英语原文共 22 页
- 绪论
- 基于复合形法的生产系统求解方法
第一章 绪论
- 生产系统的特征
生产系统是指由人、生产原料、生产工具共同组成的能将生产原料转换为产品的系统。由一个人、简单工具和原料,就可以组成一个手工作坊式的简单生产系统。包含复杂工作流、物质流、信息流和复杂约束关系的大型现代化车间,则是复杂生产系统。无论是简单系统还是复杂系统,生产系统都具有以下典型特征:
(1)生产系统具备人、生产原料、生产工具三要素。人是生产系统的主导要素,通过劳动来控制或操作生产原料或生产工具,从而,达到将生产原料转换为产品的目标。
(2)生产系统具有层次性。当生产系统达到一定的复杂度,为了使系统更有效的运作,系统内将形成具有专有目标功能的子系统,以实现逐层控制和独立控制。如资源规划系统、质量控制系统、物流控制系统、库存管理系统等等。
(3)生产系统是一个信息处理系统。生产系统包含各类信息流,如:人工信息、原料信息、设备状态信息、生产计划信息。由于这些信息流之间具有关联特征,如何有效的处理这些信息流,是生产系统的重要内容。
(4)生产系统是劳动转化系统。无论是体力密集型、还是科技密集型生产系统,其内容都是将人类脑力或体力劳动融入生产系统,通过产品体现出其价值。
(5)生产系统是知识转化系统。无论是简单生产系统、还是复杂生产系统,其运作过程,都是以人类的知识为基础的。没有知识作为基础,原料无法最终转换为有使用价值的产品。
随着人类社会的发展、科技水平的进步,生产系统包含了越来越多的科技知识和越来越复杂的信息流。当生产系统复杂到一定程度的时候,对生产系统进行合理的优化,就成了提升生产系统效率的必然途径。对生产系统进行建模与仿真的目的,就是实现生产系统的优化。
- 生产系统的分类
从不同的视角,生产系统有不同的分类方法,如:从工业特点的视角,可分为连续性生产系统和离散性生产系统;从生产计划的来源,可分为订货式生产系统和存货式生产系统。一般而言,依据生产系统不同的组织形式进行建模、优化与仿真。从生产系统组织形式的视角,可将生产系统分为:作业车间系统、流水车间系统、生产线三大类。
(1)作业车间系统 (Job shop system)。作业车间系统是通用加工系统,没有固定的流程和专业化产品生产的目标,其运作过程以作业任务为单位,生产设备具有通用性。一般的普通加工车间就是典型的作业车间系统,可以描述为:有i 个待加工工件,每个工件的加工任务由若干相互关联的工序组成,将这些工序分配到m类n台设备进行加工,并在满足工序之间的复杂关联约束关系的前提下,使作业系统效率最高。
(2)流水车间系统 (Flow shop system)。流水车间系统一般是专用制造系统,主要用于处理标准化、流程化、连续的物流。作业人员和作业工具对每批生产任务进行同样的操作,生产固定的产品。流水车间一般是大批量生产车间或具有连续生产布局的车间,车间以标准化生产流程为依据进行布局。流程标准化的工业,如装配、喷涂、化工等等,是流水车间系统的典型例子。
