
英语原文共 14 页,剩余内容已隐藏,支付完成后下载完整资料
对选定的工业模锻工艺的锻造缺陷分析 CrossMark
Marek Hawryluk, Joanna Jakubik
Wroclaw University of Technology, The Chair of Metal Forming and Metrology, ul. Łukasiewicza 5, 50-371 Wrocław, Poland
文章信息 摘要
|
文章历史: 2015年5月4日收到 2015年10月22日经修订的版本收到 2015年11月2日接受 2015年11月6日在线提供 |
本文的主要目标是确定选定的模锻工艺中锻件的缺陷。主要问题是在模膛深而窄的地方难以充满。 在文献中没有关于使用有限元软件对这些缺陷进行建模的信息,因此,试图建立分析过程的数值模拟。 数值模拟结果与宏观,微观结构和缺陷检查结果的一致性证实了有限元建模的有效性,使用这些IT工具来分析工业塑性加工过程的可能性和可靠性。 |
|
关键词: 模锻 有限元法 |
锻造缺陷 copy;2015 Elsevier Ltd.保留所有权利。
1.引言
由于锻造生产商之间的高度竞争,近年来除了价格(主要考虑因素)之外,锻造产品的质量是选择供应商时经常考虑的因素。这尤其适用于汽车和飞机行业对锻造精度和质量要求最高的客户。模锻工艺属于最困难的制造技术之一。尽管这项技术已经得到很好的掌握,但要满足客户期望的高质量复杂形状锻件(连杆,蜗轮,等速万向节,涡轮机,杠杆等)的正确制造,则需要很多来自设计师,技术人员和机器操作员的经验 [1,2]。新锻造设计的实施,现有技术的不断优化,整个过程的正确性及其相互作用等大量因素使得锻造过程非常难以分析。锻造过程中的每个阶段都有可能出现错误,导致出现锻造缺陷。出于这个原因,一些CAD / CAM / CAE工具(通常基于有限元和物理建模)和特殊的测量控制系统被用来设计和优化整个锻造过程[1-9]。
2.当前水平
用于锻造工艺的预成型坯和坯料的设计是提高产品质量和降低生产成本的重要因素,这是因为制造不合格的零件会造成一定的损失。大多数研究人员和经验丰富的锻造工程师倾向于认同最常见的锻造缺陷(充不满,折叠)是预成型件或模具镶块上的不合格几何形状或不正确位置的结果。这种错误通常是由于钢厂缺乏特定的钢锭,或者缺乏合适的设备资源来准备钢锭。在锻造过程中,沿着预成型坯(坯料)的竖轴的长度的横截面面积的适当间隔以及通过之后的成形制备留有适当间距对于材料适当地填充型腔模具是非常重要的[10-11]。锻造缺陷的其他原因包括:钢坯温度过低,使用过强的风口,不合适的锻造模具,不完全去除的比例和粗糙的技术。锻造过程是造成缺陷的主要原因,但是也有除了锻造过程的其他因素,但可以控制和减少,以避免造成损失使其产品质量恶化[6-9,11-12]。
⁎ Corresponding author at: ul. Łukasiewicza 5, 50-371 Wrocław, Poland.
E-mail address: marek.hawryluk@pwr.edu.pl (M. Hawryluk).
http://dx.doi.org/10.1016/j.engfailanal.2015.11.008
1350-6307/copy; 2015 Elsevier Ltd. All rights reserved.
