英语原文共 9 页,剩余内容已隐藏,支付完成后下载完整资料
使用全无机Bi2Te3基油墨对形状匹配的热电材料进行3D打印
摘要:热电能源转换为余热发电提供了一种独特的解决方式。然而,尽管热电材料的效率有了提高,但是要制造出合适尺寸用来完美适应热源的热电材料却成为了限制其广泛应用的挑战。在此,我们报道了一种基于挤压的三维印刷方法来制造适合热源几何形状的热电材料。使用Sb 2 Te 3硫属元素化物金属离子作为Bi 2 Te 3基颗粒的无机粘合剂合成全无机粘弹性油墨。具有各种几何形状的三维印刷材料显示出均匀的热电特性,其无量纲的品质因数值为0.9(p型)和0.6(n型)的值与体积值相当。通过实验和计算方法研究了安装在氧化铝管上的由3D印刷半环制成的共形圆柱形热电发电机。模拟结果表明,保形优化发电机的输出功率比常规平面发电机高。
正文:鉴于目前世界能源消耗量的增加,需要太阳能,风能和地热能等可再生能源来确保可持续的电力供应。在这种情况下,热电(TE)发电机因其具有将废热转化为电能的潜力而引起了相当大的兴趣。TE发电机(TEG)的输出功率由热源传递的热量和TE材料的能量转换效率决定。然而,尽管最近TE材料的效率有所提高,但TEG的几何形状已经基本限于n型和p型TE材料的典型平面布局,由于TEG和弯曲热源(例如汽车燃烧系统中的排气管)之间的无效热接触,产生了低功率输出。
在这方面,挑战在于制造具有合适尺寸和形状的TE材料以匹配热源的几何形状。在常规TEG中切割出来的TE材料通常通过由区域熔化或热压合成的TE锭的自顶向下切割工艺生产。这些程序可以实现具有中等高ZT值的TE材料,这是评估能量转换效率的无量纲质量指数:ZT =S2sigma;T/kappa;,其中S,sigma;,kappa;和T是塞贝克系数,电导率,热电导率和绝对温度。然而,由传统方法制造的TE材料的可能形状仅限于立方体,导致TEG几何形状完全是平面。虽然使用TE浆料或油墨的印刷或涂装工艺可能会扩大可能的形状范围,但这些工艺仅限于生产二维(2D)薄膜,目标应用受到高度限制。
近年来,3D打印技术在制造业方面的发动了一场革命,允许用各种材料来制造复杂的3D形状。在许多3D打印技术中,使用含有无机颗粒的浓缩胶体的粘弹性墨水的基于挤压的3D打印已被广泛用于生产功能无机3D对象。在这个过程中,油墨需要含有有机粘合剂,如纤维素,以提供适当的粘弹性。然而,这些有机粘合剂可能会起到杂质的作用,并且由于颗粒之间连接不良而导致无机材料的电性能显着降低。
在这里,我们报道了一种基于挤压的3D打印方法,使用Bi2Te3基的TE材料与Sb2Te3硫族金属(ChaM)离子全无机胶体油墨作为无机粘合剂。 Bi 2 Te 3基的材料可以说是接近室温的最好的TE材料,并且各种组成和结构的TE性能已经很好地确立。 ChaM无机离子的添加为Bi2Te3基颗粒增加了电荷,使静电相互作用改善了油墨的粘弹性,从而实现了3D打印的预期功能,如形状工程,可扩展性,TE均匀性和高 TE性能。 此外,共形圆柱形TEG由安装在氧化铝管上的3D印刷TE半环制成。 我们对TEG进行了表征,并使用计算机模拟验证了形状一致的TE材料和器件的3D打印概念。
