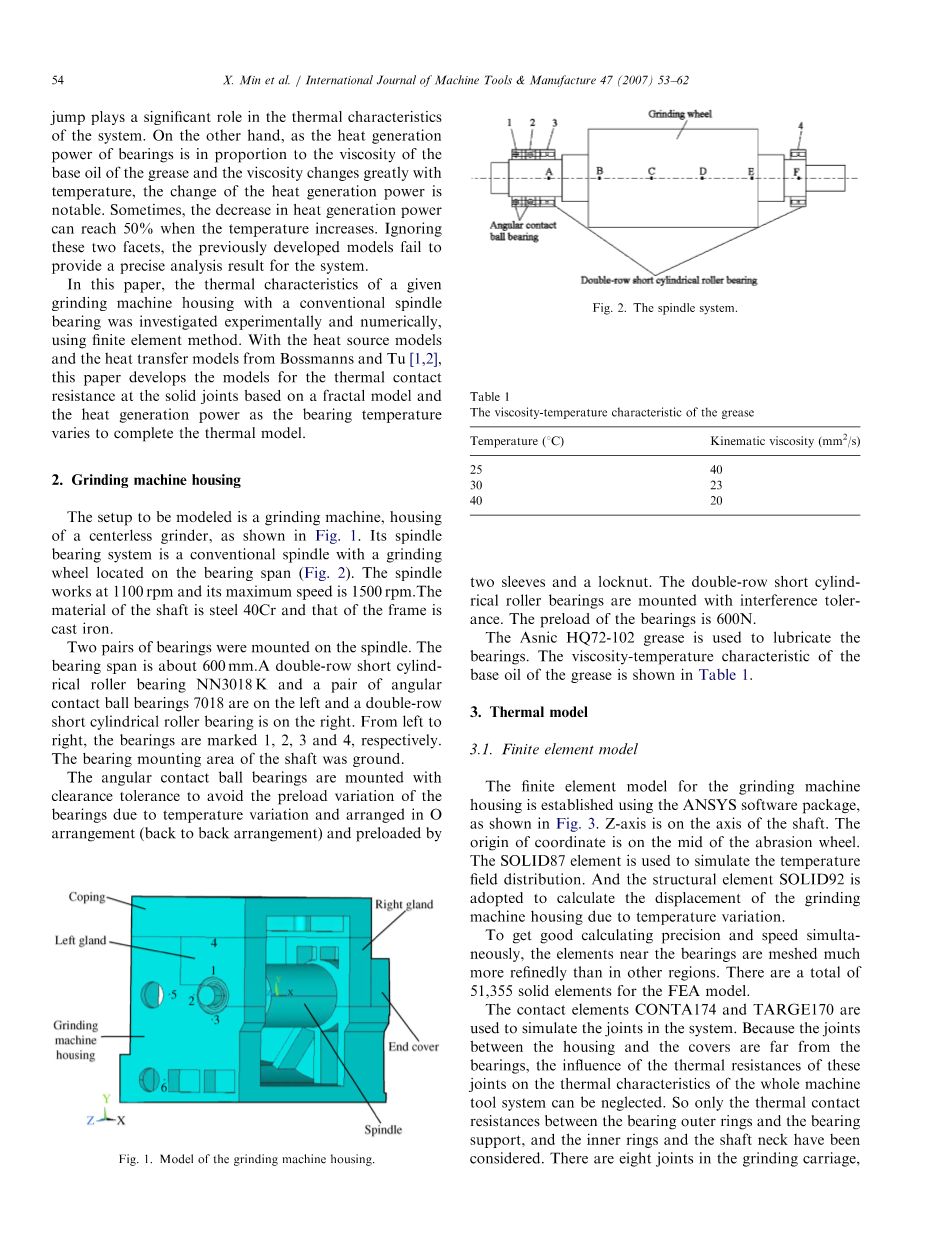
要建模的设置是一个研磨机,住宅一无心磨床的,如图所示。 1.它的主轴轴承系统是一个传统的主轴与研磨车轮位于轴承跨度。主轴在1100转工作时最大速度是1500 rpm.主轴的材料是40Cr钢和铸铁。两对轴承被安装在所述主轴上。该支座跨距约600 mm.A双列短圆柱滚子轴承NN3018K和一对角接触球轴承7018是在左边,一个双列短圆柱滚子轴承是在右边。从左至
右,轴承分别标1,2,3和4。
采用角接触球轴承安装,用间隙公差来避免预紧变化由于温度变化并安排为O轴承安排(背靠背排列)和预装两只袖子和锁紧螺母。滚子轴承安装的双列短圆筒有干扰的耐受性。轴承的预载荷是600N。所述Asnic HQ72-102润滑脂用于润滑轴承。润滑脂的基油的粘度 - 温度特性如表1所示。
3.热模型
3.1。有限元模型
建立对磨床的有限元模型中,外壳的确立利用ANSYS软件,如示于图3. Z轴在轴的轴线。该坐标原点是对砂轮的中部。所述SOLID87元件被用来模拟温度场分布。结构元件SOLID92
通过计算研磨的位移,由于机壳温度变化。为了获得良好的计算精度和速度,靠近轴承的元件被多啮合,相比其他地区更精细化。总共有是51355实体单元的有限元模型。接触元件CONTA174和TARGE170是模拟系统中的关节。由于关节之间的壳体和盖远离轴承,这些热电阻的影响关节对整机的散热特性工具系统可以忽略不计。因此,只有接触热轴承外圈与轴承之间电阻支持,并且所述内环和轴颈部已考虑。有八个关节的砂轮架,
为了模拟关节,创建接触对在关节处,并定义实常数TCC,即热接触电导,每个接触元件的的相对接头的接触电导系数,这是下面将要说明。
3.2。接触热阻
由表面粗糙度产生的接触不良,表明它是不是在接头的完全接触。空腔表面之间有许多接触点。在空腔中,填充有填充材料。一般地,填充物的热导率比零件低得多,因此,其导向为热电阻和温度跃升。传统的方法研究热接触电阻是通过实验和模型的基础上统计粗糙表面的特性。但两个实验和模型的分辨率和精度的参数在很大程度上取决于粗糙度测量仪器。它们未能提供一种适合各种场合的分析模型。建立一个规模无关的模型,一些研究人员介绍了接触电阻的分形理论,但他们忽略了的样品接触面的长度上限,这是重要的常规工程表面。对于新的分形模型,接触热阻是基于M-B分形成立。模型来克服了普通热接触电阻模型的短缺。
3.2.1。接触热阻。
热接触电阻R可以表示为:
其中,A是接触区域的表观接触区域,HC是接触电导系数。忽略辐射传热,接触电导系数
如下的关系:
其中,Lg是两者之间的空隙空间的厚度接触面,Ac是联合,大道的实际接触面积是关节,K1,K2的空隙面积,KF是热两部分和所述的材料的电导率。如果了Lg,Ac和平均是已知的,该公式可以给出接触热阻。
3.2.2。无量纲分数接触面积
粗糙表面的一个独特性质是,如果一个表面反复放大,粗糙度增加一直到纳米尺度观察细节。此外,该型材在所有的放大倍率出现在结构上颇为相似。这样一个行为可以通过分形几何来表征。在与粗糙表面的统计参数对比,所述分形参数不依赖于粗糙度测量仪器或分辨率与样品的长度尺度和规模无关。马宗达和普山开发了基于分形理论的接触模型来描述粗糙的表面特性。然而,作为工程表面,特征不能完全在于纯分形,因为表面包含部分确定性形状,Komvopoulos提出分形正规表面的概念。采取工程平面,虽然显示的表面轮廓在多尺度和无序上的微尺度是随机的,因为它是故意制成平的,但它是在宏观规则和从自然形成分形的表面,如不同地球的表面上。因此,工程表面只在有限的表现出的分形行为范围长度尺度的。克服困难,在样品长度上限建议。分形在W-M功能样品长度L应小于或等于路。对于其长度比吕大样品,应该分成若干分形结构域的同面积等于L2uuml;。随着压力分布均匀,样品的无量纲分数接触面积等于无量纲分数接触分形域A区其中,东盟地区论坛是分形域的实际接触面积