(3)生产线 (Production line)。生产线是以生产固定产品或零部件为目标,并围绕目标而组织形成的固定的设备和专业人员。生产线的种类较多:按范围大小分为产品生产线和零部件生产线;按节奏快慢分为流水生产线和非流水生产线;按自动化程度分为自动化生产线、半自动化生产线和非自动化生产线。与流水车间相比,生产线具有更显著的固化特征、更高的专业化程度、更明确的产品生产特征。
三.生产系统的演化历史
从第一次工业革命之前的工场手工业时代,到方兴未艾的以智能化生产为目标的工业4.0时代,生产系统经历了漫长的演化过程。
(1)第一次工业革命之前
第一次工业革命之前,即工场手工业时代, 16~18世纪是西欧封建社会解体并开始向资本主义过渡的时期,工场手工业通过长期的发展,造成日益发达的劳动分工,生产工具不断改进,生产日趋专门化,同时也培养了一大批有熟练技术的工人。这一时期是在生产工具和劳动分工的发展达到一定程度时产生的,为第一次工业革命的发生,为工场手工业向机器大工业过渡创造了必要的物质技术条件。
工场手工业时代的生产系统主要有两种形式:分散的手工工场,商人仅将原料提供给众多的小手工业者进行加工,生产分散进行,手工业者仍保存着形式上的经济独立地位;集中的手工工场,商人对手工业者的控制进一步加强,他们不仅供应手工业生产的原料,还供应生产工具等。这就使手工业者彻底地从属于商人,变成了一无所有的雇佣劳动者。商人将这些劳动者集中在大型作坊中,共同协作进行生产活动。
(2)工业1.0
工业1.0,即机械制造时代,通过水力和蒸汽机实现工厂机械化,大幅度解放了体力劳动,时间大概是18世纪60年代至19世纪中期。从社会关系来说,工业革命使依附于落后生产方式的自耕农阶级消失了,工业资产阶级和工业无产阶级形成和壮大起来。
在机械制造时代,生产系统的形式转变为工厂制,如以蒸汽机为主要生产动力的棉纺织工厂,机械动力替代了人工劳动,生产效率大大提高;形成规模化生产,生产、销售实行专业化分工,市场范围迅速扩大;形成了较为完整的管理系统,按产品或工艺分成了生产车间、工段和班组,出现了职能化组织结构。经济社会从以农业、手工业为基础转型到以工业、机械制造带动经济发展的新模式。
(3)工业2.0
工业 2.0,即电气化与自动化时代,在劳动分工基础上采用电力驱动产品大规模生产,一定程度上实现了生产自动化,时间是 19世纪70年代至20世纪初。
因为有了电力,生产活动进入了由继电器、电气自动化控制机械设备生产的时代,通过零部件生产与产品装配的成功分离,开创了产品批量生产的高效新模式。
著名的福特生产流水线便是在这一时期出现的。在此生产系统内,流水线把一个重复的过程分为若干个子过程,每个子过程可以和其他子过程并行运作,如将装配汽车的零件装在敞口箱里,放在输送带上,送到技工面前,工人只需站在输送带两边,节省了来往取零件的时间。它使产品的生产工序被分割成一个个的环节,工人间的分工更为细致,产品的质量和产量大幅度提高,极大促进了生产工艺过程和产品的标准化以降低生产成本,使汽车工业迅速成为美国的一大支柱产业.