全无机TE油墨的流变性能
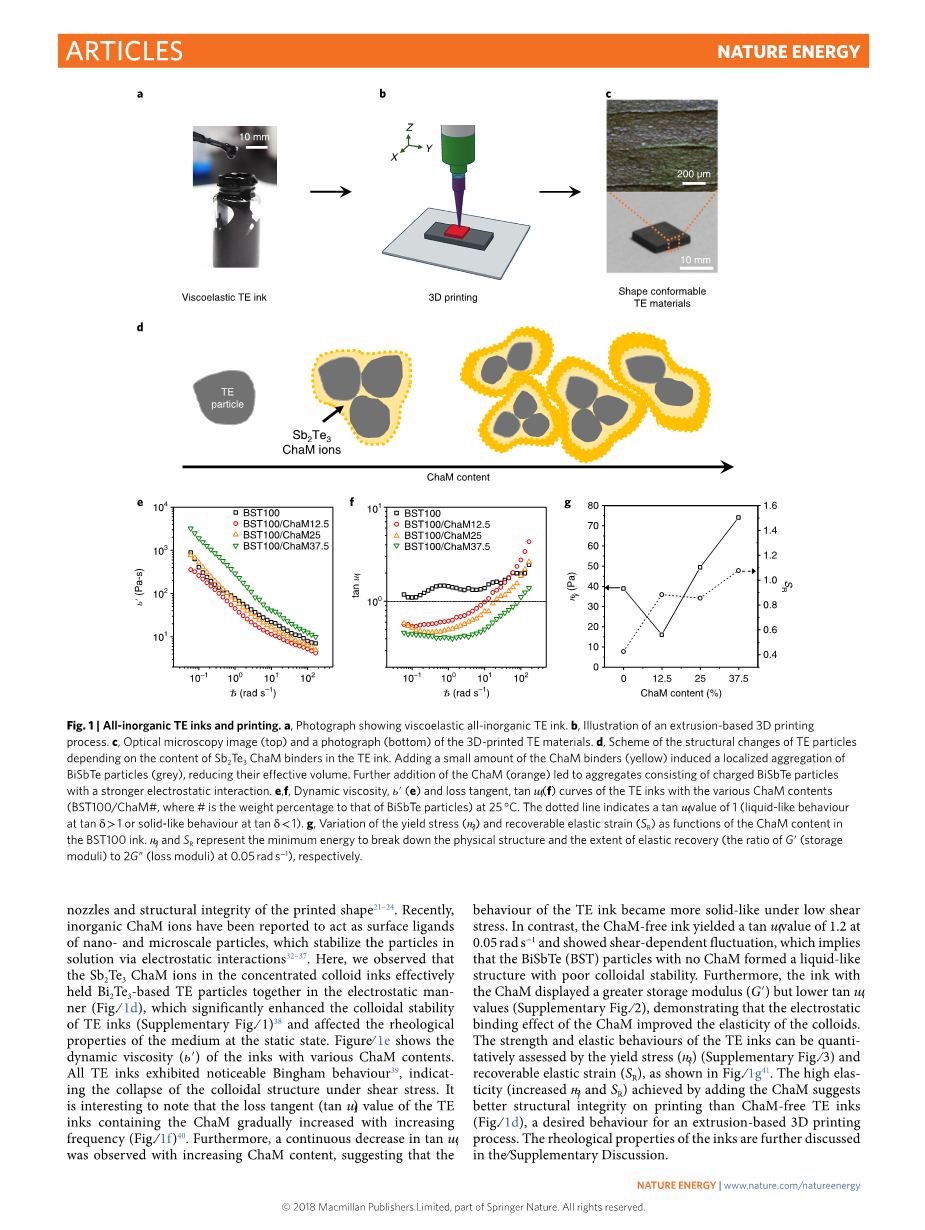
TE油墨的流变特性严重影响了3D结构的可印刷性。图1a-c显示了使用全无机TE墨水的基于挤出的3D打印定义形状的TE材料。这一策略的主要挑战是开发无有机粘结剂的全无机3D打印墨水,通过调整流变性来确保通过精细喷嘴的可靠流动和印刷形状的结构完整性。最近,有报道说无机ChaM离子作为纳米和微米级颗粒的表面配体,它们通过静电相互作用使溶液中的颗粒稳定。在这里,我们观察到浓缩胶体油墨中的Sb2Te3 ChaM离子以静电方式有效地将Bi2Te3基TE颗粒保持在一起(图1d),这显着增强了TE油墨(补充图1)的胶体稳定性并影响了静态介质的流变特性。图1e显示具有各种ChaM含量的油墨的动态粘度(eta;#39;)。所有TE油墨都表现出明显的Bingham行为,表明在剪切应力作用下胶体结构的崩溃。值得注意的是,包含ChaM的TE油墨的损耗正切(tandelta;)值随着频率的增加而逐渐增加(图1f)此外,随着ChaM含量的增加,观察到tandelta;的连续降低,表明在低剪切应力下TE油墨的行为变得更像固体。相反,不含ChaM的油墨在0.05 rad s-1时产生1.2的tandelta;值,并显示剪切相关波动,这意味着没有ChaM的BiSbTe(BST)颗粒形成具有差的胶体稳定性的液体状结构。此外,具有ChaM的油墨表现出更大的储能模量(G#39;)但tandelta;值更低(补充图2),表明ChaM的静电结合效应改善了胶体的弹性。TE油墨的强度和弹性行为可以通过屈服应力(tau;y)(补充图3)和可恢复弹性应变(SR)来定量评估,如图1g所示。通过添加ChaM获得的高弹性(增加的tau;y和SR)表明在打印上比没有ChaM的TE油墨(图1d)更好的结构完整性,这是基于挤压的3D打印过程的理想行为。 补充讨论中进一步讨论了油墨的流变特性。
形状适合TE材料的3D印刷
据发现,用于3D打印的ChaM含量的可接受范围很窄,在TE油墨中约占20-25%重量。当ChaM含量高于25%时,由于油墨的高粘度,喷嘴在打印过程中容易堵塞。低于20%时,由于弹性较低,印刷层容易流动,导致结构瓦解(补充图4)。考虑到3D印刷TE材料的流变性能,可印刷性和TE性能,我们选择ChaM含量为25%重量的墨水用于进一步的3D打印实验。具有合适粘弹性的油墨能够实现连续打印(补充图5和补充视频1)。另外,如图1c所示的光学显微镜图像所显示的,甘油作为TE墨水中的保湿剂且有助于将单个印刷层整合成单个结构。