3.2.3。两个接触之间的空隙空间的厚度
两个接触面,所述空隙空间中的厚度接头L G可表示为:
其中,Z 1,Z 2是两个平面的凹凸的高度,D 1,D 2是该地区最大的变形分别是平面的凹凸。许多工程师 - 中ING接触表面具有相同的粗糙度和加工过程。所以式。 (7)可写为:
其中z可以由表面的粗糙度来得到。另一方面,根据本分形理论,在粗糙的飞机上的最大变形其中L是凹凸的最大截面积,一个Lfrac14;2A升。截断微的统计分布区域由下式给出
10)
其中frac14;2a中,然后,在式中的积分。 (10)可评价为:
一个射频frac14;从方程(8) - (11),U;它可以获得的
3.4。轴承的刚度
当计算磨削的位移,由于温度变化,径向机器壳体与轴承的轴向刚度必须已知。该轴承两对轴承的刚度可由滚动轴承分析的帮助下获得的软件由许江[开发的。要计算的刚度的值在表4中列出,在3.1讨论的接触对使用了。 评估接触元件FKN和FKT的实常数,即正常的刚度和切线刚度,相对轴承的刚度。
4.热分析
该分析包括稳态和瞬态温度和热膨胀。对于稳态分析,整个研磨的温度分布以机壳体分布呈现。对于瞬态分析,六个位置温度用红外测量测温仪测量并与模拟相比较。
4.1。温度分析
图5示出的稳态温度分布整个研磨机在旋转速度每分钟1100转和参考温度为25 1C。该温度在外壳的左侧远高于其他位置。最高温度发生在轴承#2的内圈,这主要是因为左边轴承的热代权力比右侧轴承要大得多和左边的的轴承支撑件厚度比右轴承支持件的小。这会导致左和右轴承支撑件之间的热膨胀差别很大图6示出了轴承#2的温度变化相对于时间变化,它在开始急剧上升并在之后很短的时间平缓上升。图7(a) - (f)是所测量的和之间的比较的六个地点预测温度变化。该位置是磨削滑架的上侧表面如示于图1。从图7,可以看出,该温度对的位置的预测与测量值相匹配得非常好,尽管从轴承是粗糙的。在对比轴承#2的温度在六个地点在起步缓慢增加,在早期阶段急剧增加,在最终温度时逐渐饱和,热产生量散热到大气中。
其上升时间比轴承的长得多。
.整个研磨机外壳的稳态温度分布。
如示于图8,两个部分的温度是不连续的,有温度的跃升。在轴承和轴关节和在轴承和轴承支撑接头。这是由于在热在关节处的接触电阻的温度作为热流一直由电阻克制住了,在其中产生热量的部分相比其他部分是比较高的。图9是温度履历的比较测量计算出的无论是与热接触电阻和产生的热量的变化考虑或不接触热阻和的发热体的变化考虑。如图所示在图9,在不考虑温度和接触热阻的热变化发电电力约为1.5 1C,比测量值更高。
4.2。热位移分析
图10示出了研磨的热位移在机器外壳,它以ANSYS的坐标系统为基准,并放大了1000倍后热平衡。为清楚起见,轴盖不在图中所示。黑线是原来的外壳形状。如示于图5,该温度在左壳体的比在正常的高得多。在外壳的左侧的位移大于正确的,并出现最大位移在X,Y的左上角和其中Z-元件位移分别为14.776,51.982,和6.962e3。即全热左轴承的发电电力远远大于该右轴承用于热发电的事实。
