英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
自动化堆垛机系统设计与开发:结构支撑、末端执行器和控制子系统
摘要
本文介绍了由纽柯钢铁公司赞助的一项研究和开发项目的成果。该项目是在密歇根大学技术大学进行的,目的是设计和开发一个自动化的机器人系统,用于精确堆叠高速公路的路标,同时遵守所需的码垛模式和时间限制。这个项目主要在结构支撑、末端执行器和控制子系统三个子系统中实现了设计与开发。该堆垛机系统在密歇根技术大学进行测试,并交付给Nucor钢铁厂,在高速公路产品部门生产线的二号线投入使用。
关键词:机器人与自动,自动堆垛机,可编程逻辑控制器,人机界面,钢铁工业
一、简介
现如今,机器人和自动化行业迅速发展,产生了积极的影响力,并且预计该行业未来在经济方面的影响力也十分可观[1]。数以百万计的工业和家用机器人已经在世界各地的市场上代替工人执行那些肮脏、危险或枯燥的工作,这些工作包括人们不愿做的工作,如吸尘和割草;或十分危险的工作,如拆除炸弹。在可预见的未来,全球竞争、生产力需求、技术进步和负担能力将迫使企业增加对机器人的使用[2,3]。尽管汽车工业[4]是第一个使用机器人技术的行业,但其他行业如航空航天[5,6]、石油和天然气[7,8]、食品[9]和钢铁[10]现在也依赖于机器人的自动化。
纽柯钢铁公司是钢铁行业的先驱。纽柯钢铁公司的公路产品部门十分依赖体力劳动力,而流程的高度人工化带来了许多安全隐患、低效率以及产品的不一致性。其中一个危险的工序是重型路标的捆绑,重型路标在手工绑扎之前人工将其捆成捆,并且工人有可能过度使用劳动力而产生危害。并且在一捆中这些路标是随机摆放的,其体积较之一捆有序摆放的路标要大得多。杂乱无章捆绑的路标也阻碍了生产线下游的自动化进程,比如给路标涂上条状或粉状的涂料。在这个业界赞助的研究和发展项目中,为高速公路产品设计与开发的自动化堆垛机集成了定制的末端执行器,和可编程逻辑控制器(PLC)等技术,最终将使高速路标的堆垛较之目前更加规整,并且无需工人冒着危险工作。有序的堆垛可以促进自动化生产线的其他工序,比如给路标涂上条状或粉状的涂料。文献[11]中的作者展示了在自动堆垛系统中为机械臂优化路径的结果。
本文在第二节中提出了自动堆垛系统的具体要求,在第三、四、五节中分别详细叙述了结构支持、控制和末端执行器子系统等三个子系统,最后,在第六节中总结全文。
二、自动堆垛系统需求
自动堆垛系统的主要任务是将路标从起始位置移动至指定位置,并将它们按预定的模式堆垛。根据纽柯钢铁公司目前的产品流量,每三秒钟就可生产一个新的路标,这意味着系统必须在三秒钟的周期内完成任务。考虑到时间限制,将系统设计为一次获取两个路标,以此能够形成一个六秒的周期时间,主要包括以下四个阶段:(a)两个机器人协同地在输送带上抓取两个路标;(b)将它们搬运到堆垛车上,并将它们放置在预先设定的位置上;(c)释放路标;(d)返回到原始位置,准备进入下一个循环。在图1所示的叠加模式中,在一个时间节点上只放置一个路标,形成了一个紧凑的横截面。