在3D打印之后,将干燥的n型和p型TE材料在惰性气氛下在450℃下加热1小时。该热处理导致用ChaM烧结TE材料以获得致密结构,而不形成诸如Sb 2 Te 3或Te的第二相。烧结样品的扫描电子显微镜(SEM)图像(图2a,b)显示这些颗粒很好地融合在一起成为多晶颗粒(补充图6)。所得到的n型和p型TE材料(图2c)的X射线衍射(XRD)图显示出仅与Bi2Te2.7Se0.3和Bi0.5Sb1.5Te3相对应的图案,因此排除了大量结晶次生相的形成。在n型样品中,峰稍微偏移到更高的角度,这归因于Sb 2 Te 3基ChaM整合到它们的主晶格中导致的TE材料组成的轻微变化。我们的团队报告说, Sb2Te3基ChaM通过在温和热处理过程中填充空隙空间和从分子离子到结晶相的结构转变,起Bi2Te3基颗粒的烧结助剂的作用,从而导致材料的致密化。ChaM添加剂的这种烧结效果已经表明会导致3D印刷特征的轻微收缩。典型地,与热处理后的印刷形状相比,样品的尺寸在宽度和厚度上都减小了20%。由于这种烧结收缩率是高度可重现的,所以可以在打印之前相应地缩放计算机辅助设计模型以确保实现所需的几何形状。
3D打印的一个主要优点是能够定制打印零件的形状和尺寸,因此非常适合准备具有合适几何形状以符合热源的TE材料。我们的3D打印技术通过形成一个长方体,一个圆盘和一个半环,以及将这些物体的宽度从3.5毫米改变为10.0毫米(图2d),展示了这些功能。 此外,所有样品表现出几乎相同的密度3.91plusmn;0.10 g cm-3(平均值plusmn;s.e.)。
3D打印材料的TE属性
这里研究的3D打印技术的可加工性和可重复性通过具有各种几何形状的印刷样品的可重复TE特性来证明。我们对3组以上p型3D打印样品的室温电导率和塞贝克系数进行了表征,电导率和塞贝克系数的不确定度(标准误差)分别为0.8%和1.5%。p型3D打印长方体,圆盘和半环的室温电导率和塞贝克系数分别为55,375 S m-1和165mu;V K-1(图3a)。此外,宽度范围为5.5至10.0 mm的长方体呈现相同的电导率和塞贝克系数(图3b)。在这里,TE半环被切成三块(补充图7),并且发现所有三个样品的电导率和塞贝克系数(图3c)是相同的,并且没有观察到电特性的降低。
n型和p型TE性能的温度依赖性使用宽度为10mm且厚度为1.5-2.0mm的3D印刷立方体来表征。n型和p型样品的电导率在50,000-55,000 S m-1范围内,随着温度的升高而降低(图3d)。n型和p型样品的塞贝克系数随温度升高而增加,在175-200°C时,n型和p型样品的峰值分别为145和199mu;VK-1(图3d。)。为了进行比较,我们用补充图831,45中的数据显示了具有相应组成的热压松散材料的TE性能。为了理解电性能,使用霍尔效应测量在室温下测定这些样品的载流子迁移率和浓度。n型和p型样品的载流子迁移率分别为78.5和93.6cm2 V-1s-1,比散装材料的载流子迁移率低2到3倍n型和p型样品的载流子浓度分别为3.99times;1019和3.64times;1019cm-3。与1times;1019-3times;1019cm-3的典型块体Bi2Te3基材料相比,这些值相对较高,这是3D打印材料与散装材料导电性相当的原因。此外,由于塞贝克系数与载流子浓度成反比,所以3D打印的TE样品的塞贝克系数稍低于相应的体积值归因于其较高的载流子浓度。
