英语原文共 13 页,剩余内容已隐藏,支付完成后下载完整资料
汽车混合铝/复合材料驱动轴的设计与制造
摘要
复合材料具有比刚度高、比强度高等优点,可以替代传统的金属结构。本研究采用一种新的制造方法,开发了一种整体式汽车铝/复合材料混合驱动轴,其中碳纤维环氧复合层是在铝管的内表面进行共固化,而不是包裹在外表面,以防止复合层受到外部冲击和吸湿的破坏。通过有限元分析,考虑铝管与复合层界面的残余热应力,确定了复合层的最佳堆码顺序。为了提高铝/复合管与钢轭的连接可靠性,降低制造成本,设计了铝/复合管与钢轭的压接连接方法,并与其他连接方法(如粘接、螺栓或铆接和焊接接头)进行了比较。在钢轭的内表面形成凸出形状,以提高压接接头的扭矩性能。实验结果表明,所研制的铝/复合材料一体式汽车混合驱动轴与传统的两片式钢驱动轴相比,质量减轻75%,扭矩提高160%。其固有频率为9390rpm,高于9200rpm的设计指标。
关键词:混合动力;整体式传动轴;固有频率;压装;凸出量
1. 介绍
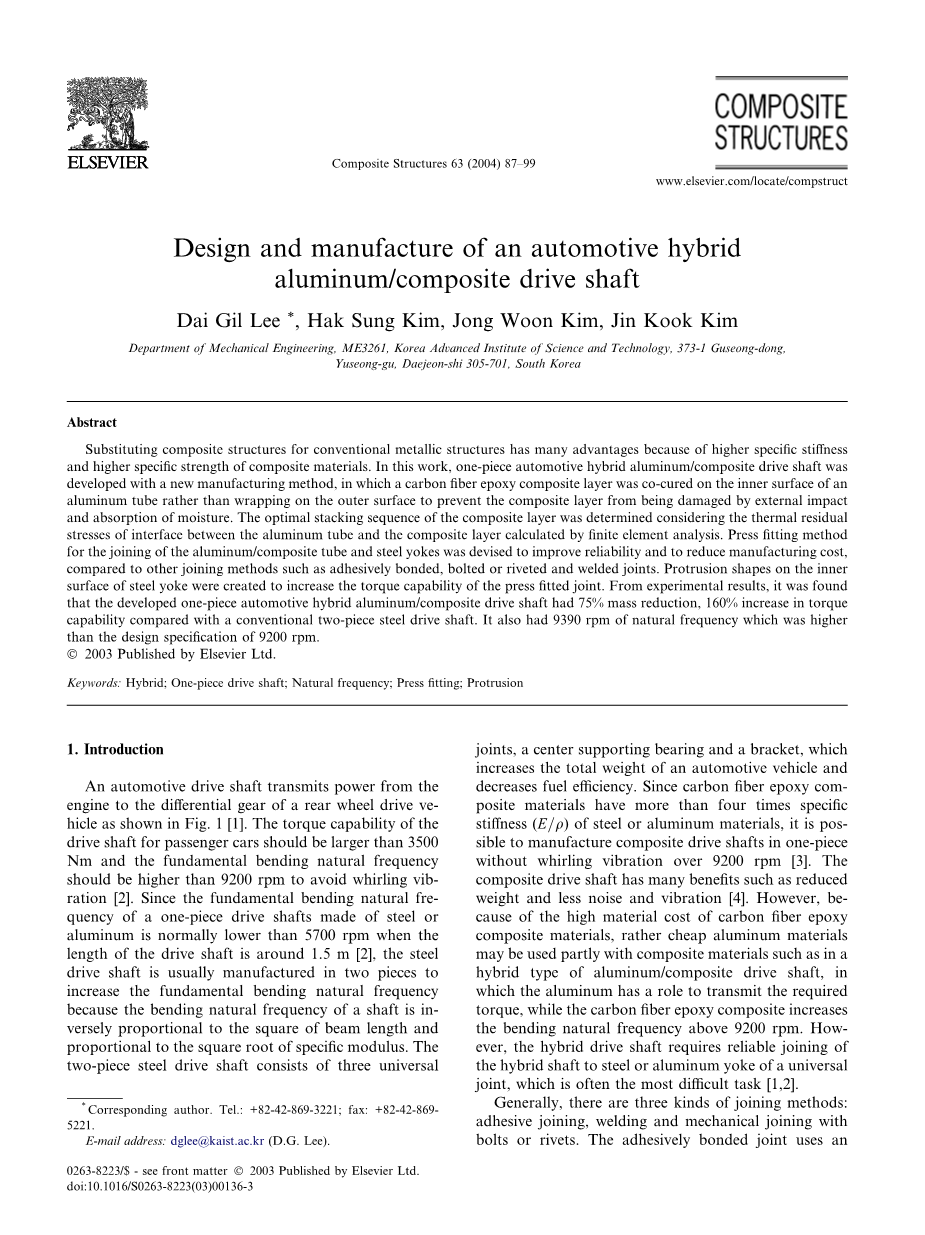
汽车驱动轴将动力从发动机传送到后轮驱动汽车的差速器齿轮,如图1[1]所示。
客车牵引轴的扭矩性能应大于3500Nm,基本弯曲固有频率应大于9200rpm,以避免旋转振动[2]。由于由钢或铝制成的整体式驱动轴的基本弯曲固有频率通常低于5700转/分(当驱动轴的长度约为1.5米[2]),因此钢驱动轴通常分为两部分制造,以提高基本弯曲固有频率,因为轴的弯曲固有频率与梁长的平方成反比,与比模量的平方根成正比。两件式钢驱动轴由三个万向节和一个中心支撑轴承和一个支架组成,它增加了汽车的总重量,降低了燃油效率。由于碳纤维环氧复合材料的比刚度(E/rho;)是钢或铝材料的四倍以上,因此可以制造成一段复合驱动轴,而不会产生超过9200转/分的旋转振动[3]。复合传动轴具有重量轻、噪音和振动小等优点[4]。但是,由于碳纤维环氧复合材料的材料成本较高,因此,廉价的铝材料可以部分地与复合材料一起使用,例如在混合型铝/复合材料驱动轴中,铝有传递所需扭矩的作用,碳纤维环氧复合材料的弯曲固有频率提高到9200转/分以上。然而,混合动力驱动轴需要将混合动力轴可靠地连接到万向节的钢或铝轭上,这通常是最困难的任务[1,2]
