英语原文共 11 页,剩余内容已隐藏,支付完成后下载完整资料
聚合物衍生陶瓷的增材制造
与金属和聚合物相比, 许多陶瓷的极高熔点为增材制造增加了挑战。由于陶瓷不能轻易铸造或加工, 三维 (3D) 打印可实现在几何灵活性上的大幅飞跃。我们报告的预陶瓷单体是在立体平版印刷3D 打印机中(或通过图案掩模)用紫外线固化的,形成了可以有复杂的形状和多孔结构三维聚合物结构。这些聚合物结构可以热解成具收缩均匀且几乎没有孔隙的陶瓷。用这种方法制备的碳化硅微晶格和蜂窝状材料比密度相似的陶瓷泡沫具有更高的强度。此类材料的增材制造对推进部件、热保护系统、多孔燃烧器、微机电系统和电子设备包装具有重要意义。
与金属和聚合物相比, 陶瓷很难加工, 尤其是加工成复杂的形状。由于陶瓷不能轻易铸造或加工, 因此通常是在薄膜中通过烧结或沉积从粉末进行整合。例如在加工过程中引入的孔隙率和不均匀性这样的缺陷控制着强度, 因为它们会引发裂纹,而且与金属不同的是, 脆性陶瓷几乎没有抗断裂的能力。这种加工上的困难限制了我们的能力去利用陶瓷令人印象深刻的性能,包括高温性能、耐环境性和高强度。增材制造的最新进展形成了许多不同的技术, 但为陶瓷材料开发的所有增材制造技术都是基于粉末的逐层工艺, 而这种工艺受限于少量的构图。只有少数商业上可行的三维 (3D) 打印系统提供陶瓷打印, 它们或者通过选择性固化含有陶瓷颗粒的光敏树脂, 或者通过选择性地将液体粘结剂吸附在陶瓷上颗粒 (粘结剂喷射), 或者用激光器选择性融合粉末床。所有这些技术受限于缓慢的制造速度, 在许多情况下,还受限于一个耗时的粘合剂去除过程。从粉末开始固结到致密部分几乎是一个无法克服的挑战, 残余孔隙通常是无法避免的。此外, 许多增材过程引入了大的热梯度, 会导致陶瓷出现裂缝。毛孔、裂缝和不均匀性是造成增材制造的陶瓷部件强度低和可靠性差的原因。
聚合物衍生陶瓷是在 20世纪60年代被发现的。在热处理 (通常在惰性气氛下) 时, 它们会被热解成SiC、Si3N4 ,BN、AlN、SiOC、SiCN、BCN 或其他成分, 而挥发性物种 (CH4、H2、CH2、H2O 和碳氢化合物) 离开材料。目前,预陶瓷聚合物通过渗透的方法用于合成陶瓷纤维和致密陶瓷基复合材料。二维光刻和软光刻技术得到了证明。与传统陶瓷粉末加工相比, 不采用烧结步骤可以不需要加压就降低合成温度, 而不采用烧结添加剂可提高热机械性能。
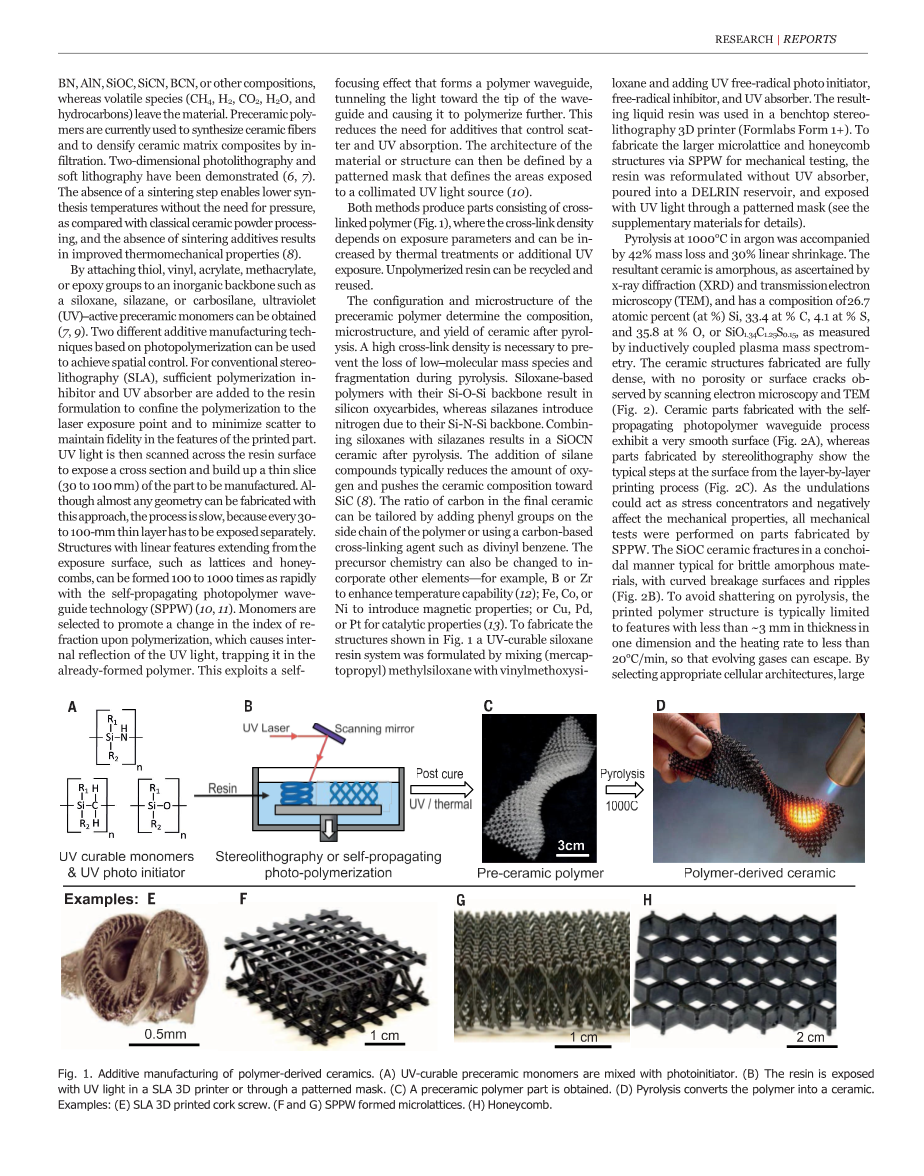
