
英语原文共 6 页,剩余内容已隐藏,支付完成后下载完整资料
2011年IEEE机器人与自动化国际会议上海国际会议中心
2011年5月9 - 13日,中国上海
自适应生产机器人力控制装配参数优化
彪张,戴夫砾石,张乔治,王建军和阿诺德贝尔
摘要 - 本文介绍了基于实验设计(DOE)的参数优化技术,以适应机器人力控制组件中制造环境变化的研究。 基于现实世界的变速箱液力变矩器总成生产工艺,在生产中进行调查分析。 介绍一种悬挂式机器人装配参数优化工具。 当制造环境发生变化时,例如零件和工具的几何尺寸变化(零件特征的位置,特征的大小,工具的尺寸等),零件,夹具或零件的位置和方向的变化机器人; (重量,弹簧常数等)的性能变化,循环时间的平均值,周期时间的平均值加上3西格玛,第一次通过(FTT)率等性能指标被降低。 悬挂式优化工具对最具影响力的参数进行全因子实验。 然后对结果进行统计分析以找到最佳参数集。 最后通过运行大量实验并检查力控制组件的性能来验证优化参数集以适应变化。 在福特动力总成装配生产中证明了该方法的有效性。 该计划继续在生产中运行并调整工艺参数以适应制造变化。 提供并分析真实的工厂验收测试结果。 最后,得出结论并提出讨论和进一步调查。
I. 介绍
传统上,NDUSTRIAL机器人用于涂装,材料处理,焊接和其他非接触式制造工艺。 随着柔性制造自动化的高要求,工业机器人应用已经扩展到与装配和机械加工等接触力的过程中。 在传统的机器人装配应用中,被动顺从工具通常用于具有相对简单和松散插入的装配工艺。 对于高精度和严格公差要求的过程,机器人力控制已经实现开发和实施。 机器人力控制已经越来越多地应用于汽车和一般工业的装配和加工过程。 工业机器人控制的这一最新进展为工业机器人提供了“触摸”感应,并允许整个新类别的机器人行为和应用。 由于将力传感器(有时与视觉相结合)结合到机器人控制系统中,新的机器人行为是可能的。 力控机器人技术使机器人自动化应用能够将部件配合在一起,例如齿轮啮合,花键插入,离合器毂组件,复杂曲面几何形状的表面磨削等。 [1]中的Gravel列出了一套汽车零部件,作为部队自动化控制的基准任务。 张在[2] ABB(www.abb.com)描述了机器人装配(基于力控制)的努力。 机器人装配采用了复杂而重的(高达40千克)变速箱部件,变矩器,已成功实施。
另一方面,机器人力控制给机器人编程,系统设置和制造过程质量控制带来了复杂性和不确定性。 与位置控制机器人最明显的行为差异之一是机器人运动循环时间不再是力控制中的预定值。 循环时间通常以统计方式分布在机器人装配过程中。 机器人力控制组件的性能通过组装循环时间和首次通过(FTT)速率的平均值和标准偏差来衡量。 为了优化机器人装配的性能,该过程需要首先参数化。
由于力控制的引入,其中实际的机器人路径不仅取决于编程的位置,而且还取决于组装的部件/组件之间的相互作用力,优化变得更难以优化。 通常通过试错法或离线分析工具获得最佳的机器人(力控制)参数组。 这是乏味和耗时的。 由于装配任务的统计特性和实验设计(DOE)[3] [4]越来越受到制造业质量控制的欢迎,脱机DOE已被用于机器人装配参数优化以帮助系统建立[5] ]。