通常有三种连接方法:粘接连接、焊接和螺栓或铆钉的机械连接。粘合接头使用的是一个粘附物之间的粘性夹层。胶接接头比机械接头能在更大的面积上分配所需的载荷,无需开孔,对结构增加的重量很小,具有较高的抗疲劳性能。然而,粘合接头与被粘合物的表面需要仔细处理,受使用环境的影响,很难拆卸进行检查和修理[5,6]。焊接是由两个金属基体结合而成,这是通过温度、压力和冶金条件的组合来实现的。在焊接过程中,由于外部金属材料的温升,混合动力传动轴的内部复合材料可能会退化[7]。机械连接是用螺栓或铆钉固定基板而形成的。
由于螺栓和铆钉需要开孔,孔处容易产生应力集中、疲劳和电偶腐蚀等问题,许多研究人员对混合动力传动轴及其与万向节叉的连接方法进行了研究。1985年,由DanaCorporation的Spicer U-Joint部门为福特econoline面包车开发了第一个复合传动轴。采用Picer产品的通用皮卡在其第一年(1988年)的预期销售需求是预期的三倍[8]。Cho等人[9]采用压缩预压法降低铝钴复合材料的热残余应力,将轴定位在轴向,提高了铝/复合材料混合轴的疲劳性能。Kim等人。[4] 设计了一种由高刚度碳纤维环氧树脂和玻璃纤维环氧树脂复合材料组成的复合材料驱动轴,研究了复合材料驱动轴在粘结厚度、粘结长度和横截面厚度等方面的胶接接头优化设计,为便于制造,在成釉管外表面堆积了一层复合材料。
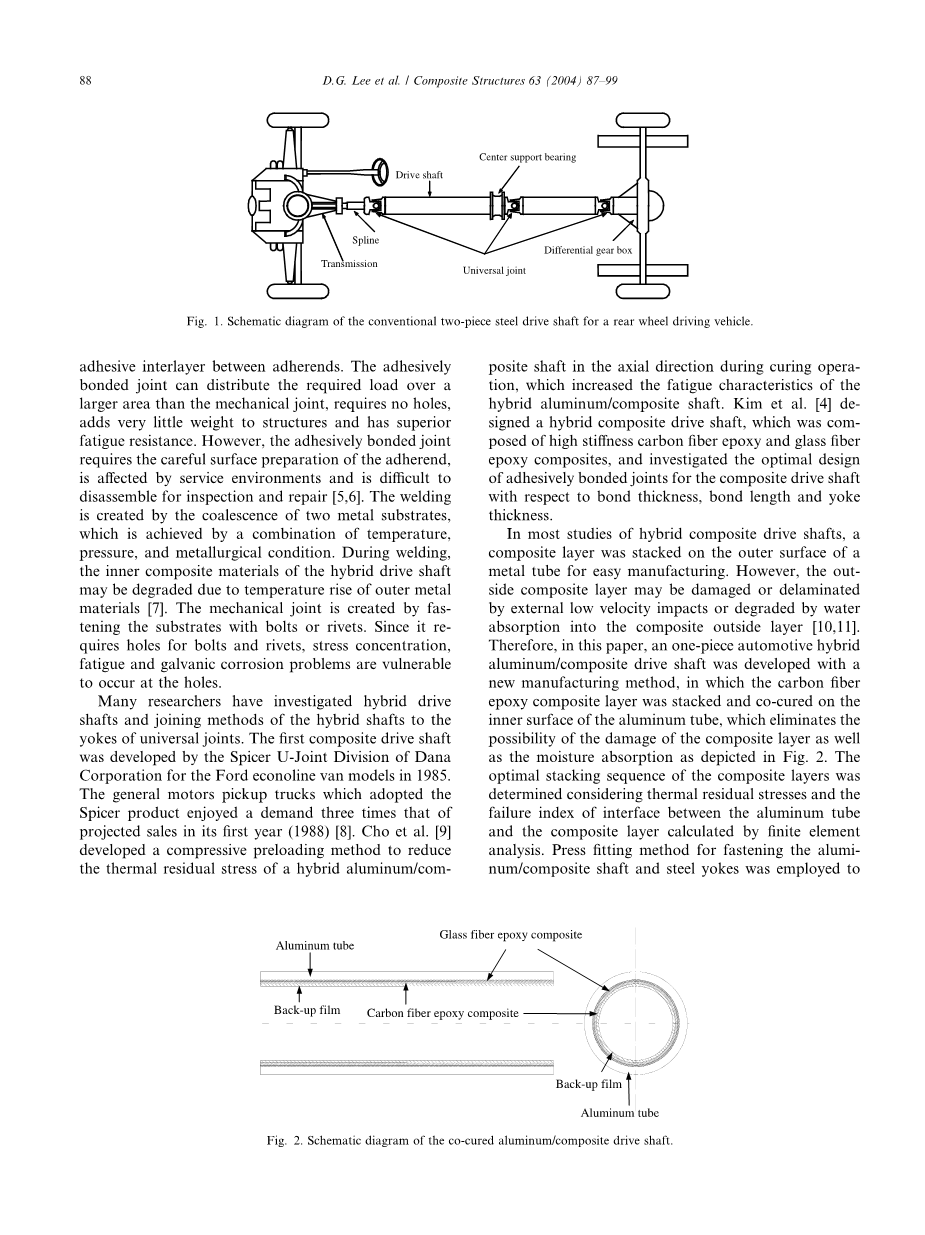
然而,外侧复合材料层可能会因外部低速冲击而损坏或分层,也可能因吸水而退化到复合材料外层[10,11],因此,本文采用新的制造方法,研制了一种整体式汽车混合铝/复合材料驱动轴,其中碳纤维环氧复合层堆叠在铝管的内表面上并进行共固化,从而消除了复合层损坏的可能性以及如图2所示的吸湿性。
考虑热残余应力和有限元计算的铝管与复合层界面失效指数,确定了复合层的最佳堆码顺序。采用压装法紧固铝/复合提高可靠性,降低制造成本,而不是其他的连接方式,如胶接、机械连接和焊接。从有限元分析出发,设计了钢轭内表面的最佳凸出形状,以提高压接接头的扭矩性能,并将压接接头的扭矩性能与实验结果进行了比较。最后,研制了铝/复合材料一体式自动混合驱动轴,测试了其静扭矩传递能力和振动基频。
