英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
HVOF喷涂WC-10Co-4Cr涂层在3.5%NaC1溶液中的空蚀行为及机理研究
盛红 吴玉平 张剑锋 郑玉贵 秦玉娇 高文文 李开业
收到日期: 2013年11月13日/接受日期: 2014年7月15日/网上发布: 2014年10月15日
@印度金属学会一IIM 2014
南京西康路1号河海大学力学与材料学院;金属与保护研究所,江苏南京210098;
中华人民共和国
电子邮件: wuyuping@hu.edu.cn
郑铮
中国科学院金属研究所金属腐蚀与防护国家重点实验室沈阳市文翠路62号
邮编: 110016;
中华人民共和国
电子邮件: ygzheng@imr.ac.cn
摘要
用超音速火焰喷涂(HVOF)工艺制备WC-10CO-4Cr涂层。在3.5wt%NaCl溶液中研究了涂层以及不锈钢1Cr18Ni9Ti的空化侵蚀(CE) 特性。该涂层比不锈钢1Cr18Ni9Ti具有更高的CE耐受性。腐蚀20 h后,不锈钢1Cr18Ni9Ti的CE体积损失为涂层的3.22倍。由于腐蚀和机械作用的结果,涂层的去除机理首先是粘结相的侵蚀,然后是硬质相的脆性分离。发现裂纹在碳化物一粘合剂界面和孔的边缘开始,导致表面上的陨石坑并加速涂层的损坏,发现疲劳和塑性变形是基体钢1Cr18Ni9Ti的材料去除机理。
关键词:HVOF WC-10Co-4Cr 涂层 气穴
1 介绍
作为一种可用的保护材料,WC-Co基涂层已被广泛用于保护基材免受磨损损伤[1]。热喷涂技术,如等离子喷涂(PS),爆轰喷涂(DS),超音速火焰喷涂(HVOF)和冷喷涂(CS)等常常用于沉积WC-Co基涂层[2-6]。在这些技术中,由于高速和较低温度的结合,HVOF喷涂已被证明是一种灵活和多用途的技术,其中WC相的脱碳和溶解可被有效抑制[7,8]。
空蚀(CE)是液压部件中常见的现象,这是由于液体中局部压力的突然变化造成的[9,10]。从文献中已经观察到,基于镍-氧化铝的[11,12]和基于NC的[13-16]热喷涂涂层可以提供对空蚀的显著抵抗力。许多研究人员已经研究了HVOF喷涂WC-Co基涂层的微观结构,力学性能和空蚀行为。利马等[17]制备HVOF喷涂50%(WC-12%Co)
50%(NiCr)和WC-12%Co涂层。他们发现断裂韧性和空蚀耐受性之间有很好的相关性,涂层的断裂韧性越高,抗空蚀性越好。Sugiyama等人[14]比较了HVOF喷涂WC基涂层与不同粘合剂在去离子水中的空蚀行为。他们得出结论,涂层的最大空蚀耐受性是在最佳量金属粘合剂(即20%Ni含量)下获得的。Ding等人[18]研究了HVOF喷涂常规,亚微米和多峰WC-12Co金属陶瓷涂层的空蚀行为。结果表明,多模WC-