然而,在机器人组装,例如变矩器和变速器组装的生产中,即使具有优化的参数,当制造时机器人组装系统的性能也会恶化。环境变化,如零件和工具的几何尺寸变化(零件特征的位置,特征的大小,工具的尺寸等),零件,夹具或机器人的位置和方向的变化; 零件属性(重量,弹簧常数等)的变化。 所提出的方法在生产中应用基于实验设计(DOE)的参数优化以适应机器人力控制组件的制造环境变化并且优化组件的生产率。 优化工具运行在机器人示教器的辅助处理器中,对最有影响的参数进行全因子实验。 然后对结果进行统计分析以找到最佳参数集。 最后通过运行大量实验并检查力控制组件的性能来验证优化参数集以适应变化。
本文组织如下。 第二部分介绍了机器人力装配的基础知识和现实世界的变速器液力变矩器装配生产过程; 第三节简要介绍参数化和实验设计(DOE); 第四部分介绍了基于生产基于能源部的参数优化以适应制造环境的变化,第五部分是实施和工厂测试结果; 最后第六节总结了拟议的工作并讨论了进一步的发展方向。
II. 机器人力控制组件和扭矩转换器组件
A. 机器人力量控制大会
力控功能一直是ABB机器人公司的标准产品,其中包括6自由度力传感器,数据采集卡,专门设计的Axis计算机和软件选件。 图1显示了机器人力控制组件的硬件组件。
传感器和配件
图1力控制硬件组件
图2给出了机器人力控制的简化控制图。 被推荐和测量的力值之间的差值除以阻尼因子(DF)并通过低通滤波器(LPF)[10]平滑后用作速度控制回路中的附加反馈[11]。 主动搜索模式可以设计并输入到控制器系统通过V参考(速度参考)[6]。 DF和LPF可以针对特定的机器人系统和不同的装配应用进行调整。 通过速度参考输入,可以为不同的装配应用程序执行主动搜索,如线性,圆形,螺旋和旋转。
图2简化的力控制图
图3说明了一种命令螺旋搜索路径,它通常用于圆柱形组件搜索。
图3螺旋搜索路径
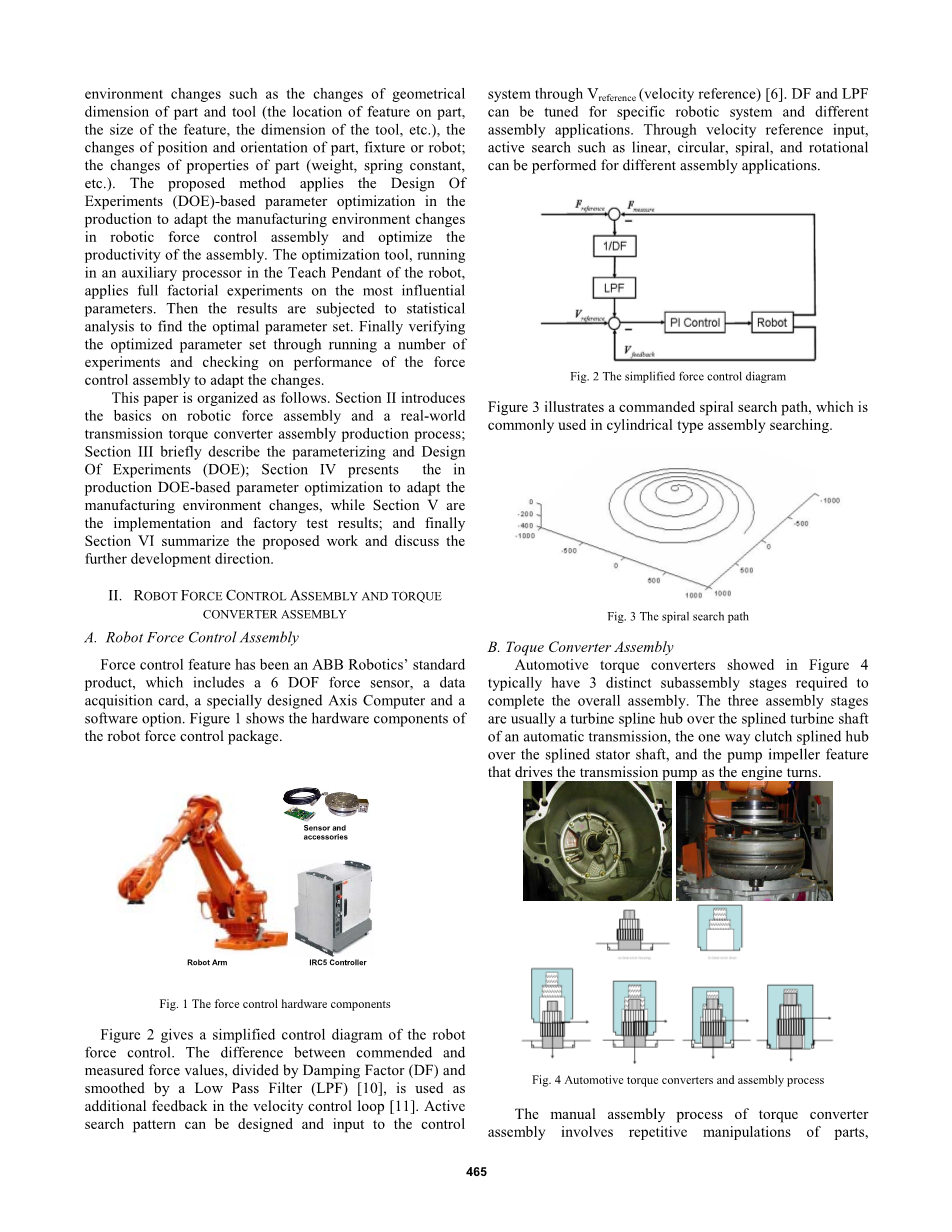
B. 转矩转换器组件
图4中显示的汽车变矩器通常具有完成整个组装所需的3个不同的子组装阶段。 三个装配阶段通常是自动变速器的花键涡轮轴上的涡轮花键毂,花键定子轴上的单向离合器花键毂和在发动机转动时驱动变速器泵的泵叶轮特征。
图4汽车变矩器和装配过程
变矩器组件的手动装配过程涉及零件的重复操作,通常超过18公斤,需要大力旋转和操纵以实现配合组装。 人们进行变矩器组装时已经引起许多重复性劳损。
福特先进制造技术开发公司(AMTD)和ABB公司研究中心(CRC)共同努力,针对几年前复杂的机器人变矩器装配问题。 第一个力控制扭矩转换器装配原型是在CRC实验室[7]中构建和演示的。 图5显示了2003年在CRC开发的机器人变矩器组装系统。此后,通过福特,ABB机器人和公司研究中心的紧密合作,机器人扭矩组装单元已成功安装在福特多种不同类型和型号的生产线上和克莱斯勒。
图5机器人变矩器组装系统
III. 基于实验(DOE)的参数优化设计
A. Parmerterizing机器人装配过程
机器人变矩器组装单元在连续运行的生产线中操作。 与其他自动生产线类似,为了生产顺畅,设计和维护了一定的生产量。 因此,机器人变矩器组装过程不仅需要成功地进行组装,还必须在一定的时间内完成组装,这取决于生产量和生产线缓冲区的大小。 由于装配时间是统计分布的,因此平均加上三倍的标准偏差是适合大多数装配案例的吞吐量的适当测量。