2铝/复合材料传动轴的设计
铝/复合材料传动轴应满足静扭矩能力、屈曲扭矩能力和弯曲自然频率等三个设计指标。铝管的主要作用是保持施加的扭矩,而碳纤维环氧复合材料的作用是增加弯曲的自然频率。碳纤维环氧预浸料是韩国SK化学公司生产的usn150,其性能类似于T300/5208。表1和表2分别显示了碳纤维环氧树脂复合材料和铝管(6061-T6)的力学性能。混合驱动轴传递的扭矩是铝管、Tal和复合层传递的扭矩之和。
考虑到每种材料的几何相容性和材料特性,铝管传递的扭矩计算如下:
其中,G剪切模量,J为惯性极矩,下标al和co分别表示铝管和复合层。铝管的剪切模量和极惯性矩远大于复合层,因为只有薄层单向复合材料才能充分提高混合传动轴的固有频率。因此,铝管传递的扭矩几乎与混合铝/复合材料船尾传递的扭矩相同。从现在起,铝/复合材料轴的静态和屈曲扭矩系数将计算出来,忽略复合材料层如下[12]
其中Tstatic和Tbuckling分别表示混合铝/复合材料的静态和屈曲能力,rave为铝管的平均半径,tal为铝管的厚度,SS,al为铝的剪切强度,Eal为铝的弹性模量,Val为铝的泊松比。铝/复合材料轴的静态和屈曲扭矩系数与铝管的外径和厚度关系如图3所示。
由于客车驱动轴的外径通常限制在100 mm,因此铝管的外径和厚度被确定为90 mm和2 mm.
分别用下面的方程,在两端简支边界条件下,计算了传动轴的基本弯曲固有频率fn[13]
E是传动轴轴向的弹性模量,I是截面惯性矩,rho;是单位长度的质量,L是传动轴的长度。铝/复合材料轴由铝管、玻璃纤维环氧树脂复合材料、碳纤维环氧树脂复合材料和外部支撑膜组成,如图2所示。为了消除铝与碳纤维环氧复合材料之间的机械腐蚀,首次在铝管内表面铺设玻璃纤维环氧预浸料作为绝缘材料。根据应力分布,选择经纬度为7-3的单向玻璃纤维环氧预浸料(UGN150,SK Chemicals,Korea)或acrowfoot缎纹编织玻璃纤维环氧预浸料(GEP215,SK Chemicals,Korea)作为绝缘材料。玻璃纤维环氧复合材料的机械性能见表1。碳纤维环氧树脂的堆积角选择复合材料与轴成0°角,使轴向弹性模量最大化。当铝/复合材料驱动轴的长度为1.32m时,根据碳纤维环氧预浸料的堆码数和玻璃纤维环氧复合材料的堆码顺序计算铝/复合材料驱动轴的弯曲固有频率,如图4所示。