通过将硫醇、乙烯基、丙烯酸酯、甲基丙烯酸酯或环氧基团连接到无机主干 (如硅氧烷、硅氮烷或环氧烷), 可以获得紫外线 (UV)--活性预陶瓷单体。两种不同的基于光聚合的增材制造技术可以实现空间控制。传统的立体光刻 (SLA)是在树脂配方中添加足够的聚合抑制剂和紫外线吸收剂, 以将聚合限制在激光曝光点, 最大限度地减少散射, 从而保持打印部件的特征的保真度。然后在树脂表面扫描紫外线, 以露出横截面, 并形成要制造的部件的薄片 (30 至100毫米)。虽然几乎任何几何形状都可以用这种方法制造, 但这个过程是缓慢的, 因为每30到100毫米的薄层都必须单独暴露。使用自传播光聚合物波导技术 (SPPW) , 可以以100到1000倍的速度形成具有从曝光表面延伸的线性特征的结构(如晶格和蜂窝状结构)。选择单体是为了促进聚合时折射率的变化, 从而引起紫外线在内部反射, 将其困在已经形成的聚合物中。这利用了一种自适应效应, 自适应效应形成了聚合物波导, 将光线向波导的尖端传导, 并使其进一步聚合。这减少了对控制散射和紫外线吸收的添加剂的需求。然后, 材料或结构的构成可以通过一个图案的掩模来定义, 该掩模定义了暴露在准直紫外线光源中的区域。
这两种方法都产生由交联聚合物组成的部件 (图 1), 其中交联密度取决于曝光参数, 并且可以通过热处理或额外的紫外线照射来增加。未聚合树脂可以回收再利用。
图1、聚合物衍生陶瓷的增材制造
(A)将可紫外光固化的前体单体与光引发剂混合;(B)树脂在SLA 3D打印机中或通过带图案的遮罩暴露在紫外线下;(C)获得前序聚合物部分;(D)热解将聚合物转化为陶瓷;示例:(E)SLA 3D打印软木螺钉;(F和G)SPPW形成了微晶格;(H)蜂窝。
预陶瓷聚合物的构造和微观结构决定了热解后陶瓷的组成、微观结构和产率。高交联密度是在热解过程中预先消除低分子质量物种损失和碎裂所必需的。硅氧烷基聚合物及其Si-O-Si主干产生硅氧化氮, 而硅氮烷由于其Si-N-Si主干引入氮。将硅氧烷与硅氮烷结合在一起, 在热解后形成了一种SiOCN陶瓷。硅烷化合物的加入通常会减少氧的含量, 并将陶瓷组合物推向碳化硅。最后陶瓷中的碳比可以通过在聚合物的侧链上添加苯基或使用碳基交联剂 (如二乙烯基苯) 来控制。前驱化学元素也可以改变而引入其他元素--例如 B 或 Br, 以提耐高温能力;引入铁、钴或镍,以引入磁性能;或引入Cu、PD 或 Pt 以增加催化性能。为了制备图1所示的结构, 将 (硫代至丙基) 甲基硅氧烷与乙烯基甲氧基硅氧烷混合, 加入 UV自由基光合剂、自由基抑制剂和紫外线吸收剂, 制备了紫外光固化硅氧烷体系。将结果液体树脂应用于台式立体光刻3D 打印机 (窗体形式 1 ) 中。为了机械测试,通过 SPPW 制造较大的微晶格和蜂窝结构, 树脂在没有紫外线吸收剂的情况下重新配方, 倒入 DELRIN 储罐中, 并通过图案面罩用紫外线照射。