为了优化机器人装配参数,该过程需要首先参数化。 基于常见装配类型的性质,装配过程分为圆柱形,径向和多阶段插入/装配,它们涵盖了大部分实际装配应用。 对于每个插入/装配类型,应用特定的搜索模式来执行装配过程。 相应地,存在与每个搜索模式相关的某些机器人力控制参数。
作为一个例子,本文描述了用于变矩器组件的多级式机器人装配参数。 变矩器的优化参数为:
A) 搜索力 - 在工具Z方向上使用的搜索/插入力的最大值
B) 旋转速度 - 在刀具Z轴周围插入时使用的旋转速度
C) 旋转角度 - 上述旋转运动中使用的最大角度值
D) 圆形或螺旋形速度 - 刀架XY平面内的圆形搜索速度
E) 圆形或最大螺旋半径 - 插入时使用的圆形半径,对应于上面的圆形速度
F) Force Amp - 工具框架Z方向上跳跃力的幅度
G) 强制周期 - 跳跃(振荡)力的周期
给定装配参数和接触力的组合定义了实际装配路径。 实际上,参数比上面列出的参数多,如阻尼,旋转扭矩,加速度,角位移等。
B. 实验方法论的设计
数十年来,装配参数优化已经被广泛研究,结果混杂。 早期的方法能够成功地完成插入孔插入任务,但是不切实际很慢并且无法赶上现代制造业的需求。 实验设计(DOE)是一种用于探索新工艺,获取现有工艺知识并优化这些工艺以实现最佳性能的强大技术[6]。根据制造质量控制,DOE自然被用于机器人变矩器组装参数优化。 对于特定的过程,定义了诸如生产批次等可控变量,忽略不可控变量,以设计方式改变输入,并测量输出特性。
典型的基于DOE的参数优化步骤通常是:
1) 筛选:使用分数因子实验设计矩阵来生成实验运行,其中包括基于稀疏效应原理的完整因子设计的仔细选择的分数(子集)实验运行。 然后对收集的结果数据进行统计分析以确定最有影响的参数。 图6显示了筛选过程的典型帕累托图。 图中参数的值越高,参数对装配性能的影响就越大。
图6是筛选过程的典型帕累托图
2) 优化:根据筛选过程的结果,使用全因子实验设计矩阵生成实验运行,其中包含最具影响力参数的2级或3级离散可能值。 分析实验运行结果找到最佳参数集
3) 验证:通过运行大量实验并检查客观度量指标的分布来验证优化参数集。 根据优化目标对参数变化的灵敏度,测试部件的可用数量和实验成本,优化后的参数数量和每个参数值的数量(水平)可以变化很大。
IV. 基于生产(DOE)的参数优化来适应制造
环境变化
DOE比详尽的参数搜索更快,并且被推向了一个系统且可证实的优化解决方案[8],但通常需要几名专业人员来构建和实施。 在优化工作的早期阶段,为了找到建立系统以满足生产的优化参数,使用MINITAB在PC上离线设计实验,并将其编程到RAPID等机器人运动程序中。 机器人程序运行在实际或接近实际的生产环境,并收集结果数据。 数据文件然后从机器人控制器中取出并导入MINITAB进行分析。 这个过程通常需要进行几次迭代。 有几个专业人员需要协作完成这项优化任务,包括制造质量控制专家来分析装配过程并设计适当的DOE实验,将机器人编程编码为机器人程序设计,执行程序的操作员,以及然后质量控制人员接管数据并对其进行分析并设计一个新的实验 - 优化周期再次启动。 为了协助优化过程,提高效率并使优化过程进入制造阶段,机器人装配优化工具运行在机器人示教器的辅助处理器中[4]。
然而,在机器人组装,例如变矩器和变速器组装的生产中,即使具有优化的参数,当制造环境变化时,例如零件和工具的几何尺寸变化(机器人功能部分的位置特征的大小,工具的尺寸等),零件,夹具或机器人的位置和方向的变化; 零件属性(重量,弹簧常数等)的变化。 所提出的方法在生产中应用基于实验设计(DOE)的参数优化以自动适应机器人力控制组件的制造环境变化并且优化组件的生产率。