图1 叠加式横截面
这个系统能够处理的最大路标是12英尺长,由5 磅英尺钢制成,其最大重量为60磅(27.22公斤)。尽管使用一个机械手可以举起以及放置路标,该系统决定使用两个机械手以防止路标因其重量而弯曲,并提供更大的安全系数。因此,自动堆垛系统的设计是基于双臂配置,包括两个Fanuc机器人机械手M710iC-70[12]。自由度为6的机械手能够承受70公斤的有效载荷,并能从到达距离其中心2050(毫米)的距离。
三、结构支撑子系统
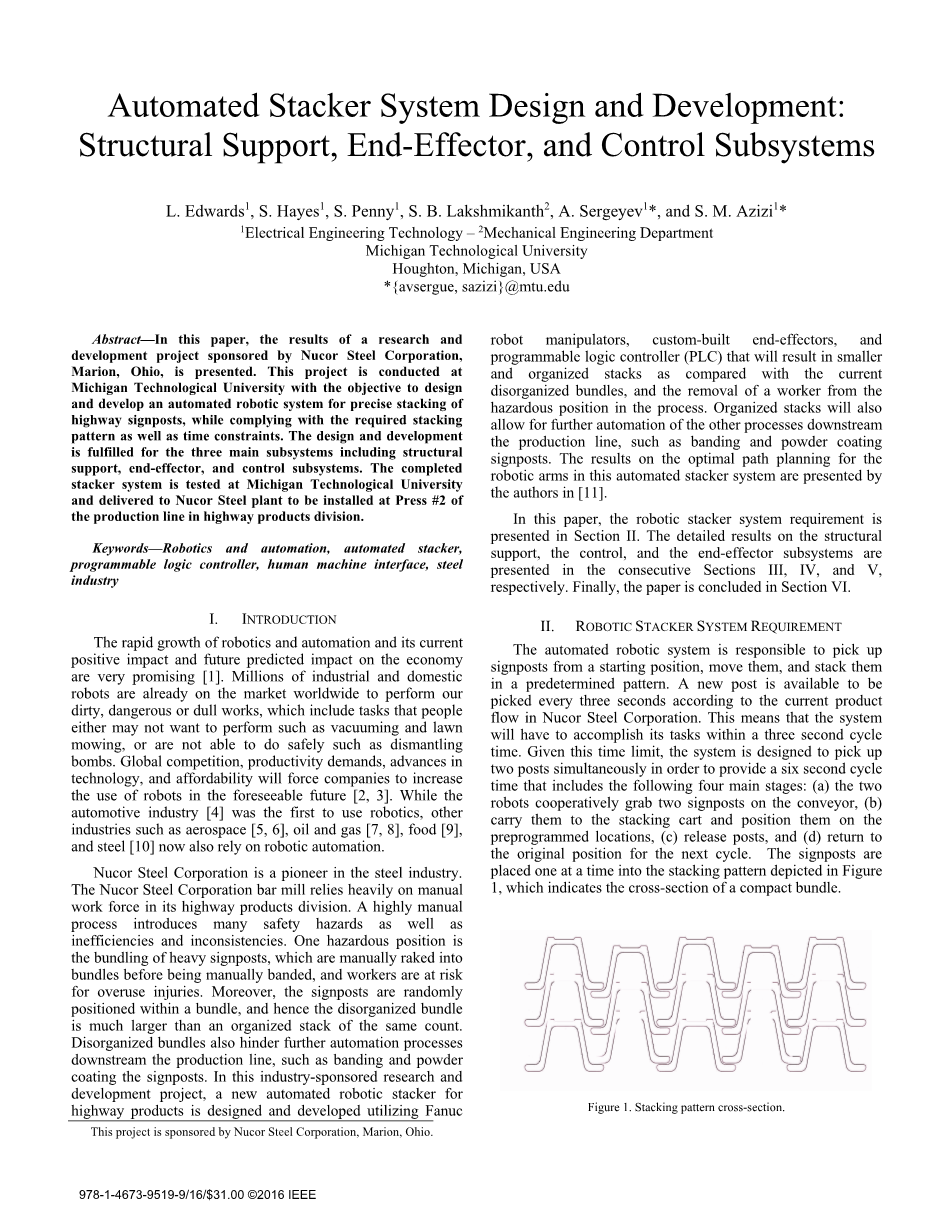
两个机械手安装在支架结构上(图2),并安置在运输路标的输送带的上方,其结构如图3所示。最终在纽柯钢铁公司中安装堆垛系统位于生产线的终点,因此两个机械手位于主输送机上方。图1和图2中的两个机械手协同地同时携带两个平行的路标。如图4所示,每个机械人获得两个平行路标的相邻两端并由输送机运输到图2所示的机械手处。
图2 模拟机械手与相连的结构支撑,支撑梁。
图3 支撑结构
图4 在机械臂上安装的磁性末端执行器的俯视图
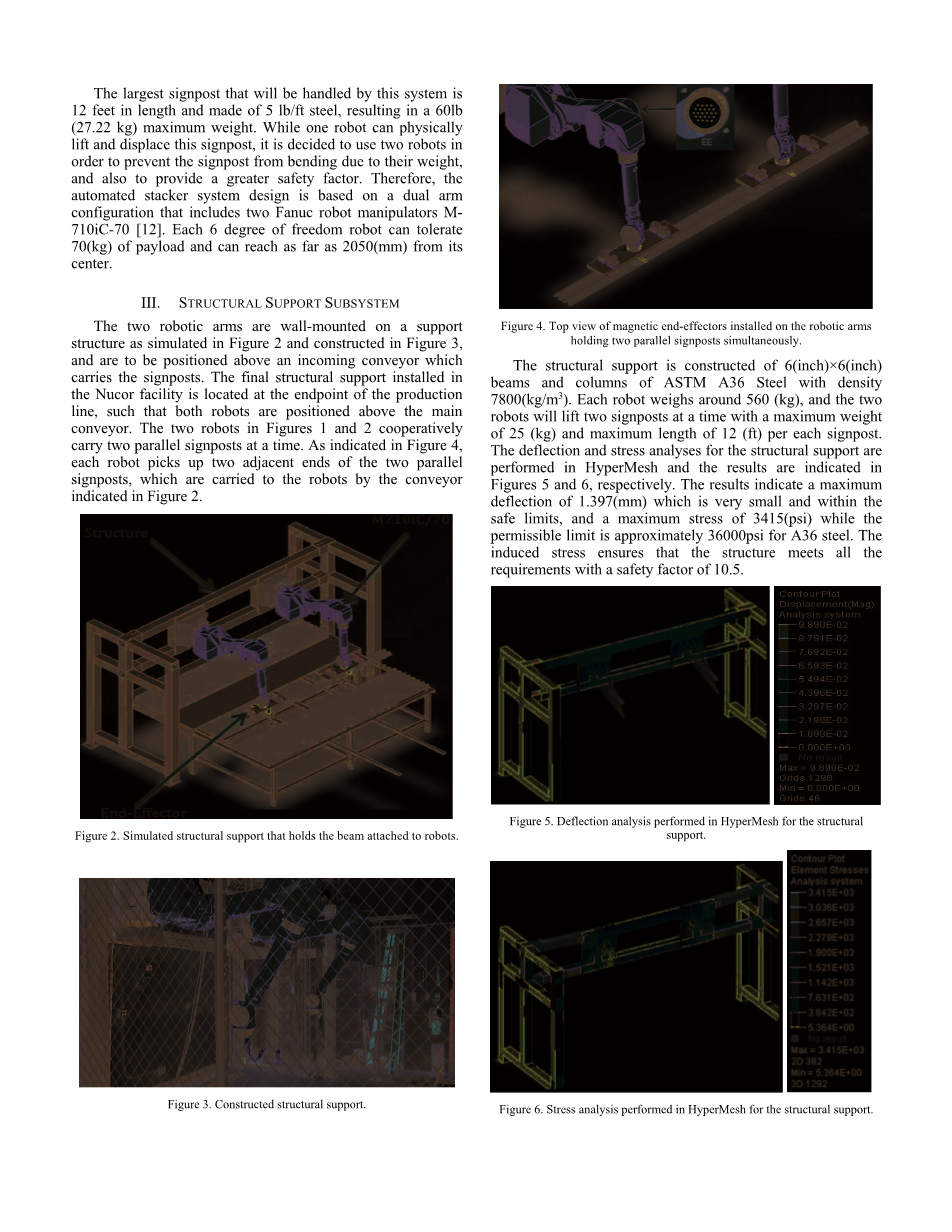
支撑结构由尺寸为6(英寸)*6(英寸)的梁以及密度为78000(kg/m3)的ASTM A36钢柱构成。每台机器人的重量约为560(公斤),而这两个机器人将同时举起两个路标,每一个路标最大重量为25 (kg)、最大长度为12 (ft)。在Hyper-Mesh软件中分析支撑结构的挠度和应力,结果如图5和图6所示。结果表明最大挠度为1.397(mm),这个结果在安全范围内且是非常小的;最大应力为3415(psi),而A36钢允许的极限约为36000psi。所产生的应力能够满足结构所有要求,安全系数为10.5。
图5 支撑结构的挠度分析
图6 支撑结构的应力分析
四、控制系统
图7展示了自动堆垛系统的总体控制子系统,其中两个机械手记为主从关系,从属于工厂的同步控制算法。这两个机械手由图7中机械手控制器所代表的工厂制造的控制器控制。这个模块包括一对R30iB控制器,它预装了FANUC所需的软件,以便能够根据使用的程序在单臂和双臂(同步)配置中操作机器人。图8中的示教器展示了人机交互界面(HMI),使用的软件是Panel Wizard,该软件允许用户输入所需的数据,如正在堆垛的路标的大小。
图7 自动堆垛机控制图
图8 Fanuc机器人内置示教器