n型和p型印刷样品的温度依赖性热导率在整个测量温度范围内为0.50-0.63 W m-1 K-1(图3e),显著低于热压材料(补充图8)。此外,热导率显示出弱的负温度依赖性(图3e),这归因于由于相对高的载流子浓度导致的对热导率的弱双极贡献。n型和p型样品的热性能在补充讨论和补充图中进一步讨论。 9和10。
对于n型和p型TE材料,低导热系数分别导致在170°C和125°C时峰值ZT值分别为0.6和0.9(图3f)。我们的数据通过热电全面解决方案独立测量盲样进行验证。这些值与热压松散材料(图3f和补充图8)所获得的值相当,并且是印刷技术生产的TE材料中最高的TE材料的首次3D打印是通过立体光刻设备技术实现的。在此过程中,使用BiSbTe TE粉末和可光固化环氧树脂的复合树脂,并且在加热时保持为无定形碳相,导致2.0-2.7 g cm -3的低密度。在当前的研究中,全无机TE油墨产生了密度为3.91 g cm-3的纯无机相。 这种结构改进导致了更高的电导率和更高的ZT值(补充表1)。
具有3D印刷TE半环的共形圆柱形热电发电机
良好的TE性能和3D可印刷性使得TE材料的设计符合热源的特定形状。在这项研究中,我们提出了一种圆柱形TEG设计,适合管状热源,由3D打印的TE半环组成。这些TEG使用3D印刷的TE半环来制备,然后将其安装在氧化铝管上(图4a)。使用Ag环氧膏将TE腿附着到安装在氧化铝管上的薄Cu电极上。整个模块电阻(RTEG)为105mOmega;,即大约是20mOmega;计算电阻的五倍。这种差异归因于3D印刷TE支路和Ag夹层之间的电接触电阻(rho;c),这与Bi2Te3基材料和Ag电极之间的高接触电阻类似传统的焊接在本设备中存在技术挑战,因为3D印刷的半环TE腿的几何形状会导致熔化的焊料沿曲面流动。 尽管其接触电阻较高,但这种膏体提供了出色的加工性能和电极与TE腿之间的机械稳固接触。
在流过氧化铝管的热水流下测量共形圆柱形TEG的输出特性(图4b-d)。尽管热量散发到空气中,但只要我们的管道几何形状(补充图11)中的流速足够大(gt; 0.1 m s-1),水温就保持近似恒定(Delta;T lt;1°C)。 随着温度差的增加,TEG分别表现出输出电压和功率呈线性和二次增加,在39°C的温差下最大输出电压为27.0 mV,最大功率为1.62 mW(图4e)。在39℃的温度差下,输出功率密度为1.42 mW cm-2,与先前报道的使用由Bi2Te3基粉末和Sb2Te3粉末组成的复合油墨相当(补充图12)
共形圆柱形热电发电机的仿真