以调查热膨胀对加工精度的影响的原因,六个点沿位移轴列于表5的六个的位置点被显示在图2.点A和F是在中期两个双列短圆柱滚子轴承分别。 B,C,D和E是A和F之间共享轴承,
这两个模型的结果,一是考虑到热接触电阻和热功率的变化,和其他忽略的因素,在表5中列出作为接触热阻和热发电的变化被考虑在内,结果位移值比相应的少得多那些在结果II。从表5,可以看出,在X和六个点的Y分量位移是显著的,主要是由于外壳的位移,这意味着该磨轮的X和Y分量的位移是相当大的。这些位移可能会严重影响加工精度。同时,六的Z分量的位移
点也增大,随着轴向扩大。承载房子的内在结构设计时,热膨胀的发生会对结构产生影响,但它们对加工精度的影响较小。
5.结论
在本文中,热模型基础上,Bossmanns和涂氏模型[1,2]已经发展到表征研磨机外壳的热分布,特别是发热功率的变化,基于在固体接头接触热阻分形模型。与实验结果相比,研究表明,该模型具有比更加准确那些没有服用的发热体的变化和热阻考虑。虽然这种模式是对于给定的研磨机的分析开发壳体,它可用于各种热分析加工系统不失一般性,并且接触热阻的方程是适合所有的关节。
致谢
作者非常希望感谢美国国家科学基金会的支持通过补助No.50475073和江苏省科学通过授予BK2002059科技计划,BE2003071,BE2004025,BA2005015
参考文献
[1] B. Bossmanns,J.F.涂,电动高速功率流模型主轴热发电特性,对交易ASME,制造科学与工程123(2001)494-505。
[2] B. Bossmanns,J.F.涂,电动高速的热模型纱锭,国际期刊机床与制造39(1999年),1345年至1366年。
[3] C.-W.林,涂J.F.,J. Kamman,集成热mechanicaldynamic模型来描述机动机床主轴非常高的速度旋转时,国际杂志机工具及制造43(2003)1035至1050年。
[4]李H.,Y.C.善,集成动态热机械建模高速主轴,第1部分:模型开发的交易ASME,制造科学与工程126(2004)148-158。
[5]李H.,Y.C.对高的轴承配置效果申,分析使用集成的动态高速主轴热机械主轴模型,国际期刊机床与制造44(2004)347-364。
[6] J.P.霍尔曼,传热,第九版,McGraw-Hill,纽约,2002年。
[7] Z.洪林,H玉梅,十解缆,在热试验研究正常使用的接头接触电阻,西安大学技术15(3)(1999)26-29。
[8] G.蔚蓝,Y.雁声,温度对联系的影响金属表面温度的阻力,南京的航空航天26大学(3)(1994)342-350。
[9] Z.明,在接触热阻和温度的研究的两层复合介质中领域,热处科学与能源工程学院,合肥,中国(2001)
[10] A.马宗达,C.L。田,接触分形网络模型电导,杂志传热,ASME 113(1991)516-525。
[11]王学,K. Komvopoulos,界面的分形理论在缓慢滑动政权的温度分布:部分-multiple域,弹塑性联系人和应用,杂志热生物学,ASME 116(1994)824-831。
[12]王学,分形正规表面和实际接触面积的摩擦法的影响,杂志摩擦学,ASME 126(2004)1-8。
[13] A.马宗达,普
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[146647],资料为PDF文档或Word文档,PDF文档可免费转换为Word