如图7所示,每个机械手都配备了一个EE端口,该端口位于其第三个关节(J3)上,用于与末端执行器的组件通信。机械手的EE端口的连接是通过一个接线盒进入定制的末端执行器。从接线盒到定制的末端执行器组件的连接如他9所示,其中实线表示电信号,虚线表示空气连接(管)。这些组件包括:
1、AND开关连接着开启和关闭的传感器
2、主机械手上的光电传感器
3、驱动磁开关的气动总管,即通过空气管的磁开关。
图9 接线盒到末端执行器组件的连接
机械手控制器与生产线PLC相连。该PLC从生产线传感器中截取信号,执行梯形程序,并向双臂配置机械手传递控制信号。
在下一节中,将讨论图9中定制的末端执行器子系统的设计和开发,并详细介绍其组件。
五、末端执行器子系统
在每个机械手上安装的定制末端执行器子系统如图4所示,由四个磁开关组成,它固定在优化的外壳的四个角上,如图10所示。
图10 由四个磁开关组成的末端执行器的底部视图
由铝构成的末端执行器能够承受四个磁开关的重量和最重的负荷。在Hyper-Mesh软件中对末端执行器进行了挠度和应力分析,结果分别如图11和12所示。
图11 末端执行器的挠度分析
图12 末端执行器的应力分析
图9中所示的所有末端执行器组件如图13-(a)和(b)所示。在图13-(a)中,描绘了除光电传感器外的所有元件,其中标识了磁开关、接线盒和门。为了更好的可视性,在图13-(b)中,为了在图形中清楚地显示开关传感器和光电传感器(只存在于主机器人末端执行器上,如图9所示)的气动流形,接线盒和所有的电气连接未被展示。
图13 定制的末端执行器组件
设计的末端执行器子系统顶部视图概要如图14所示:
图14 端执行器子系统顶部视图
以下内容将分别描述磁控开关、气动总管、接线盒和光电传感器。
1、本项目选择的名为M50 HDC[13]的磁开关,如图15所示,其安全工作负载图如图16所示。这个数字表明,这个磁开关提供最大分离质量是68.2 (kg),材料厚度为12 (mm),这使得这个磁开关能完美吸附住一个路标标志的平面。根据图14所示,四个类似的磁开关通过安装在一个优化的外壳上,使得一个末端执行器能够产生(4倍)更大的分离力(272.8 kg),这样紧凑结构的性能明显超过其他类似尺寸的磁铁。在两个平行的机器人上有两个末端执行器,整体分离力为545.6 (kg),这将提供一个重要的安全裕度。
图15 磁开关M50 HDC [13]
图16 磁开关M50 HDC的安全工作负载
2、图13(b)所示的气动总管是由H.H. Barnum定制的,它与M12电气连接兼容。这个流形包括两个VQCN-51螺线管,一个螺线管控制两个前磁开关,另一个螺线管控制两个回磁开关。
3、这个项目中使用的配电接线盒ASBV8/LED5242/5M如图7所示,它允许机器人控制器(通过EE端口)和以下8个末端执行器组件接口:四个磁开关的开关传感器接口;两个连接到气动总管接口;两个连接到光电传感器接口。