有关坯料几何形状的选择,设计和优化有大量研究和论文,但只有少数作品致力于应用数值有限元建模来分析锻造缺陷的原因。 在[11]中提出了使用数值有限元模拟的可能性,其中除了这些以外,还进行了模拟铸造气孔对铸锭进行成形的数值分析。 随后进行与模拟中相同的加工参数的实验。 比较了在数值模型和物理模型中传播缺陷的方式。 数值有限元建模主要用于确定预制件和坯料的最佳形状和尺寸。 当锻造形状复杂时,这是必需的,如涡轮叶片,齿轮,叉形锻件等[7,8]。
基于传统工程方法设计预制件/坯料的替代技术的例子是使用光能传递的顺序分析技术,上限法,滑移线场法和使用软模型材料的物理建模。例如,在文献[10]中提出使用反向追踪法来设计涡轮叶片的适当形状。在[13]中,基于上限法的序贯技术被用于分析预成形体的几何形状,从而通过选择适当的摩擦学条件获得预成形体的形状。作者使用的技术是近似的,可以估计塑性加工过程所需的屈服应力。该方法中的总变形能力是外力消耗的功率的上限。为了确定极限载荷,人们必须知道或采用关于应力场,应变速度场,屈服准则和塑性流动法则的假设。假定塑性应变区域VP由相互之间相对位移的部分组成,其内部存在均匀的速度场VK,并且一些表面SF没有负载,它遵循内部和外部的功率平衡原理
通过确定上限和下限,可以确定包含实际力的时间间隔。 顺序方法不太准确,但它们比有限元法快得多,特殊程序可以直接解释分析结果。
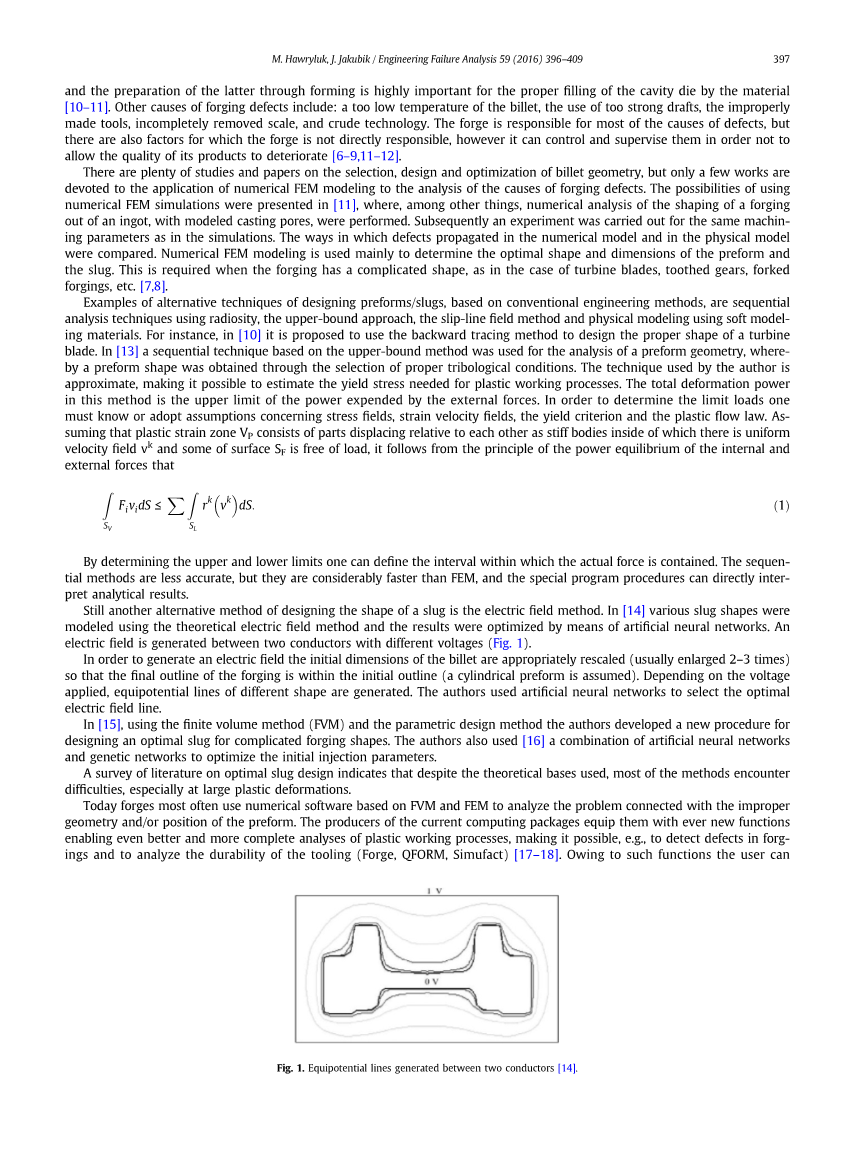
另一种设计嵌块形状的替代方法是电场法。 在[14]中,使用理论电场方法模拟各种块状形状,并且通过人工神经网络对结果进行优化。 在两个不同电压的导体之间产生电场(图1)。
为了产生电场,钢坯的初始尺寸被适当地重新调整(通常放大2-3倍),以使锻造的最终轮廓在初始轮廓内(假定为圆柱形的预成形件)。 根据施加的电压,生成不同形状的等位线。 作者使用人工神经网络来选择最佳的电场线。
在文献[15]中,使用有限体积法(FVM)和参数化设计方法,作者开发了一种用于设计复杂锻造形状的最佳坯料的新程序。 作者还使用[16]人工神经网络和遗传网络的组合来优化初始参数。
目前锻造大多数情况下使用基于有限体积法和有限元法的数值软件来分析与预成型件的不合适几何形状或位置有关的问题。 目前计算软件的生产者为他们配备了不断增加的新功能能够更好,更完整地分析塑性加工过程,从而可以检测出锻件缺陷并分析模具的耐用性(Forge,QFORM,Simufact)[17-18]。 这些功能可以使用户可以大大缩短实施新项目所需的时间并减少模具设计中的错误。显然,设计电荷的传统方法仍然在使用,特别是在较旧的锻造中,但即使在那里也开始使用IT工具。
Fig. 1. Equipotential lines generated between two conductors [14].