12Co涂层具有致密的纳米结构、高的显微硬度和强的粘结强度,在三种涂层中表现出最佳的抗空蚀性能。Santa等人[19]表明HVOF喷涂WC-Co涂层的空蚀耐受性比未涂覆的13-4不锈钢在蒸馏水中低,并且涂层的主要去除机理是硬质相的脆性断裂和韧性区域的疲劳。我们之前的研究使用具有40wt%W-36wt%Cr-20wt%Co和余量的C在蒸馏水中组成的起始粉末来研究HVOF喷涂的WC-Co-Cr涂层的微观结构和空蚀行为。由于其具有更高的硬度和更精细的结构,涂层具有比不锈钢1Cr18Ni9Ti更高的空蚀耐受性[16]。以往的研究主要详细描述了HVOF喷涂WC-Co基涂料在蒸馏水中的抗空蚀性能。然而,关于HVOF喷涂WC-Co基涂层在海水中的抗空蚀性能却很少提出。
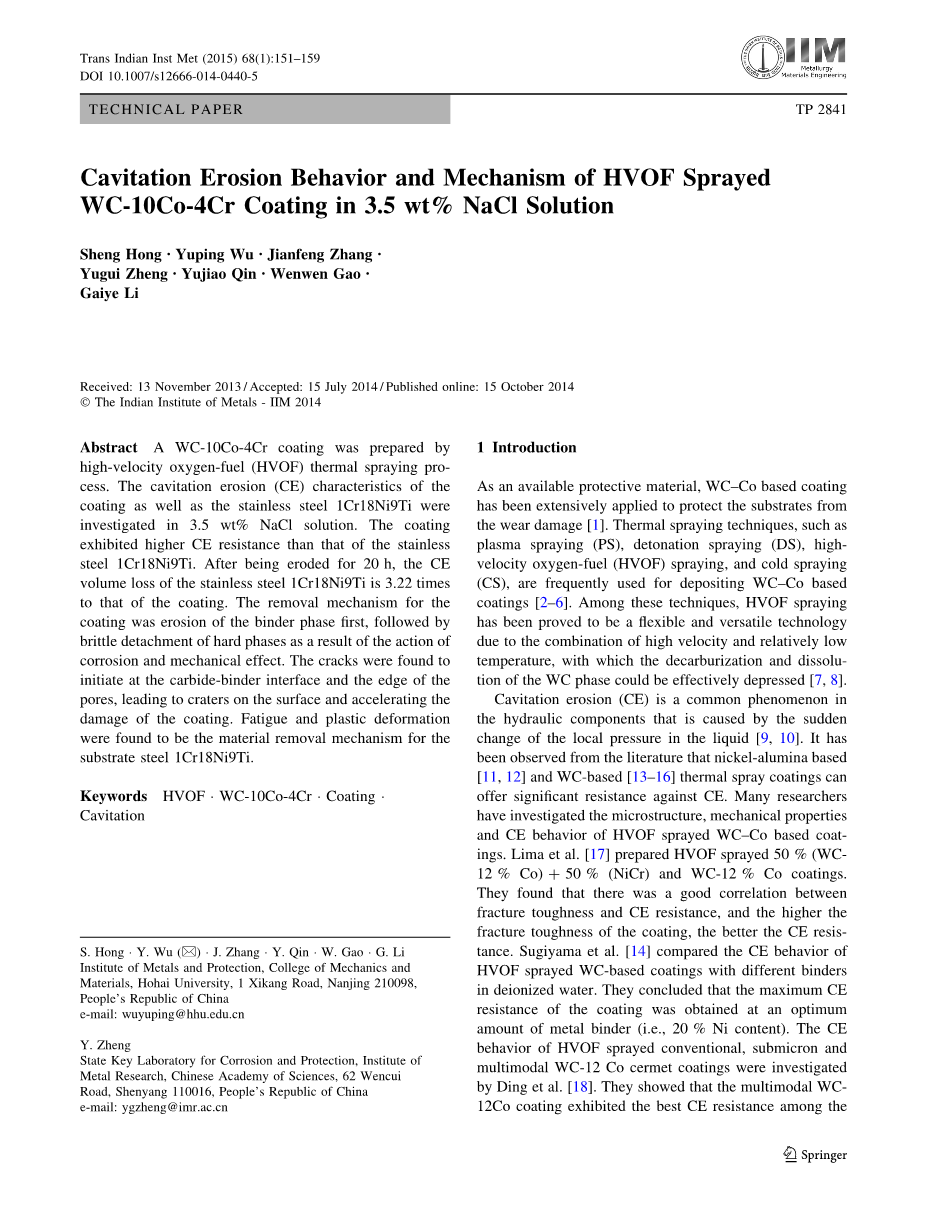
图1 CE试验装置及其螺纹试样尺寸示意图: a CE试验装置; b 螺丝标本
许多流量处理部件,包括在腐蚀环境中运行的泵,阀门和水轮机,受到空蚀和腐蚀的共同作用。考虑到海水中组分的空蚀损伤,研究超音速火焰喷涂WC-Co基涂料在人造海水中的行为和机理是值得研究的。在本研究中,使用3.5wt%NaCl溶液作为测试液体研究HVOF喷涂WC-10Co-4Cr涂层的空蚀行为。基于其在水轮机中的广泛应用,使用不锈钢1Cr18Ni9Ti作为基材。提出了侵蚀时间对微观组织演变的影响,并探讨了抗侵蚀机理。
2 实验程序
在我们的早期工作中,对涂层的微观结构,热稳定性和显微硬度分布进行了详细的表征[20]。本研究中使用的粉末是商业聚集和烧结的WC-10wt%和Co-4wt%Cr粉末(大型太阳能热喷涂材料有限公司,成都,中国),其粒度分布为15-45mu;m和展现近似球形的颗粒形状[20]。在喷涂过程之前,先用丙酮预清洗样品,然后用热风干燥,然后用30网格Al2O3喷砂。HVOF喷雾实验是用商用HVOF(普莱克斯-JP8000,美国)热喷涂系统进行的,该系统采用煤油作为燃料气体,氩气作为粉末载气。在本研究中使用的喷雾参数在喷雾距离为300毫米,氧气流量为897升/分钟。煤油流量为0.38升/分钟,氩气载流子流量为10.86升/分钟,粉末进料速度为5转/分,喷枪速度为280毫米/秒。涂层的厚度为40020mu;m。