4、图17中所示的光电传感器FF17-BP-1E,用于确定需要选择的路标。传感器的最大感知范围为400 (mm),它基于灵敏度极限进行操作。
图17 光电式传感器FF17-BP-1E
六、总结
这个由钢铁行业赞助研究和开发项目是在密歇根技术大学进行的。这个项目设计并开发了一个自动化的堆垛机系统来精确的堆叠高速公路的路标,同时遵守所需的码垛模式和时间限制。满足自动化规范的要求,主要设计了结构支撑、末端执行器和控制子系统三个子系统。该项目已成功完成并在密西根理工大学进行测试,自动化的堆垛机堆垛系统将交付给Nucor钢铁厂,安装在该企业高速公路产品部生产线的二号线上。
参考文献
[1] International Federation of Robotics: Metra Martech Study on Robotics: www.ifr.org/uploads/media/Metra_Martech_Study_on_robots_02.pdf
[2] Devine, K., “Integrating robot simulation and off-line programming into an industrial robotics course”, Proceedings of American Society for Engineering Education (ASEE) Annual Conference amp; Exposition, AC 2009-2159, 2009
[3] Schneider, R., “Robotic Automation Can Cut Costs”, Manufacturing Engineering. Vol. 135, No. 6, 2005
[4] Sang Choi, Eakins, W.J., Fuhlbrigge, T.A., “Trends and opportunities for robotic automation of trim amp; final assembly in the automotive industry”, IEEE Conference on Automation Science and Engineering (CASE), pp. 124-129, 2010
[5] Morey, B. “Robotics Seeks Its Role in Aerospace”, Manufacturing Engineering. Vol. 139 No. 4., 2007
[6] Angerer, A., Ehinger, C., Hoffmann, A., Reif, W., Reinhart, G., “Design of an automation system for preforming processes in aerospace industries”, IEEE Conference on Automation Science and Engineering (CASE), pp. 557-562, 2011