铝/复合材料驱动轴的弯曲固有频率随碳纤维环氧复合材料用量的增加而增加。当使用三层以上的碳纤维环氧预浸料时,无论玻璃纤维环氧复合材料的堆积顺序如何,铝/复合材料驱动轴的自然频率都高于9200转/分。因此,本研究采用四层(0.5mm)碳纤维环氧预浸料作为驱动轴的安全裕度。
3选择玻璃纤维环氧复合材料作为绝缘材料
考虑残余应力和复合材料层在扭矩作用下的失效指标,确定了中空玻璃纤维环氧复合材料的堆积顺序。为了确定中空玻璃纤维环氧复合材料的最佳堆垛顺序,采用ABAQUS 6.2(Hibbitt,Karlsson)有限元分析方法,计算了玻璃纤维环氧复合材料的堆垛角度和保温材料类型对热残余应力的影响。铝/复合材料轴采用四节点二维轴对称单元(CGAX4)建模,如图5所示。
节点总数为7010个,元素总数为6300个。铝管的外径和厚度为:为90毫米和2毫米。由于铝管与复合层之间的结合厚度在0.6mpa[14]的压力下共固化时非常小(5-10lm),因此在有限元分析中假设铝管与复合层之间的完美结合。分析步骤包括一个消除铝管轴向热残余应力的压缩预压程序。在铝合金管上施加170兆帕的轴向压缩预载,消除了铝合金管在室温下轴向的热残余应力,因为它改善了共固化铝/复合材料轴的疲劳特性[9]。分析中考虑了五个堆叠序列,如表3所示。
所有情况下,碳纤维环氧预浸料都是轴向堆放,而玻璃纤维环氧预浸料的堆放角度不同。在方案1的堆积顺序中,仅在铝管内表面铺设碳纤维环氧复合材料层,未铺设玻璃纤维环氧复合材料层。对于方案2和方案3的堆叠顺序,单向玻璃纤维环氧树脂预浸料被轴向或横向堆叠。对于方案4和方案5的堆叠顺序,先堆叠玻璃纤维环氧预浸料,其次是碳纤维环氧树脂复合层的堆积。每种情况下,铁蹄色玻璃纤维环氧预浸料的堆积角分别为0°和90°。图6显示了复合材料层与铝管之间的层间热残余应力。
对于情况1,发生拉伸剥离应力是因为碳纤维环氧复合材料在圆周方向(27.0·10 6/℃)的热膨胀系数(CTE)大于铝管(23.6·10 6/℃)的热膨胀系数(CTE),这可能导致铝管和复合层之间的分层[15]。
但在其它情况下,由于玻璃纤维环氧复合材料在环向上的CTE比铝管小,所以在厚度方向上出现了层间压应力,计算了4360nm铝管的最大屈曲扭矩作用于铝/复合材料轴时,复合材料层的应力随堆垛顺序的变化规律。与铝管相邻的复合层中相对于堆叠顺序的应力分布如图7所示。