通过扫描电子显微镜(扫描电镜。日立S—3400N,日本),用能量色散谱(能谱仪,EX250)观察微观结构和侵蚀表面。利用500放大倍数的光学显微镜(OM,奥林巴斯BX51 M,日本),配备图像分析仪,从涂层的抛光截面确定孔隙率。显微硬度测量使用维氏显微硬度测试仪(HXD-1000TC)在0.98N的载荷下以15秒间隔时间进行测量。为了确保可靠性,对每个报告值进行20次平均测量。
根据ASTM G32-10标准,使用振动空化设备作为测试时间的函数进行空蚀实验[21]。这里使用的设备及其螺纹标本尺寸的描述可以在别处找到[22]。空蚀测试装置及其螺纹样品尺寸的详细描述如图1所示。在空蚀测试之前,将样品研磨并抛光成镜面光洁度,平均表面粗糙度Ra=0.02mu;m,用丙酮在超声波浴中清洗,在热空气中干燥,并通过电子天平称重。然后,将带有WC-10Co-4Cr涂层的螺钉样品连接到喇叭的自由端。在测试过程中,分别使用蒸馏水和3.5wt%NaCl溶液作为测试液体。通过控制超声波发生器的输出功率,将样品浸入在1000mL测试液体的烧杯中约3mm,并使系统保持谐振状态。振动频率和双振幅分别为19plusmn;1kHz和60plusmn;5lmu;m。烧杯被流动的冷却水包围着,将测试液体保持在25-30℃。 将试样脱脂,漂洗,干燥并用分析天平定期称重,测定精度为0.1毫克,以确定质量损失。参考不锈钢1Cr18Ni9Ti也在相同条件下进行测试以进行比较。在测试之前在涂层表面上进行显微硬度压痕,以评估在3.5wt%NaCl溶液中在不同暴露时间和在完全相同区域上的连续空化损伤。
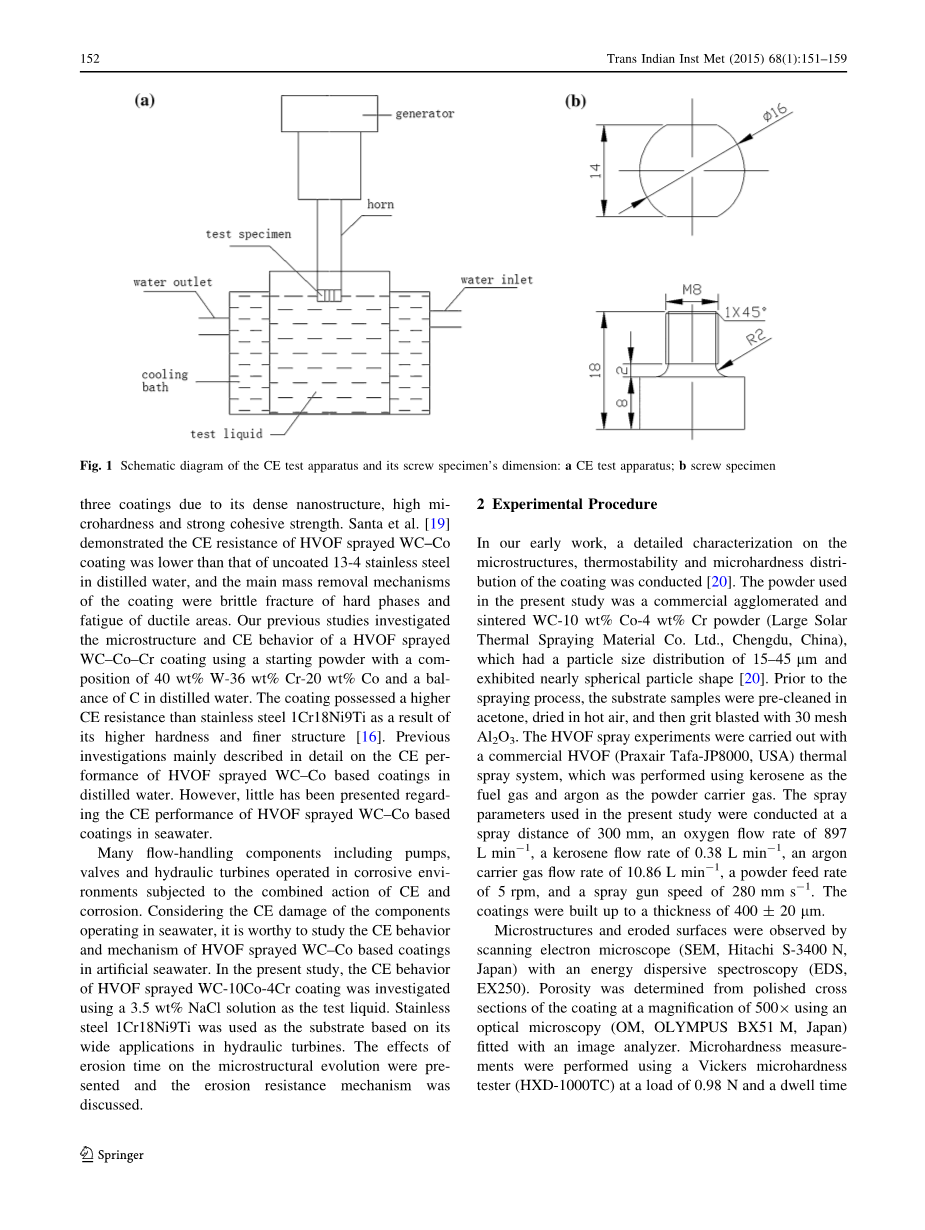
图2 喷涂涂层(a)的表面形貌和矩形(b)标记区域的高放大倍率,喷涂涂层(c)和孔隙(d)的横截面的典型SEM图像
图3 在涂层和基底上的显微硬度变化
3 结果与讨论
3.1 表征涂层
图2a和b显示了喷涂涂层的表面形态。图2a表示一些突出的碳化物晶粒稍微掺入到金属基体中。此外,还观察到一些陨石坑,这可能是由于大颗粒粉末的回弹造成的。起始粉末颗粒在喷涂过程中经历了强烈的塑性变形,这通过粉末颗粒的lsquo;splat#39;形态来表示。在放大的视图下如图2b所示,观察到一些约2mu;m的小球形颗粒。经过EDS鉴定这些很小球形颗粒是WC相。在与起始粉末的粒径进行比较(即15-45微米),考虑到在沉积过程中熔融颗粒的飞溅而形成的那些微米大小的球形颗粒是合理的。其他研究人员也观察到了类似的形态[23].
图2c和d说明了喷涂涂层的抛光截面显微结构。从图2c中可以看出,该涂层具有致密的结构并且与厚度为400mu;m的基材结合良好。通过图像分析确定涂层的平均孔隙率为0.88%。在我们以前对其他HVOF喷涂涂层的研究中已经观察到类似的形态[24-27]。图2d显示细碳化钨颗粒均匀地掺入到具有有限孔隙的涂层中。