氩气中1000°C 的热解伴随着42% 的质量损失和30% 的线性收缩。 通过X射线衍射(XRD)和透射电子显微镜(TEM)可以确定所产生的陶瓷是无定形的, 由电感耦合等离子体质谱测量得,在组成百分比上,硅占26.7,碳占33.4,硫占4.1,氧占35.8,或者说SiO1.34C1.25S0.15。通过扫描电子显微镜和透射电镜观察到所制备的陶瓷结构密度完全较高, 没有孔隙率或表面裂纹(图 2)。用自传播光聚合物波导工艺制造的陶瓷部件表面非常光滑 (图 2A), 而立体平版印刷制造的陶瓷部件则显示出从逐层印刷工艺的表面上的典型步骤 (图 2C)。由于波动可以起到应力集中器的作用, 并对机械性能产生负面影响, 因此对 SPPW 制造的零件进行了所有的机械试验。SiOC陶瓷断裂是典型的脆性非晶质材料断裂形式, 具有弯曲的断裂表面和波纹 (图 2B)。为了避免在热解过程中破碎, 印刷聚合物结构通常仅限于在一个维中厚度小于 ~ 3 毫米、加热速率小于20°C/min 的特征, 从而使不断演变的气体能够逃逸。通过选择合适的蜂窝结构, 可以制造大型陶瓷结构, 其尺寸仅受到设备的限制。这种制造过程在组成上没有明显的梯度, 温度梯度可以通过多孔结构来缓解, 在热解过程中重新硫化, 收缩非常均匀。因此, 聚合物结构的形状保持良好, 收缩可以预测, 只要在热解过程中与结构接触的任何表面都得到润滑, 以防止粘附。通过自传播光聚合物波导的过程,各种细微结构, 包括密度为0.22 至 0.22 g/cm3(图 1G) 的微晶格、密度为0.3 至 0.8 g/cm3的蜂窝 (图 1H) 和具有分级密度的桁架芯的金字塔型 (图S4C)。
图2、SiOC微晶格和软木螺旋的电子显微镜表征
- SPPW形成的晶格节点表面光滑;(b)支柱的断裂面;(c)显示表面波动的SLA打印螺旋钻;(D)3D打印步骤尺寸为50 mm;(e)显示无孔隙的亮场透射电镜图像;(f)表示非晶态结构的透射电镜衍射。
对热解碳化硅结构进行了压缩和剪切试验, 结果总结在图3和表 s1 中。采用规定的 10 mm/s 的位移速率,在密度为 0.8 g/cm3 的蜂窝结构上测量了 163 MPa 的压缩破坏强度。 根据 ASTM C273, 采用单圈剪切试验夹具,对密度为0.22 至 0.22 g/cm3 的四个微晶格进行了剪切试验, 最终剪切强度在3.7 至 4.9 MPa 之间, 模量值为830至 1570 MPa。压缩失效是由突发脆性断裂造成的, 而剪切破坏是由单支柱的连续脆性断裂引起的。将碳化硅微晶格结构的力学性能与密度相似的陶瓷泡沫的力学性能进行了比较 (图 3)。值得注意的是, 与商用碳化硅泡沫 (DuOcel) 和铝硅酸盐泡沫 (陶瓷绝缘) 以及碳化硅泡沫相比, 碳化硅微晶格结构的抗压强度高出约10倍。在图3B中, 剪切强度的提高并不那么大, 因为所报告的碳化硅和铝硅酸盐泡沫的数值是弯曲强度, 这是通过弯曲试验测量的, 一般较高。即使与最先进的蜂窝砂芯材料、铝合金蜂窝 (HexWeb) 和闭孔聚合物泡沫 (Divinycell) 相比, 聚合物衍生陶瓷蜂窝材料看起来也是有利的。表S1 汇总了样品细节和测量结果。