(4)工业3.0
工业 3.0,即电子信息化时代,在升级工业2.0的基础上,广泛应用电子与信息技术,使制造过程自动化控制程度再进一步大幅度提高,使生产效率、良品率、分工合作、机械设备寿命都得到了前所未有的提高。时间是20世纪70年代开始并一直延续至今。自此,机器能够逐步替代人类作业,不仅接管了相当比例的“体力劳动”,还接管了一些“脑力劳动”。
在电子信息化时代,生产系统的特征由大规模流水线生产逐渐过渡到精益生产方式,衍生自丰田生产方式(TPS: Toyota Production System)。TPS是丰田公司通用的制造方法,其基本思想是“彻底杜绝浪费”,通过生产的整体化,追求产品制造的合理性以及品质至上的成本节约。精益生产的核心,即关于生产计划和控制以及库存管理的基本思想,对丰富和发展现代生产管理理论也具有重要的作用。
(5)工业4.0
工业4.0,即智能化时代,是由德国政府在《德国2020高技术战略》中所提出的十大未来项目之一。该项目由德国联邦教育局及研究部和联邦经济技术部联合资助,投资预计达2亿欧元,旨在提升制造业的智能化水平,建立具有适应性、资源效率及基因工程学的智慧工厂。当然,由于智能技术的发展还处于初级阶段,工业4.0目前还处于概念描述和技术攻关时期,时至今日,工业4.0的成就并没有覆盖工业3.0的规模。
四.对生产系统进行建模与仿真的必要性与目标
随着生产系统日益复杂,对生产系统进行优化以提升其运作效率,就显得尤为重要,而生产系统建模与仿真,是实现系统优化的手段。即使是看似简单的生产系统,例如:小规模的并行机系统,优化前后的差异也非常大。
并行机问题可以描述如下:有n个任务在时间点0处可以开始加工,有m台设备可以加工这些任务,一般来说,任务数n大于设备数m,调度目标是使所有任务的总加工时间最小。
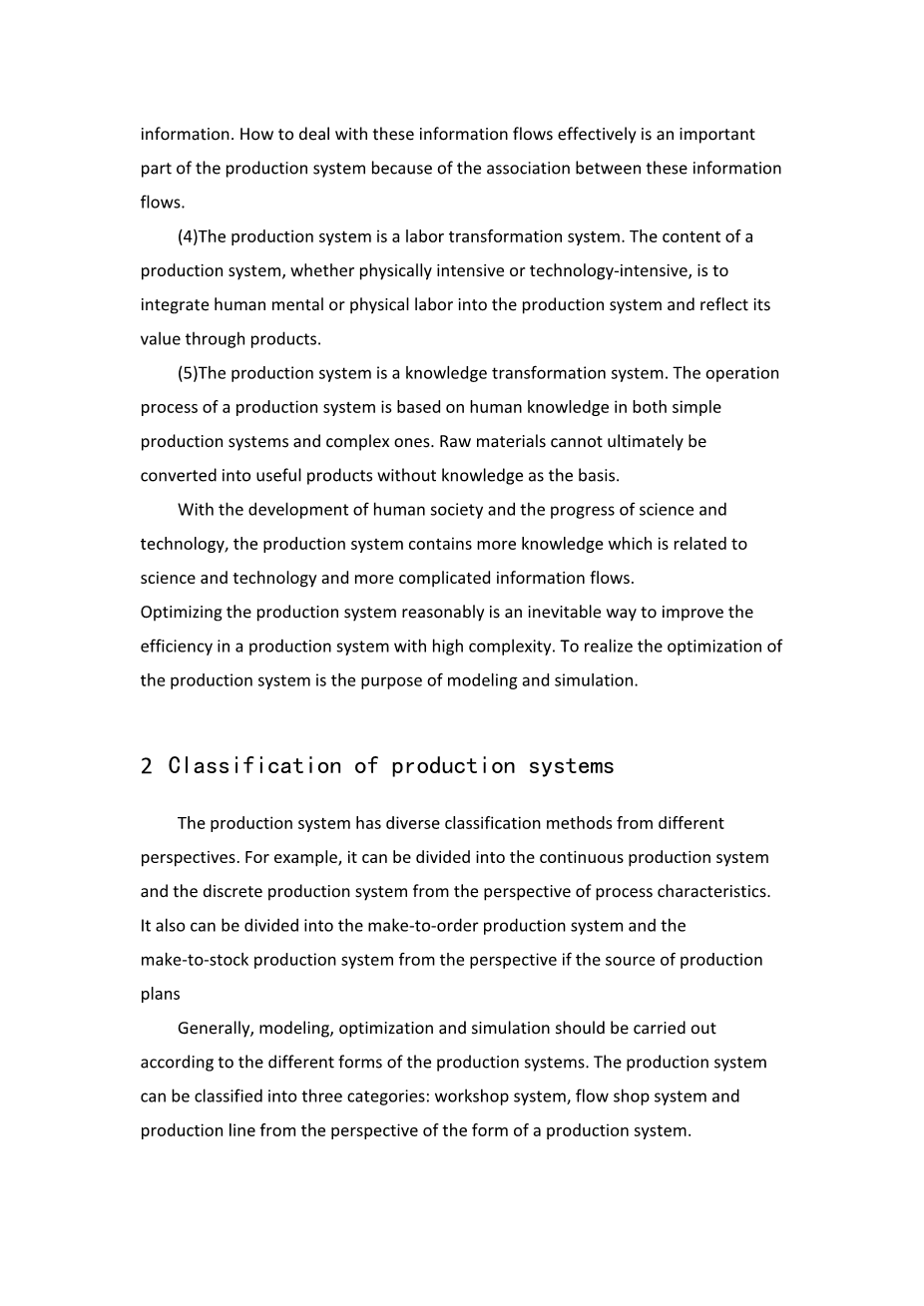
假设现有待加工工件A1,A2,A3,A4和可用设备M1,M2。对并行机问题来说,工件可以被分配至任意一台设备上进行加工。四个工件在设备上的加工时间分别是4,8,6,10。可以得到以下三种配置方式:
M1(A1,A2),M2(A3,A4);
M1(A1,A3),M2(A2,A4);
M1(A1,A4),M2(A2,A3),
相应的甘特图如图1-1所示所示。通过甘特图可知,以上三种配置方式对应的总加工时间分别是16,18,14。 所以,最优配置方案是M1(A1,A4),M2(A2,A3)。由此,可以发现,在并行机问题中,对于不同工件的配置方式,其加工效率各不相同,最优解和最差解之间的效率有22%的差异。
设备
设备
设备
A1 A4
A3 A2
A1 A3
A2 A4
A1 A2
A3 A4
M1