为了评估复合材料层在施加扭矩下相对于堆垛顺序的失效指数,计算了复合材料层的以下失效指数:
图8显示了当施加4360nm的扭矩时,复合材料层相对于铝管的加固顺序的失效指数。
碳纤维环氧复合材料层的破坏指数均为0.38,而玻璃纤维环氧复合材料层的破坏指数均高于该值。方案3的失败指数最高,为0.95。方案1的失效指数最低为0.38,方案5的失效指数为0.55。
因此,选择了碳纤维环氧复合材料层与铝管之间横向(90°)叠层的crowfoot satin机织玻璃纤维环氧预浸料的情况5的叠层顺序,这是因为在厚度方向上的压缩热残余剥离应力与其他情况相比较高,并且施加扭矩后的失效指数低于除方案1外的其他方案。
4带有突出物的压装接头
为了提高铝合金/复合材料轴与钢制凸出轭的连接可与其他连接方法相比,降低了制造成本。为了提高压接接头的扭矩性能,如图9所示,在钢轭的内表面上形成轴向突起。
钢轭内表面的凸出物在压装过程中可在铝轴表面刻槽,使钢轭内表面凸出物与铝管表面刻槽发生机械联锁。在大批量生产中,钢轭内表面的凸出物很容易通过拉削或模压成形,但在原型制造中采用了电火花加工方法。铝管和钢轭之间的连接通过压接操作更加牢固,这可能会减少靠性和可靠性,研究了铝合金/复合材料轴与钢制凸出轭的压配合连接方法,制造时间和成本消除了几个连接过程。由于凸形压接接头的疲劳特性受凸形的影响,寻求最佳凸形。
凸形压接接头的疲劳失效有两个原因:凸形压接接头的应力集中和施加扭矩时的微动疲劳。如果突出物有尖锐的边缘,应力集中会变高,从而降低疲劳强度。因此,突起形状应足够光滑,以减少应力集中。钢凸出物与铝管表面凹槽之间的接触面微动疲劳可通过在配合面之间施加压力消除,从而防止相对运动[17]。微动加速了工程结构机械零件的疲劳裂纹扩展,使压装式总成的疲劳强度大大降低。众所周知,当滑移幅度大于50mu;m时,微动疲劳强度会大大降低[18]。因此,采用施加扭矩的方法减小钢凸出物与压接接头铝管表面沟槽之间的滑移幅度。
为了降低突出物中的应力集中,选择了一种正弦形状的突出物,因为它的光滑性和易于表示。在如图9(c)所示的正弦突形状中,hP和wP分别表示正弦预桁架的高度和宽度。采用ABAQUS 6.2有限元分析软件,计算了给定扭矩下钢轭凸出物与铝管表面沟槽接触面的滑移幅度。图10所示为铝管与钢轭之间的压接接头的有限元模型