图3、与陶瓷泡沫相比,聚合物衍生SiOC材料的强度
(A)抗压强度;
(B)抗剪强度。
多孔材料的机械性能取决于固体组成材料的机械性能、多孔材料的相对密度以及多孔结构 (即空洞和固体的空间结构)。有两个因素促成了观察到的高强度。首先, 有序的周期性体系结构本质上比随机泡沫的归档结构更具有机械效率。吉布森和阿什比将多孔材料的弹性模量 (E) 和失效强度(sigma;)的一般关系描述为
术语 Es 和 sigma;s分别是固体材料的弹性模量和破坏强度。/s一词是多孔材料的相对密度, 其定义是自身密度()除以固体组成材料的密度 (s)。SiO2的密度为 2.05 g/cm3。相对于加载方向,比例常数 C1 和 C2 与多孔材料的几何结构有关。泡沫的指数 n1 和 n1 分别为2和 1.5, 其中多孔支柱在弹性载荷期间表现出弯曲控制的变形。相反, 晶格材料可以表现出拉伸主导的变形, 当晶格构件被配置为这样的强度或压缩, 从而导致更多的改善的机械性能, 减少线性与密度 (n1 = 1 和 n1 = 1)。陶瓷微晶格表现出缩放 n2 = 1.06 (R2 = 0.88), 蜂窝显示 n2 = 1.06 (R2 = 0.88), 显示了拉伸主导的机械性能。在相对密度为10%的情况下,拉伸主导型建筑与弯曲主导型建筑因不同比例而产生的抗压强度差异应为3.2,并在3%的情况下增加至5.8。脆性泡沫的比例常数约为0.2, 而微晶格的比例常数估计为1/3, 金字塔桁架结构为 0.87, 蜂窝为 1, 使强度额外增加。
这种高固有强度是这些多孔材料与以前报道的陶瓷泡沫相比强度要高得多的、除结构外的第二个因素。聚合物衍生碳化硅的高固有强度是由于材料中的缺陷分布较低, 这可以通过电子微拷贝中的孔隙率和裂纹来确定。
用公式
对脆性材料的断裂强度进行了研究。公式中gamma;是表面能, d0是原子中心之间的等脂位, 与 E一起决定理论强度, 而半长alpha;和裂纹尖端半径Upsilon;的裂纹则引入应力浓度来减小断裂强度。由于聚合物衍生陶瓷材料中的缺陷可以通过启动树脂的高纯度和光滑无孔表面的发展得到很好的控制, 因此具有更紧密分布的较高的断裂强度值可以很好地控制。与其他陶瓷材料相比测量, 特别是从传统粉末路线中获得的。极限强度值是报告的, 但由于材料的脆性, 它们与屈服和断裂强度一致。
为了计算固体本构 SiOC 材料的模量, 采用了微晶格剪切模量方程
因为精确的模量测量只能在剪切试验中进行。得到了 102plusmn;26 GPa 的平均杨氏模量, 这在类似的组合位置报告的范围内。