M2
0
M1
M2
0
M1
M2
0
4 8 14
4 8 10 18
4 6 12 16
时间
时间
时间
图1-1 并行机问题实例甘特图
再如生产线平衡问题,若某工厂生产一种零部件,其加工过程共有四道工序,记为P1P2P3P4。已知生产该零部件四道工序的作业时间分别为5,3,2,1,瓶颈工序为P1。若在该流水线上的每道工序各设置一个工位,则流水线的生产节拍为5,设备利用率为47%,生产线平衡率为55%。而若将流水线上各工序设置的工位数量进行适当的调整和改进,如工序P1设置三个工位,工序P2配置两个工位,工序P3配置两个工位,工序P4配置一个工位,则流水线的生产节拍约为1.67,设备利用率为77.4%,生产线平衡率为82.3%。由此,可以发现,在生产线平衡问题中,对于不同的工位配置方式,生产线效率也有较大的差异。
从以上简单案例可以看出,即使对于元素很少的简单生产系统而言,优化前后的生产效率也大相径庭。随着技术的发展、工业化的不断升级,生产系统日趋复杂,其表现为:生产系统中的元素大幅度增加、元素之间的相互关联显著增强、元素之间的耦合关系更加复杂,这使得生产系统成为元素强耦合的复杂系统,如果不对这类系统进行优化设计,则很容易陷入低效运作,导致高昂的生产运作成本。
生产系统建模与仿真的方法和目标是:用数学理论对生产系统进行数学建模、采用先进的优化方法对模型进行优化、采用仿真工具对生产系统的设计方案进行运作效率的预测,从而得到优化的生产系统设计方案,达到提升生产系统的运作效率的目标。
第四章 基于复合形法的生产系统求解方法
一. 复合形法的基本思想和一般步骤
复合形法是求解约束最优化问题的直接方法之一,它的基本思想是先在可行域内构造具有个顶点的初始复合形,经过对该复合形各顶点的目标函数值进行比较,找到目标函数值最大的顶点,即最坏点,然后通过一系列的计算,求出目标函数值有所下降的可行的新点,并用此点代替原先的最坏点,形成新的复合形,从而逐步使复合形顶点向最优解收敛。
在求解一般的只有不等式约束的最优化问题时,复合形法的主要求解步骤如图4-1所示。
图4-1 复合形法的一般步骤
(1)初始化,即在可行域内构造复合形的个顶点,如果优化问题的变量个数为,一般按下式取的值:
初始顶点可以由设计者决定或随机函数产生。首先,输入一个可行的初始点(每个顶点包括个变量);然后,产生其余的个点,其中点利用下式产生:
式中,是的第个分量,和分别是的下限和上限,为区间内均匀分布的随机数。根据上式计算得到的个随机点不一定都在可行域内,因此要设法将非可行点移到可行域内。如果满足条件,继续产生下一个顶点;否则,先求前k个顶点的形心:
再将沿与的连线向形心点缩小一半,即
如果此时仍然为不可行点,再按上式计算,使其继续向形心点移动,直到为可行点为止。显然,只要形心点可行,点一定可以移到可行域内。随即产生的个点经过这样的处理后,全部成为可行点,并构成初始
资料编号:[3958]