生产中参数优化的挑战是尽量减少实验试验对生产的干扰,并平衡实验成本和优化目标。 因为机器人变矩器组装单元在连续运行的生产线中运行。 一定的生产量被设计和维护,以便生产顺利。 生产线上只有有限的缓冲区能够承受组装循环时间的微小变化。 另一方面,为了找到优化的参数并适应制造环境的变化,必须改变当前生产参数的值以执行DOE实验性试验。 相应地,机器人组件的性能也是变化的。 所以自动生产参数优化成功的关键是:
1. 限制优化过程对生产的干扰。 应该在优化过程中构建适当的算法,以控制如何改变参数,何时切换到优化以及何时切换回生产。
2. 此外,获得优化实验试验结果,分析结果和生产参数更新不应中断生产。
3. 此外,实验和优化目标的成本需要平衡。 实验试验的次数和优化迭代的次数需要被限制。 虽然理论上越多试验结果对过程中的随机噪声越不敏感,并且越多的优化迭代结果越接近最佳解决方案,则优化过程期间组装循环时间的变化将使总体生产的表现更差。 这是实验的成本。 更重要的是,生产参数优化的目标不是从很久以前发生的数千次试验中找到最佳参数集。 目标是快速捕捉零件和固定装置的变化,并优化系统以适应这些变化。 在优化之前,制造环境可能再次发生变化,这需要进行大量的实验试验。
图7说明了在生产中基于DOE的参数优化过程的流程图,其包含三个主要功能任务:1)过程监控; 2)参数优化; 和3)参数验证。
在生产中基于DOE的参数优化消除了筛选过程以简化DOE标准过程。 这个假设是筛选已经在系统设置过程中完成了,并且影响了排名参数变化不大。 在正常生产中,这是一个稳定的过程,这是一个有效的假设,因为制造环境只会逐渐改变。 如果制造环境发生巨大变化,生产就会变得不稳定。 不应使用基于DOE的参数优化来恢复生产性能。 预计专业人员的干预将调查变化的根本原因,改变力控制装配策略并重新设置系统在稳定状态下运行。
内置于优化过程中的算法将验证结果与基准结果进行比较。 基准结果是生产参数的性能和上一次优化迭代中优化参数的性能。 如果改进不显着,如用户根据周期时间度量的改进百分比所定义的那样,则优化过程结束,
图7是在生产DOE参数优化过程中提出的流程图
V. 实施和工厂测试结果
基于现实世界的变速箱液力变矩器总成生产工艺,在生产中进行调查分析。 开发了一种悬挂式机器人装配参数优化工具,用于实施基于DOE的生产参数优化。 运行在机器人示教器的辅助处理器中的优化工具应用全阶乘对最有影响力的参数进行实验。 然后对结果进行统计分析以找到最佳参数集。 最后通过运行大量实验并检查力控制组件的性能来验证优化参数集以适应变化。 软件结构图如图8所示。
图8是基于生产DOE的参数优化工具的软件结构图
在这个软件包中,机器人组装过程(使用液力变矩器组件作为开发平台,但该工具可用于其他类型的各种组装过程)已首先参数化为操作员可理解的术语和参数,例如起点,装配阶段,插入距离,超时限制,最大尝试次数,搜索力,转速,旋转角度,力幅度,力(
全文共8578字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[16682],资料为PDF文档或Word文档,PDF文档可免费转换为Word