聚合物衍生陶瓷的碳化硅家族具有优异的高温性能, 包括优异的耐结晶性、抗氧化性和抗蠕变性)。这些特性被归因于非晶态材料, 这些材料所显示的是被包裹在石墨烯网络中的二氧化硅四面体纳米域。1 到 3 纳米域的核心是由硅氧四面体形成的, 域间边界由层状的晶碳组成。与一个或两个碳结合的硅原子构成了二氧化硅域和石墨烯壁之间的界面。
图4.高温氧化氧化硅氧碳化物微晶格
(A)按表面积归一化的不同温度下连续热处理后测量的质量变化;(B)与其他材料相比的质量变化;(C)选择用于提取的SiOC微晶格热处理1300°C/10小时 1500°C/10小时的断裂表面;(D)聚焦离子束片层;(E)SiOC区域的TEM图像;(F)SiO2区域的TEM图像;
碳化硅微晶格结构在空气中的高温下表现出良好的稳定性。在1300°C 时, 结构在10小时内增加了 ~ 0.15 的质量, 大部分质量增益发生在前2小时内。它是假设大小, 这与在 SiOC 表面的替代反应, 创造一个危险的二氧化硅氧化层, 并释放 CO 或 CO2。这种氧化物的增长是在微晶格表面干扰着色的变化时定性地观察到的。在随后的每次热处理之后, 随着透明和薄 (100 至 1000 nm) 氧化刻度厚度的增加, 以及薄膜干扰着色, 虹彩着色也发生了变化。在1400°C 时, 样本在10小时后显示出约1% 的缓慢但稳定的质量下凝。这种大规模损失的原因是 SiOC 结构中游离碳的 '燃烧' 。在 1400°C 1 0个小时后, 观察到一种模糊的表面氧化物。该氧化产物被 XRD鉴定为石英石。在1500°C,1600°C 和1700°C 观察到类似的行为, 尽管质量损失率增加, 石英石氧化产物更加明显 (图 4C)。SiOC 样品暴露的最高温度 1700°C, 除表面氧化外, 没有观察到其他降解。质量损失由表面积正常地识别 (图 4A)。氧化物结构的变化归因于氧化导管在1300°C 或以下呈无定形, 如上所示1400°C 它结晶成石英石。O2 扩散到散装氧化可用的游离碳, 并在更高的温度下, 碳热
全文共12562字,剩余内容已隐藏,支付完成后下载完整资料
资料编号:[524]
您可能感兴趣的文章
- 通过对奥美拉唑合成反应的监测和定量反应的在线拉曼光谱和表征组件外文翻译资料
- 无金属碳基催化剂的研究进展外文翻译资料
- 钼酸钙/碳三维复合材料可控设计合成的研究外文翻译资料
- 生物催化选择性合成功能化喹唑啉酮衍生物外文翻译资料
- 三元V Zr Al ON氧氮化物-3-甲基吡啶氨氧化的高效催化剂外文翻译资料
- 综述纳米零价铁(nZVI)的合成,特性和在环境修复中的应用外文翻译资料
- 自消毒PVC表面使用点击化学设计外文翻译资料
- 微波辅助直接合成4H-1,2,4-苯并噻二嗪1,1-二氧化物衍生品外文翻译资料
- 微波辅助下直接合成1,1-二氧代-4H-1,2,4-苯并噻二嗪类衍生物外文翻译资料
- 压力选择在变压精馏中的重要性外文翻译资料