图1.两根导体之间产生的等势线[14]
Forge 2011中可用的功能之一是检测圈数(折叠函数)[18]。在模拟锻造过程中,变形元件的一些区域可能会彼此接触。最初,这些是锻造表面上的线条,它们在模拟过程中展开并穿透内部,精确地显示了缺陷发生的大小和深度。由于基于有限元网格的自适应叠加来重新网格化,包括在具有复杂几何形状和小圆角半径的位置以及在元素相互接触的区域中网格的自动致密化,位置折叠更准确。锻造中的缺陷(圈)被成形在后处理器中可见为红点(点)的云。在每个计算步骤中估计褶皱的发展。此外,考虑到锻件中材料流动线的事实有助于更准确地分析这种缺陷的原因。
锻造2011还可以检测气穴('内圈'功能),即锻件和模具之间的空隙。 当检测到一个气穴时,计算求解器将根据此来计算其中的压力封闭的空间体积并将其视为模拟期间的边界条件,从而影响材料的流动和模膛的填充。 最初,假设密闭空间内的温度在范围T0-T1内变化,计算压力:
其中P 0 - 大气压力,T 1 – 坯料温度,T 0 - 外部温度。 确定封闭的空间体积V0和气穴中的冷却剂体积。 在下一步新的气穴体积V1和内部压力为:
其中: C=Psdot;(V0-Vlub) 已经被计算
由于计算具有明确的特征,所以可能发生的闭合空间将在连续计算步骤之间消失并且压力将假设为无限值。 为了避免这种情况,在程序中假设默认最大压力Pmax和默认最小容积体积Vmin。 如果计算的体积V1达到低于Vmin的值,则等式 (2)省略,压力达到Pmax。
由于这些地方的压力增加,气穴可能会导致模腔底部填充不足和过早损伤模具。
本研究的目的是评估在选定模锻过程中使用数值模拟结果分析锻造缺陷的可能性。
3.研究范围
对Forge Jawor进行的形状复杂的锻造杠杆和轭元件的操作进行分析。 图2示出了在修剪操作之后的杆锻造(图2a)以及预成型件在下模嵌入件中的示例性位置(图2b,黄点是圆形形式的块的位置)。 图3显示了修整操作(图3a)和底部模具插件中的轮廓腔模具(图3b)后正确完成的轭架锻造。
图2. a)修剪后的杠杆锻件,b)带有示意性示出的预成型件位置的下模嵌件。
图3. a)修整后的轭架锻造,b)底部模具镶块进行初步操作。
首先,通过初步宏观,缺陷和微观结构检查进行了检测和识别锻件缺陷。
然后为两个锻造过程建立数值热机模型,并使用Forge 2011计算软件包进行数值有限元模拟。 得益于不同方坯的轭和杠杆锻造过程的模拟可以更全面地分析成型过程,并且可以通过使用程序的内圈和折叠功能来确定锻件缺陷的原因。
4.分析锻件中的缺陷
4.1. 杠杆锻造
对杠杆锻造的宏观检查表明,褶皱和腔体底部填充物形式存在许多缺陷。 在图4和5中示出了具有明显的底部填充物和具有搭接处的锻造件的照片。
在杠杆销(图4)中出现相当大的底部填充物,插入物中的深而窄的凹模大大阻碍了材料的流入。 底部填充物也出现在锻造头部。 此外,由于流量不当造成的大圈材料出现在杠杆脚上(图5)。 在与裂纹垂直的平面(图4b中标出的平面)上对搭接部进行的结构检查显示锻件的结构是典型的亚共析钢,即珠光体 - 铁素体。 观察到在圈附近的带状物和大量非金属沉淀物(在暗视野中可见)(图6)。 初步的EDX分析表明它们是可能来源于锻造表面的Fe2O3和Fe3O4氧化物。 在这个地方出现的来自锻造表面的氧化物和氧化皮会导致元件进一步开裂和损坏。