[7] Stavinoha, S., Heping Chen, Walker, M., Biao Zhang, Fuhlbrigge, T., “Challenges of robotics and automation in offshore oilamp;gas industry”, IEEE 4th Annual International Conference on Cyber Technology in Automation, Control, and Intelligent Systems (CYBER), pp. 557-562, 2014
[8] Shukla, A., Karki, H., “A review of robotics in onshore oil-gas industry”, IEEE International Conference on Mechatronics and Automation (ICMA), pp. 1153-1160, 2013 [9] Sang Choi, Zhang, G., Fuhlbrigge, T., Watson, T., Tallian, R., “Applications and requirements of industrial robots in meat processing”, IEEE International Conference on Automation Science and Eng
全文共7653字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[10856],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 2.3港口吞吐量预测外文翻译资料
- 使用多标准移动通信分层遗传算法的阻抗 匹配网络的宽带优化外文翻译资料
- 移动RFID标签阅读与非重叠串联阅读器在输送带的应用外文翻译资料
- 利用数字图像进行的全场应变测量方法外文翻译资料
- 自然灾害中并发事件的多种应急资源的分配外文翻译资料
- 基于主机的卡仿真:开发,安全和生态系统影响分析外文翻译资料
- 实现基于Android智能手机的主机卡仿真模式作为替代ISO 14443A标准的Arduino NFC模块外文翻译资料
- 探索出行方式选择和出行链模式复杂性之间的关系外文翻译资料
- 信息系统研究、教育和实践的基本立场及其影响外文翻译资料
- 仓储和MH系统决策模型的设计优化与管理外文翻译资料