该压接接头由正弦形凸起物联锁。由于压接接头的应力状态和滑动距离的有限元模型是轴对称的,使用八节点三维实体单元(C3D8R)仅对压力配合接头的1/180(3°)部分进行了建模。明矾管(6061-T6)和钢轭(SM45C)的材料特性见表3。
基于图11所示的屈服强度,钢轭和铝管采用理想的弹塑性。铝与钢之间的摩擦系数为0.31。分析中采用了10mm的压配长度,虽然实际的压配长度大于该值,但节省了计算时间。在钢轭上施加4360nm的扭矩,计算出铝与钢轭之间的滑动幅度,其大小与正弦突起的高度和宽度有关态和滑动距离的有限元模型是轴对称的,使用八节点三维实体单元(C3D8R)仅对压力配合接头的1/180(3°)部分进行了建模。明矾管(6061-T6)和钢轭(SM45C)的材料特性见表3。基于图11所示的屈服强度,钢轭和铝管采用理想的弹塑性。铝与钢之间的摩擦系数为0.31。分析中采用了10mm的压配长度,虽然实际的压配长度大于该值,但节省了计算时间。在钢轭上施加4360nm的扭矩,计算出铝与钢轭之间的滑动幅度,其大小与正弦突起的高度和宽度有关是铝管的屈曲扭矩能力。
图12(a)示出了相对于正弦突起的高度和宽度的滑动幅度。根据图12(a)的结果再现的图12(b)中所示的突起的宽度和高度,随着si-nusuid突起的长宽比(hp/wp)的增加,唇幅减小。当正弦突起长宽比大于0.25时,滑移幅度小于10lm。应力集中随着突出物的光谱比的增加而增加[19]。因此,为了减小在滑移约束下的应力集中,选择了0.25的展弦比作为连续凸出量。
随着凸出物高度的增加,压装操作的压力增加,在使用钢轭压装操作期间,铝/复合材料驱动轴可能会出现故障。因此,选择0.25 mm的凸出宽度是因为比此值较小的凸出宽度难以通过电火花切割加工。突出高度为0.0625 mm。图13显示了铝突出物中的应力分布,
在4360牛顿米扭矩的作用下,铝管内的突起部分全部产生。假设当铝管突出部分的整体应
剩余内容已隐藏,支付完成后下载完整资料
资料编号:[237667],资料为PDF文档或Word文档,PDF文档可免费转换为Word