我们开发了一个三维有限元模型(FEM),它允许我们计算在热水流下通过氧化铝管的情况下TEG中的温度和电势分布(图5a)。TEG的计算电输出值与实验值显示出很好的一致性(图5c)。 随着温度差的增加,输出电压几乎线性增加,斜率约为220mu;V K-1,即使在高温下也可对热量损失忽略不计。
为了显示我们的TEG设计的有效性,我们在相同的环境条件下,使用导热率为50Wm-1K-1的热界面材料计算地比较了共形TEG和安装在氧化铝管上的传统平面TEG的发电量(图5b)。TE元件内基于半环的TEG的温度梯度(Delta;TTE)比平面TEG大2.0倍,导致每个TE对输出电压增加2.3-5.2倍,输出电压比用于低温差平面的TEG大一个数量级(图5d)。对于这种比较,我们忽略了两种TEG类型的rho;c,因为平面TEG的值是未知的。加热管(Qtube)的散热通过TE支管(QTE)或直接(Qloss)转移到空气中。由于传热速率与热阻(Rth)成反比,所以这些结果表明在半环基TEG中水和TE管脚底部之间的热阻(Rth,热)要比平面TEG小得多。此外,半环型TEG中空气(Rth,冷)与TE元件顶部之间的不同热阻(Rth)值也对QTE有较大贡献。可以估计两种生成效率(eta;):eta;系统= P / Qtube,eta;TE= P / QTE。对于半环基TEG,eta;TE和eta;系统分别是平面TEG的1.2-3.6和1.1-4.7倍(图5e)。在相应的温度范围内,半环式TEG中的最大eta;TE小于内可逆热力学引擎(Curzon-Ahlborn效率= 1.6-6.0%)以及卡诺效率(3.2-11.7%)(补充表2 )并且可以通过优化TE腿的几何形状来进一步改进。
为了找到TE腿的最佳几何形状,我们通过改变腿的几何形状(例如TE半环的厚度(thr)和外径(rhr))来进一步模拟共形圆柱形TEG(图6)。随着thr增加或rhr减小,热阻(
全文共9549字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[11197],资料为PDF文档或Word文档,PDF文档可免费转换为Word
您可能感兴趣的文章
- 层沉积催化剂的方法制备催化剂涂层膜与其性能研究外文翻译资料
- 拥有高比功率密度的柔性轻质燃料电池研究外文翻译资料
- 用于超级电容器的纳米结构碳金属氧化物复合电极综述外文翻译资料
- 多功能高温高性能锂硫电池隔膜的设计外文翻译资料
- 通过使用成对溶剂的简单溶胀策略,生成具有原位聚乙 二醇化表面的纳米多孔聚矾外文翻译资料
- 孔径可调的自组装等孔嵌段共聚物膜外文翻译资料
- 实现多晶相分离材料Sn1-xPbxSe的高热电优值外文翻译资料
- 显微结构对TiB2/Al2O3陶瓷动态断裂抗力的影响外文翻译资料
- 受自然界启发设计的高性能的三通道式柔性Li-O2电池外文翻译资料
- Cu纳米粒子高度分散在n掺杂石墨烯上的Li-CO2电池的阴极稳定性鉴定外文翻译资料