图3显示了涂层横截面的显微硬度分布作为离涂层基底界面的距离的函数。 发现涂层的显微硬度值在1327-1519Hv的范围内,而基底的显微硬度值在184-222Hv的范围内。涂层的平均显微硬度是1423plusmn;96Hv,约为底物的7倍(203plusmn;19Hv)。这被认为是由于低孔隙度和高浓度的硬质相(即碳化钨)在涂层中均匀分布,如高比例的浅灰色相(如图2d所示)。值得注意的是,显微硬度在涂层外表面附近略微下降。这可能是由于涂层外表面附近孔隙率较高(如图2c所示)。
3.2 在蒸馏水和3.5wt%NaCl溶液中的空蚀行为
图4 涂层和不锈钢1Cr18Ni9Ti在3.5wt%NaCl溶液中的累积体积损失(a)和体积损失率(b)随时间的变化,涂层和不锈钢1Cr18Ni9Ti在蒸馏水中的累积体积损失(c)和体积损失率(d)随时间的变化。
图5 在3.5wt%NaCl溶液中涂层(侵蚀20h)的空蚀特性:a,b为空蚀区域的边界;c,d为空蚀区域;在放大倍数为e 1000x和f 2500x的情况下,在3.5wt%NaCl溶液中空蚀20时后的涂层的横截面SEM图像
图6 不锈钢1Cr18Ni9Ti(侵蚀20 h)在3.5 wt%NaCl溶液中的空蚀特性:a,b为空蚀区域的边界;c,d为空蚀区域
图4显示了涂层和不锈钢1Cr18Ni9Ti在蒸馏水和3.5wt%NaCl溶液中空蚀20小时的累计体积损失和不锈钢1Cr18Ni9Ti的体积损失速率。图4a表示涂层和不锈钢的累积体积损失随着侵蚀时间的增加而增加。图4b显示涂层的体积损失率增加。
侵蚀的时间可达1h,从1h至3h急剧下降,8h后几乎呈稳定状态。然而,不锈钢的体积损失率随着侵蚀时间增加到8小时而增加,然后体积损失率达到相对稳定的周期。这是由于涂覆样品的凹凸不平的表面和陨石坑的初始化会在测试开始时提高体积损失率,尽管在空蚀测试之前已经将涂覆的样品的表面磨光并且以相同的表面粗糙度进行抛光。这现象与其他研究人员报告的结果相似[28, 29]。 腐蚀20h后,涂层和不锈钢的体积损失分别为2.64和8.51mm3,涂层和不锈钢的体积损失率分别为0.132和0.425mm3/h。不锈钢的空蚀体积损失是涂层的3.22倍。结果表明,HVOF喷涂WC-10Co-4Cr涂层在3.5wt%NaCl溶液中具有比不锈钢更高的空蚀电阻。从图4c和d中可以明显看出。涂层和不锈钢在蒸馏水中的体积损失比在3.5wt%的NaCl溶液中低。侵蚀20 h后,涂层和不锈钢的体积损失分别为1.63和6.22mm3,涂层和不锈钢的体积损失率分别为0.0816和0.311 mm3/h。在3.5wt%NaCl溶液中涂层的空蚀体积损失是蒸馏水的1.62倍,这是由于涂层在空蚀和腐蚀的共同作用下的电化学腐蚀[30]。