图4.底部填充杠杆锻造。
图5.杠杆锻造缺陷:a)杠杆底部搭接和b)缺陷放大(金相检查的样品切割平面)。
4.2. 轭锻造
磁轭锻造的宏观检查(图7)显示,这种元素最常见的缺陷是褶皱(标记为红色的区域)和底部填充(标记为蓝色的区域)。 观察锻造过程中在Jawor锻造它注意到过量的冷却剂(未从工具表面蒸发)聚集在轭的后部的销区域(图7中的区域2)中,防止腔模填充并增加该区域中的压力,并且 因此加速了微裂纹并产生了Rebinder效应[19]。 这是一个不利的现象,因为它显着降低了锻造
图6.杠杆脚中搭接区域的显微组织:a)亚共析钢 - 珠光体 铁素体结构,b)放大的搭接区域 - 可见带状和c)细小沉淀 - 暗视场。
图7.带有明显缺陷的轭锻造:1)搭接(标记为红色的区域)和2)底部填充(区域标记为蓝色)。
图8a显示了一组(顶部和底部)用于预锻件的轭锻件的插件,其中标出和放大(图8b)区域中裂纹发展。 可以看出,对于相似数量的锻件,下模(图8c)中的裂纹比上模中的裂纹要深得多(图8d)。 这可能是由于发生较大的热负荷和底部模具中冷却剂的不完全蒸发,这已经多次观察到并由Jawor Forge工程师和红外线相机检查。
图8预镶片拐角处的裂纹:a)用于初锻的镶片,b)出现裂纹的放大区域,c)预镶片底部开裂,d)初步插入物顶部裂缝。
图9. a)圈接轭锻件,区号 图6中的1和b)轭叉中材料的微观结构
此外,搭接区域进行了金相检查。 图9显示了进行金相检验的样品的位置和检查材料结构的平面。
类似于杠杆的情况,轭的结构是典型的亚共析钢结构。 可以在产生褶皱的区域观察到条带,但是没有发现像杠杆锻造那样存在氧化物。 在这个地方形成的圈和不合格锻造进行进一步的生产和服务。
5.建模和数值模拟
为了更深入地分析缺陷的原因,使用有限元法和Transvalor制定的Forge 2011程序进行数值模拟。模具的三维模型(模具插入物被模拟为具有热交换的元件)并且预成型件被构建。该过程的技术参数是根据操作表选择的。上模的移动速度与曲柄压力机的运动参数一致,并取决于曲柄的位置。假定环境温度和锻件的温度分别为30℃和1150℃。工具的温度通过高温计和热成像相机测量并达到约250℃。使用冷却润滑剂(石墨水溶液)的摩擦模型。碳钢C45和热作模具钢1.2344分别用于锻造材料和模具镶件。材料规格,即热膨胀,比热,导热性取自材料成形性能数据库[20]。通过在塑性计中进行的扭转试验确定适当的应变速率和杨氏模量 - 温度依赖性的应力 - 应变依赖性。研究涵盖了650℃,750℃,850℃,1000℃和1150℃的温度以及0.1s -1,1s -1和10s -1的应变速率。温度和应变率是根据锻造轭和杠杆的工业过程分析和初步有限元模拟来选择的。假设钢坯与工具之间以及与环境之间的热交换系数分别为30 W / mm2 K和0.35 W / mm2 K.选择Hansel-Spittel方程来确定函数的流动应力近似
其中:
ε 等效应变, 全文共11593字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[10578],资料为PDF文档或Word文档,PDF文档可免费转换为Word