从我们以前的研究中已经介绍的侵蚀试样的两个典型区域(包括空蚀区域和空蚀区域的边界)采集SEM来获得详细的空蚀损伤[16, 24]。 在3.5wt%NaCl溶液中空蚀20小时后,涂层受损表面的外观如图5a所示。在CE区域的边界观察到凹坑和裂缝(图5a)。放大倍数更高的形貌表明,裂纹沿着碳化物-粘合剂界面在碳化物面周围传播,从而导致碳化物颗粒的拔出(图5b)。空蚀区域的侵蚀表面(图5c)显示表面相对粗糙,包括图5d中标记的陨石坑数量。从以上结果可以看出,涂层的去除机理首先是粘结相的侵蚀,然后是小WC颗粒的脆性分离。图5e和f显示在空蚀下的3.5wt%NaCl溶液中涂层20h的横截面SEM图像。如图5e所示,在平行于侵蚀表面的几条长裂纹和界面周围的松散结构中观察到涂层与基材之间的差异,这归因于塌陷气泡的重复冲击和氯离子穿过涂层的渗透。图5f表示没有裂纹扩展的优先取向。已知预先存在的孔隙和裂缝将是优先空蚀和腐蚀开始位点[18, 31]。随着空蚀的发展,裂纹会沿着相邻层之间的界面扩展,并与预先存在的空隙相互连接。此外,裂纹的扩展和连接为氯离子的渗透提供通道,这会促进局部腐蚀。 该结果表明,由于腐蚀和机械效应的共同作用,3.5wt%NaCl溶液中涂层的空蚀是严重的。
图6显示了在3.5wt%NaCl溶液中空蚀20小时的不锈钢1Cr18Ni9Ti的典型形态特征。它揭示了在空蚀区域边界的侵蚀表面上观察到了孪晶片周围的塑性变形(图6a,b)。在[16]之前已经观察到类似的形态。在塌陷气泡产生的冲击波作用下,位错和应力可能集中在孪晶片层和奥氏体晶界的连接部分下,并导致局部塑性变形。从图6c中可以看出,在空蚀区域中,用40 Lm陨石坑对表面进行粗糙化。从图6d中可以看出,在40mu;m陨石坑内呈现疲劳条纹,这与加工硬化效应有关[32]。在先前的研究结果中,空蚀被解释为循环微冲击载荷破坏的特殊情况[33]。因此,疲劳和塑性变形被认为是基体钢的材料去除机制。
3.3 CE工艺在3.5wt%NaCl溶液中的涂覆机理
图7 涂层试样表面腐蚀的SEM图像:a 0分钟、b 1分钟和c 2分钟
图8 在3.5wt%NaCl溶液中涂层的空蚀工艺示意图(a)-(d)
为了深入了解在3.5 wt%NaCl溶液中
全文共9193字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[8888],资料为PDF文档或Word文档,PDF文档可免费转换为Word

